Anda mungkin juga menyukai
- Operasi Pembengkokan 1Dokumen13 halamanOperasi Pembengkokan 1Setya Adi KurniawanBelum ada peringkat
- Contoh Soal MKM 1Dokumen6 halamanContoh Soal MKM 1Tobias SiagianBelum ada peringkat
- Permesinan AbrasifDokumen22 halamanPermesinan Abrasifyunuz_muhammad50% (2)
- BendingDokumen17 halamanBendingArif D Rahman HakimBelum ada peringkat
- Praktikum Wind TunnelDokumen12 halamanPraktikum Wind TunneltotoroBelum ada peringkat
- Baut & MurDokumen19 halamanBaut & Murrahman pekanbaru.Belum ada peringkat
- 03 - Klasifikasi Jig and FixtureDokumen1 halaman03 - Klasifikasi Jig and Fixtureimamsakroni0480% (1)
- 2 MKM Beban AxialDokumen35 halaman2 MKM Beban AxialTobias SiagianBelum ada peringkat
- Cara Mengasah Pahat BubutDokumen8 halamanCara Mengasah Pahat BubutJack SadiBelum ada peringkat
- Pertemuan 4 MekbanDokumen27 halamanPertemuan 4 MekbanMukbil HadiBelum ada peringkat
- Pembuatan Roda GigiDokumen10 halamanPembuatan Roda GigiDewaBelum ada peringkat
- Makalah Rolling Forming Dan ForgingDokumen15 halamanMakalah Rolling Forming Dan ForgingFadil FtmBelum ada peringkat
- JENIS Jenis Pahat HssDokumen9 halamanJENIS Jenis Pahat HssOnee ChoomBelum ada peringkat
- UJI IMPAKDokumen11 halamanUJI IMPAKFrans SiregarBelum ada peringkat
- Pengertian Roda Gigi HeliksDokumen9 halamanPengertian Roda Gigi HeliksRadium87Belum ada peringkat
- RODA GIGIDokumen16 halamanRODA GIGIArif HermawanBelum ada peringkat
- Beam MachiningDokumen9 halamanBeam Machiningainayyah bintang0% (1)
- PLAT DAN TEMPADokumen9 halamanPLAT DAN TEMPAabdur sufaBelum ada peringkat
- Sifat Mekanik MaterialDokumen3 halamanSifat Mekanik MaterialAl-Syams ArifinBelum ada peringkat
- Bab 1,2,3,4 Dan 5Dokumen38 halamanBab 1,2,3,4 Dan 5Aidil.K.NasutionBelum ada peringkat
- Toleransi Geometrik dan DatumDokumen21 halamanToleransi Geometrik dan DatumGiat Sihotang coverBelum ada peringkat
- Laporan Bubut MandrilDokumen19 halamanLaporan Bubut MandrilnashifudinBelum ada peringkat
- POROS BEBANDokumen9 halamanPOROS BEBANdidiksgyBelum ada peringkat
- Bab II Sekrap FixDokumen11 halamanBab II Sekrap FixredhaBelum ada peringkat
- Gambar Teknik Toleransi Geometrik 1Dokumen35 halamanGambar Teknik Toleransi Geometrik 1andrigheoBelum ada peringkat
- OPTIMASI BEBAN DAN TEGANGANDokumen11 halamanOPTIMASI BEBAN DAN TEGANGANRizallBelum ada peringkat
- Roda Gigi Cacing PDFDokumen16 halamanRoda Gigi Cacing PDFKresnaFajarBelum ada peringkat
- Kuliah 3 Pemesinan Dengan Abrasif 1Dokumen29 halamanKuliah 3 Pemesinan Dengan Abrasif 1Pandu WibowoBelum ada peringkat
- RODA GIGIDokumen25 halamanRODA GIGIInsyiBelum ada peringkat
- Makalah ForgingDokumen9 halamanMakalah ForgingBayu Prayoga Part IIBelum ada peringkat
- AlignmentDokumen9 halamanAlignmentyoni pratamaBelum ada peringkat
- Training Jig Rev 2Dokumen28 halamanTraining Jig Rev 2dwiharyonoBelum ada peringkat
- Timpengaja 44 1 Kinemati Dan Dinamika 1Dokumen87 halamanTimpengaja 44 1 Kinemati Dan Dinamika 1cindyBelum ada peringkat
- Mesin GurdiDokumen18 halamanMesin GurdiThoif ZaraBelum ada peringkat
- Laporan Praktikum Proses Produksi Hensel Kevin M. W. (F1C017034)Dokumen106 halamanLaporan Praktikum Proses Produksi Hensel Kevin M. W. (F1C017034)Hensel KevinBelum ada peringkat
- Elmes 2 Bab 7 Kpling Tidak TetapDokumen15 halamanElmes 2 Bab 7 Kpling Tidak TetapHanaris RivanBelum ada peringkat
- NormalizingDokumen2 halamanNormalizingDiannisa RachmawatiBelum ada peringkat
- Toleransi GeometriDokumen7 halamanToleransi GeometriCornelius AdeBelum ada peringkat
- TUGAS PERENCANAAN ELEMEN MESIN II - Kopling GesekDokumen42 halamanTUGAS PERENCANAAN ELEMEN MESIN II - Kopling GesekcandraBelum ada peringkat
- A Transmisi Sabuk VDokumen61 halamanA Transmisi Sabuk VREYHANZ REVYZEIN -Belum ada peringkat
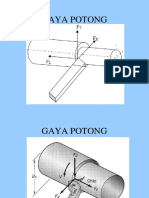
- Gaya Potong 1Dokumen20 halamanGaya Potong 1naufal labibBelum ada peringkat
- Makalah Klasifikasi Baja Menurut PenggunaannyaDokumen31 halamanMakalah Klasifikasi Baja Menurut PenggunaannyaClinton NaibahoBelum ada peringkat
- Blanking Dan PiercingDokumen5 halamanBlanking Dan Piercingsanjaya100% (2)
- Membubut KARTELDokumen6 halamanMembubut KARTELDedi HidayatBelum ada peringkat
- Cara mendesain cetakan plastik berdasarkan data bahan dan mesin injeksiDokumen2 halamanCara mendesain cetakan plastik berdasarkan data bahan dan mesin injeksiAchmad Bagus MaulanaBelum ada peringkat
- Pengertian CNCDokumen18 halamanPengertian CNCLeo SyaputraBelum ada peringkat
- Buat PresentasiDokumen52 halamanBuat PresentasiSolehBelum ada peringkat
- Pencekaman Benda Kerja (Frais Dan Bubut)Dokumen23 halamanPencekaman Benda Kerja (Frais Dan Bubut)Esther100% (1)
- OPTIMASI-PEMESINANDokumen17 halamanOPTIMASI-PEMESINANAbdullah Si OrangAwamBelum ada peringkat
- Rangka Batang)Dokumen18 halamanRangka Batang)Roni saputraBelum ada peringkat
- Sistem KoplingDokumen25 halamanSistem KoplingMoch Fahrizal SaugiBelum ada peringkat
- Pasak Dan KoplingDokumen29 halamanPasak Dan KoplingchintyawidyaBelum ada peringkat
- Nurul Sahirah (Makalah Teknologi Mekanik)Dokumen37 halamanNurul Sahirah (Makalah Teknologi Mekanik)Nurul SahirahBelum ada peringkat
- REKONDISI FRAISDokumen6 halamanREKONDISI FRAISBudi WijayaBelum ada peringkat
- Dokumen - Tech Metal Forming 55846579ba64cDokumen46 halamanDokumen - Tech Metal Forming 55846579ba64cJaka Sembung Bawa GolokBelum ada peringkat
- PENGERJAAN LOGAMDokumen48 halamanPENGERJAAN LOGAMFitria KusumaBelum ada peringkat
- RollingDokumen35 halamanRollingM Ilham Sahid BintangBelum ada peringkat
- Diktat Pembentukan LogamDokumen46 halamanDiktat Pembentukan LogamChotonNewRastafaraBelum ada peringkat
- 5. PROSES DEFORMASI DALAM PENGERJAAN LOGAM PEJAL (BULKDokumen46 halaman5. PROSES DEFORMASI DALAM PENGERJAAN LOGAM PEJAL (BULKSa'id Sake Vessalius67% (3)
- RollingDokumen17 halamanRollingwafa prasetiaBelum ada peringkat
- E-300-80-200-17. Daftar Hadir Peserta PROSES PRODUKSIDokumen2 halamanE-300-80-200-17. Daftar Hadir Peserta PROSES PRODUKSIasan solehudinBelum ada peringkat
- E-300-80-200-14. Daftar Hadir PANITIA PROSES PRODUJSIDokumen1 halamanE-300-80-200-14. Daftar Hadir PANITIA PROSES PRODUJSIasan solehudinBelum ada peringkat
- Soal Pas TP Xi BubutDokumen1 halamanSoal Pas TP Xi Bubutasan solehudinBelum ada peringkat
- E-300-80-200-22. Daftar Nilai Hasil PRAKTIKUM PROSES PRODUKSIDokumen1 halamanE-300-80-200-22. Daftar Nilai Hasil PRAKTIKUM PROSES PRODUKSIasan solehudinBelum ada peringkat
- Soal Pas TP Xi GambarDokumen1 halamanSoal Pas TP Xi Gambarasan solehudinBelum ada peringkat
- E-300-80-200-4. Berita Acara Rapat Pembentukan PanitiaDokumen1 halamanE-300-80-200-4. Berita Acara Rapat Pembentukan Panitiaasan solehudinBelum ada peringkat
- Majlis RotibDokumen1 halamanMajlis Rotibasan solehudinBelum ada peringkat
- E-300-80-200-1. Surat Undangan TMDokumen1 halamanE-300-80-200-1. Surat Undangan TMasan solehudinBelum ada peringkat
- E-300-80-200-13. Kartu Tanda Peserta Ujian Akhir SemesterDokumen1 halamanE-300-80-200-13. Kartu Tanda Peserta Ujian Akhir Semesterasan solehudinBelum ada peringkat
- Pedoman Dasar Karang Taruna BonangDokumen20 halamanPedoman Dasar Karang Taruna BonangFebriadi Malin SamponoBelum ada peringkat
- E-300-80-200-1. Surat Undangan TMDokumen1 halamanE-300-80-200-1. Surat Undangan TMasan solehudinBelum ada peringkat
- E-300-80-200-13. Kartu Tanda Peserta Ujian Akhir SemesterDokumen1 halamanE-300-80-200-13. Kartu Tanda Peserta Ujian Akhir Semesterasan solehudinBelum ada peringkat
- Perancanaan Kopling Mitsubishi-KudaDokumen22 halamanPerancanaan Kopling Mitsubishi-KudaEcho Wiyoun100% (1)
- Perancangan Tek Mesin X Pas Nov 2018Dokumen2 halamanPerancangan Tek Mesin X Pas Nov 2018asan solehudinBelum ada peringkat
- ProposalDokumen14 halamanProposalasan solehudinBelum ada peringkat
- Rapat PraktikumDokumen1 halamanRapat Praktikumasan solehudinBelum ada peringkat
- 006 MuttaqienDokumen4 halaman006 Muttaqienasan solehudinBelum ada peringkat
- 1.6. Surat Keputusan PanitiaDokumen4 halaman1.6. Surat Keputusan Panitiaasan solehudinBelum ada peringkat
- Surat Rekomendasi PelantikanDokumen2 halamanSurat Rekomendasi Pelantikanasan solehudinBelum ada peringkat
- Berita Acara Uas 2019Dokumen1 halamanBerita Acara Uas 2019asan solehudinBelum ada peringkat
- Cara Memimpin Rapat Yang Baik Dan EfektifDokumen2 halamanCara Memimpin Rapat Yang Baik Dan EfektifWahyu HidayatBelum ada peringkat
- Konflik Antar Suku BangsaDokumen2 halamanKonflik Antar Suku Bangsaasan solehudin100% (1)
- Berita Acara Uas 2019Dokumen1 halamanBerita Acara Uas 2019asan solehudinBelum ada peringkat
- INTISARI 13 Wasiat Terlarang - Ippho SantosaDokumen2 halamanINTISARI 13 Wasiat Terlarang - Ippho SantosaPoppy Miranda100% (6)
- Presentasi LaporanDokumen37 halamanPresentasi Laporanasan solehudinBelum ada peringkat
- Rekayasa ManufakturDokumen16 halamanRekayasa Manufakturasan solehudinBelum ada peringkat
- Susunan Upacara BenderaDokumen1 halamanSusunan Upacara Benderaasan solehudinBelum ada peringkat
- Mentahan Surat TugasDokumen24 halamanMentahan Surat Tugasasan solehudin100% (1)
- Berpikir Dan Berjiwa BesarDokumen105 halamanBerpikir Dan Berjiwa Besaraditya risqi pratama100% (22)
- Tentang 5S - Seiri, Seiton, Seiso, Seiketsu, Shitsuke: by Eris KusnadiDokumen4 halamanTentang 5S - Seiri, Seiton, Seiso, Seiketsu, Shitsuke: by Eris KusnadianndihalohoBelum ada peringkat