Anda mungkin juga menyukai
- ISO 9001 dan 7 QC ToolsDokumen2 halamanISO 9001 dan 7 QC ToolsFahmi ZakariaBelum ada peringkat
- Studi Kasus 5sDokumen11 halamanStudi Kasus 5sDodi Mulyadi Hidayat50% (2)
- Paket Presentasi 5RDokumen12 halamanPaket Presentasi 5Rwishnuap100% (3)
- Tahapan Pelaksanaan KaizenDokumen6 halamanTahapan Pelaksanaan KaizendinaBelum ada peringkat
- Bagaimana Cara Menerapkan 5S Di Tempat KerjaDokumen3 halamanBagaimana Cara Menerapkan 5S Di Tempat KerjaNovia MutiaraBelum ada peringkat
- PpicDokumen4 halamanPpicRaisa NurhijriyahBelum ada peringkat
- 5R untuk Tempat Kerja yang Efisien dan ProduktifDokumen1 halaman5R untuk Tempat Kerja yang Efisien dan Produktifupsrs100% (1)
- Workplace Inspection Checklist Bahasa Indonesia, ApligoDokumen4 halamanWorkplace Inspection Checklist Bahasa Indonesia, Apligofebry anggoroBelum ada peringkat
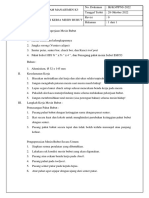
- WI-06-02 (Drilling Machine)Dokumen1 halamanWI-06-02 (Drilling Machine)Arief Rakhman LasandrimaBelum ada peringkat
- 5S Training ModuleDokumen29 halaman5S Training ModuleBobby Kambodiansyah100% (1)
- Ergonomic CheckpointDokumen19 halamanErgonomic CheckpointAnanta SandhuBelum ada peringkat
- Soal Tes 5S TrainingDokumen2 halamanSoal Tes 5S TrainingMarlay Kusut100% (1)
- Hasil Pengukuran Tekanan Darah 2017Dokumen2 halamanHasil Pengukuran Tekanan Darah 2017Nia Pujiyani HaverheyBelum ada peringkat
- QC 7-TOOLsDokumen7 halamanQC 7-TOOLsPurnomo100% (2)
- Mesin bubut pembuatan ulir dan permukaanDokumen5 halamanMesin bubut pembuatan ulir dan permukaanAhmad Fatihul AzzamBelum ada peringkat
- Alat Ukur Arm FaroDokumen5 halamanAlat Ukur Arm FarohusnacitradewiBelum ada peringkat
- Iso 14001 :2015Dokumen3 halamanIso 14001 :2015putroBelum ada peringkat
- Kuis K3 - HousekeepingDokumen3 halamanKuis K3 - Housekeeping2C TPTLErsa Cahya AnugrahBelum ada peringkat
- Daftar Periksa PTW AuditDokumen2 halamanDaftar Periksa PTW AuditDefi HelfiaBelum ada peringkat
- Bekerja Di Atas KetinggianDokumen6 halamanBekerja Di Atas KetinggianNOVIABelum ada peringkat
- SOAL PRETEST POST TEST 5S Warehouse Dan Best PracticeDokumen22 halamanSOAL PRETEST POST TEST 5S Warehouse Dan Best PracticeFrans FernandesBelum ada peringkat
- Soal Tes Tertulis Melakukan Pek. DGN Mesin Frais (Belum) Log Oo.07.007.00Dokumen7 halamanSoal Tes Tertulis Melakukan Pek. DGN Mesin Frais (Belum) Log Oo.07.007.00wawan sopianBelum ada peringkat
- An Pemeliharaan Peralatan Perlengkapan TempatkerjaDokumen2 halamanAn Pemeliharaan Peralatan Perlengkapan TempatkerjaSudyatnoBelum ada peringkat
- Presentasi k3Dokumen36 halamanPresentasi k3Jenaldo GerungBelum ada peringkat
- JsaDokumen26 halamanJsaeman71Belum ada peringkat
- SURVEI PENGARUH SUHU DINGIN TERHADAP PEKERJADokumen2 halamanSURVEI PENGARUH SUHU DINGIN TERHADAP PEKERJAayu38Belum ada peringkat
- Kapasitas Kerja dan Kelelahan OtotDokumen9 halamanKapasitas Kerja dan Kelelahan Ototedi nasrullohBelum ada peringkat
- Materi 5R - RevisiDokumen26 halamanMateri 5R - RevisiHadi Hendrariyanto100% (1)
- 5R & K3Dokumen4 halaman5R & K3Bima Sukma STBelum ada peringkat
- Modul Kesiagaan Tanggap DaruratDokumen62 halamanModul Kesiagaan Tanggap DaruratAlwaheed AzainBelum ada peringkat
- Jurnal OEEDokumen18 halamanJurnal OEECandra Setia Bakti100% (1)
- Format Laporan Lengkap Kegiatan Continuous ImprovementDokumen10 halamanFormat Laporan Lengkap Kegiatan Continuous ImprovementBerry AditiyaBelum ada peringkat
- Modul 13 FMEA StandardDokumen16 halamanModul 13 FMEA StandardS Sari SariBelum ada peringkat
- INSPEKSI HARIANDokumen1 halamanINSPEKSI HARIANDepi Herdiana100% (2)
- EMERGENSI RESPON PLANDokumen233 halamanEMERGENSI RESPON PLANindahBelum ada peringkat
- 33 SOP Paku TembakDokumen3 halaman33 SOP Paku TembakAgus PriyonoBelum ada peringkat
- HAZOP-StudiDokumen50 halamanHAZOP-StudiRIZKY NURCAHYO100% (1)
- Q SOP Mesin Band Saw Gergaji SelendangDokumen2 halamanQ SOP Mesin Band Saw Gergaji Selendangabilora DwiantoroBelum ada peringkat
- 6.4 SOP PEMULIHAN KEADAAN DARURAT PT Pancamantra - Kelompok4 - K36BDokumen6 halaman6.4 SOP PEMULIHAN KEADAAN DARURAT PT Pancamantra - Kelompok4 - K36BPutri EmBelum ada peringkat
- Metode HazopDokumen13 halamanMetode HazopBNURSAGITA S. KAUBelum ada peringkat
- ISO 45001 2018 ID Terjemahan BebasDokumen18 halamanISO 45001 2018 ID Terjemahan BebasAmindo DharmaBelum ada peringkat
- Its TrueDokumen50 halamanIts TrueWidhi Nugraha100% (1)
- Materi QualityDokumen41 halamanMateri Qualityfajar sony nugrahaBelum ada peringkat
- TBP Training - Textbook-INDONESIA PDFDokumen44 halamanTBP Training - Textbook-INDONESIA PDFWisnuakbar Nugraha100% (1)
- Memecahkan Masalah Dengan Metode Pdca (Plan-Do-Check-Action)Dokumen2 halamanMemecahkan Masalah Dengan Metode Pdca (Plan-Do-Check-Action)afinalubis1993Belum ada peringkat
- Safety InductionDokumen1 halamanSafety InductionMeilianaDewantariBelum ada peringkat
- Job Desc MTC Weaving Persiapan & ProduksiDokumen15 halamanJob Desc MTC Weaving Persiapan & ProduksiroellyBelum ada peringkat
- Soal 5SDokumen9 halamanSoal 5SDojo FoundationBelum ada peringkat
- Warehouse InspectionDokumen1 halamanWarehouse InspectionFabs IndonesiaBelum ada peringkat
- Safety Momen - Tujuan Kartu Observasi BahayaDokumen3 halamanSafety Momen - Tujuan Kartu Observasi BahayaDicky RizalBelum ada peringkat
- Pengurangan Waktu Setup Menggunakan Metode Smed Serta Pengurangan Waktu Proses Produksi Dan Perakitan Menggunakan Metode MostDokumen11 halamanPengurangan Waktu Setup Menggunakan Metode Smed Serta Pengurangan Waktu Proses Produksi Dan Perakitan Menggunakan Metode MostRizki Nurul FathiaBelum ada peringkat
- Training Communication Skill-HORENSODokumen37 halamanTraining Communication Skill-HORENSOabhe 86Belum ada peringkat
- 5S ChecklistDokumen6 halaman5S ChecklistDhimaz YudiBelum ada peringkat
- Laporan Tugas AkhirDokumen107 halamanLaporan Tugas AkhirAllansimons SitompulBelum ada peringkat
- LombaK3Pertamina2023Dokumen13 halamanLombaK3Pertamina2023rian siregarBelum ada peringkat
- Laporan Peramalan Sarung TanganDokumen100 halamanLaporan Peramalan Sarung TanganMozin AkbarBelum ada peringkat
- Seiketsu (Systemize), Dan Shitsuke (Standardize) - Konsep Yang Digarisbawahi Dari 5SDokumen4 halamanSeiketsu (Systemize), Dan Shitsuke (Standardize) - Konsep Yang Digarisbawahi Dari 5SAldi KritingBelum ada peringkat
- Seiketsu (Systemize), Dan Shitsuke (Standardize) - Konsep Yang Digarisbawahi Dari 5SDokumen4 halamanSeiketsu (Systemize), Dan Shitsuke (Standardize) - Konsep Yang Digarisbawahi Dari 5SbudiawanBelum ada peringkat
- Tugas Kelompok 5Dokumen24 halamanTugas Kelompok 5IkhsanBelum ada peringkat
- Bab 2Dokumen10 halamanBab 2Dia Ambrina RosyadahBelum ada peringkat
- PresentasiDokumen1 halamanPresentasiTheodorus Van DarmawanBelum ada peringkat
- 26 Januari 2022Dokumen1 halaman26 Januari 2022Theodorus Van DarmawanBelum ada peringkat
- Silabus MikroDokumen20 halamanSilabus MikroTheodorus Van DarmawanBelum ada peringkat
- Jadwal Pertandingan-1Dokumen1 halamanJadwal Pertandingan-1Theodorus Van DarmawanBelum ada peringkat
- Jadwal Analisa KL2Dokumen20 halamanJadwal Analisa KL2Theodorus Van DarmawanBelum ada peringkat
- Remidi PasDokumen2 halamanRemidi PasTheodorus Van DarmawanBelum ada peringkat
- BAB 18. VektorDokumen18 halamanBAB 18. VektorTheodorus Van DarmawanBelum ada peringkat
- Tugas Analisis PengangguranDokumen1 halamanTugas Analisis PengangguranTheodorus Van DarmawanBelum ada peringkat
- Kisi-Kisi Pas BiologiDokumen1 halamanKisi-Kisi Pas BiologiTheodorus Van DarmawanBelum ada peringkat
- Lingkungan Pengendapan (Sistem Sungai)Dokumen4 halamanLingkungan Pengendapan (Sistem Sungai)Theodorus Van DarmawanBelum ada peringkat
- HyperlinkDokumen5 halamanHyperlinkTheodorus Van DarmawanBelum ada peringkat
- Struktur BumiDokumen2 halamanStruktur BumiTheodorus Van DarmawanBelum ada peringkat
- Ucun 1 (2018 Mat B)Dokumen6 halamanUcun 1 (2018 Mat B)abdul alyaBelum ada peringkat
- Kisikisi or Gasal 2018-2019Dokumen1 halamanKisikisi or Gasal 2018-2019Theodorus Van DarmawanBelum ada peringkat
- 05 Ucun Bahasa Indonesia (A)Dokumen8 halaman05 Ucun Bahasa Indonesia (A)Gina Y ABelum ada peringkat
- Laporan Prakarya & Kewirausahaan2Dokumen4 halamanLaporan Prakarya & Kewirausahaan2Theodorus Van DarmawanBelum ada peringkat
- 05 Ucun Bahasa Indonesia (A)Dokumen8 halaman05 Ucun Bahasa Indonesia (A)Gina Y ABelum ada peringkat
- Anilsa FosilDokumen10 halamanAnilsa FosilTheodorus Van DarmawanBelum ada peringkat
- EquinokDokumen1 halamanEquinokTheodorus Van DarmawanBelum ada peringkat
- Surat Kunjungan Pak AditDokumen1 halamanSurat Kunjungan Pak AditTheodorus Van DarmawanBelum ada peringkat
- GeothermalDokumen17 halamanGeothermalTheodorus Van DarmawanBelum ada peringkat
- PKMDokumen18 halamanPKMTheodorus Van DarmawanBelum ada peringkat
- BrosurDokumen1 halamanBrosurTheodorus Van DarmawanBelum ada peringkat
- Lembar BathimetriDokumen1 halamanLembar BathimetriTheodorus Van DarmawanBelum ada peringkat
- Anilsa FosilDokumen10 halamanAnilsa FosilTheodorus Van DarmawanBelum ada peringkat
- Surat Kunjungan Pak AditDokumen1 halamanSurat Kunjungan Pak AditTheodorus Van DarmawanBelum ada peringkat
- Review Paper MikropaleontologiDokumen3 halamanReview Paper MikropaleontologiTheodorus Van DarmawanBelum ada peringkat
- FOSIL DAN PENGGUNAANNYADokumen2 halamanFOSIL DAN PENGGUNAANNYATheodorus Van DarmawanBelum ada peringkat
- Struktur BumiDokumen2 halamanStruktur BumiTheodorus Van DarmawanBelum ada peringkat