Anda mungkin juga menyukai
- 1 - Mengenal Material TeknikDokumen176 halaman1 - Mengenal Material TeknikWahyu DiBelum ada peringkat
- Karakterisasi Material PDFDokumen55 halamanKarakterisasi Material PDFAlif HaidarBelum ada peringkat
- Kaji Eksperimental Efesiensi Motor Genset Sanken Gs8000Dokumen3 halamanKaji Eksperimental Efesiensi Motor Genset Sanken Gs8000rivalBelum ada peringkat
- Gating SystemDokumen38 halamanGating SystemHan RajBelum ada peringkat
- Perencanaan Konstruksi LasDokumen6 halamanPerencanaan Konstruksi LasJared DavisBelum ada peringkat
- Baja Rim Dan KilledDokumen2 halamanBaja Rim Dan KilledRendi PamulaBelum ada peringkat
- Tugas Welding 3Dokumen14 halamanTugas Welding 3Dewi Lestari Natalia Marpaung100% (3)
- Pemilihan Bahan Dan Proses (Compatibility MoDokumen50 halamanPemilihan Bahan Dan Proses (Compatibility MoSeftian HaryadiBelum ada peringkat
- PrintDokumen60 halamanPrintDenny SaputraBelum ada peringkat
- Contoh Karakterisasi MaterialDokumen12 halamanContoh Karakterisasi MaterialLalu SuhaimiBelum ada peringkat
- Kuliah VI Mekanika TanahDokumen9 halamanKuliah VI Mekanika TanahDeni MulyawanBelum ada peringkat
- HazDokumen2 halamanHazAndre KurniawanBelum ada peringkat
- Tugas Welding 5Dokumen20 halamanTugas Welding 5Dewi Lestari Natalia Marpaung100% (1)
- Pengetahuan Bahan TeknikDokumen25 halamanPengetahuan Bahan TeknikTuah NegeriBelum ada peringkat
- Tugas 08 - 1206262746Dokumen4 halamanTugas 08 - 1206262746nayonaegaBelum ada peringkat
- Pengujian LelahDokumen10 halamanPengujian LelahSuciatnoHernandezBelum ada peringkat
- Tugas 4 (ERW) - Dewi Lestari Natalia - 1006704530Dokumen13 halamanTugas 4 (ERW) - Dewi Lestari Natalia - 1006704530Dewi Lestari Natalia Marpaung100% (3)
- Pemilihan Bahan Dan ProsesDokumen22 halamanPemilihan Bahan Dan ProsesRifki AuliaBelum ada peringkat
- Perhitungan Muatan Pada Proses Peleburan Atau Pengecoran Logam (AA)Dokumen2 halamanPerhitungan Muatan Pada Proses Peleburan Atau Pengecoran Logam (AA)Abrianto AkuanBelum ada peringkat
- PengelasanDokumen16 halamanPengelasanZakhrofa Aleiya Amrousi IIBelum ada peringkat
- CE210 - Mekanika Tanah 1Dokumen6 halamanCE210 - Mekanika Tanah 1Ilyas GhifariBelum ada peringkat
- Minimalisasi Cacat Pin Hole Pada Side Core Dengan Memperbanyak Lubang GasDokumen7 halamanMinimalisasi Cacat Pin Hole Pada Side Core Dengan Memperbanyak Lubang GasMuhamad Nurdin100% (1)
- Pembuatan Connecting RodDokumen10 halamanPembuatan Connecting RodJonarBelum ada peringkat
- Cacat CoranDokumen7 halamanCacat CoranDanny Surya100% (2)
- Pemilihan Material Dan Proses CamshaftDokumen69 halamanPemilihan Material Dan Proses CamshaftArum SariBelum ada peringkat
- BAB 2 Uji TarikDokumen6 halamanBAB 2 Uji Tarikhasan ashariBelum ada peringkat
- Kontrak Kuliah Mekanika Tanah IiDokumen4 halamanKontrak Kuliah Mekanika Tanah Iinamaku BENTOBelum ada peringkat
- Perancangan Chassis TruckDokumen11 halamanPerancangan Chassis TruckYudda AzhariBelum ada peringkat
- MetalografiDokumen11 halamanMetalografiBambang Nugraha PratamaBelum ada peringkat
- Tanur Busur Listrik Atau Electric Arc FurnaceDokumen7 halamanTanur Busur Listrik Atau Electric Arc FurnacePungkyWijanarko100% (1)
- Pengujian Kekerasan Metode GoresanDokumen3 halamanPengujian Kekerasan Metode GoresanAdyBelum ada peringkat
- Aluminium Dan Paduan AluminiumDokumen7 halamanAluminium Dan Paduan AluminiumAndiWallyBelum ada peringkat
- Metalurgi Las IDokumen16 halamanMetalurgi Las Isuka baca bukuBelum ada peringkat
- Residual StressDokumen4 halamanResidual StressAlbarBelum ada peringkat
- Cacat Cacat CoranDokumen33 halamanCacat Cacat CoranMoh Fajrul TioBelum ada peringkat
- Posisi Pengelasan 1G - 4GDokumen7 halamanPosisi Pengelasan 1G - 4GMohammadReviPuteraFadhlytaBelum ada peringkat
- Peleburan ReduksiDokumen40 halamanPeleburan ReduksiIkhwan DarmabaktiBelum ada peringkat
- Teori Dan Konsep Utama Eddy Current TestDokumen8 halamanTeori Dan Konsep Utama Eddy Current TestDiki yunikaBelum ada peringkat
- Makalah Solid State WeldingDokumen24 halamanMakalah Solid State WeldingSeptian Setia GunansyahBelum ada peringkat
- Tugas PAP Material Selection (Rangkuman Untuk Mahasiswa)Dokumen6 halamanTugas PAP Material Selection (Rangkuman Untuk Mahasiswa)Mega PuspitasariBelum ada peringkat
- Pengantar Geologi Dan Mekanika Tanah 1Dokumen23 halamanPengantar Geologi Dan Mekanika Tanah 1Akbar Purnama AjiBelum ada peringkat
- Aspek-Aspek Dalam Mendesain Tanki Timbun (Storage Tank)Dokumen8 halamanAspek-Aspek Dalam Mendesain Tanki Timbun (Storage Tank)Agung RiyantoBelum ada peringkat
- TUGAS 09 - Weld HSLADokumen8 halamanTUGAS 09 - Weld HSLAgerardmarthin13Belum ada peringkat
- Tugas Welding 10 11Dokumen13 halamanTugas Welding 10 11Dewi Lestari Natalia Marpaung100% (2)
- Bab II Perancangan Pola Dan Sistem Saluran TuangDokumen12 halamanBab II Perancangan Pola Dan Sistem Saluran TuangOni RamdaniBelum ada peringkat
- Cacat Coran Dan PencegahannyaDokumen0 halamanCacat Coran Dan PencegahannyaFaiz de PorrasBelum ada peringkat
- Tugas 03 1306368085Dokumen2 halamanTugas 03 1306368085Johanes James100% (3)
- Tugas 08Dokumen10 halamanTugas 08Anatasya Novritas PutriBelum ada peringkat
- MetalografiDokumen18 halamanMetalografiFahmi MaulanaBelum ada peringkat
- Material Teknik 08 THDokumen8 halamanMaterial Teknik 08 THMuhammad FaizalBelum ada peringkat
- Strain Hardening (Pengerasan Regangan) Adalah Penguatan Logam Untuk Deformasi PlastikDokumen5 halamanStrain Hardening (Pengerasan Regangan) Adalah Penguatan Logam Untuk Deformasi PlastikRifky Ahmad ArdianBelum ada peringkat
- Tugas 11-1106017793Dokumen12 halamanTugas 11-1106017793nurfitriramadhaniBelum ada peringkat
- Pengertian LasDokumen21 halamanPengertian LasAliefe Ras BraddaBelum ada peringkat
- Penge Las AnDokumen25 halamanPenge Las AnYazid AzheemaruBelum ada peringkat
- Las AsetilinDokumen26 halamanLas AsetilinabdullahBelum ada peringkat
- Las AsetilinDokumen26 halamanLas AsetilinpurnaBelum ada peringkat
- Kelompok 3 Las AcetylheneDokumen26 halamanKelompok 3 Las Acetylhenerusdi febriyantoBelum ada peringkat
- Laporan Praktikum Las GasDokumen17 halamanLaporan Praktikum Las GasAngel Moela100% (1)
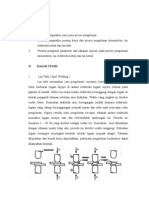
- I. Tujuan: Waktu Tekan. Kemudian Dialirkan Arus Bertegangan Rendah Diantara ElektrodaDokumen14 halamanI. Tujuan: Waktu Tekan. Kemudian Dialirkan Arus Bertegangan Rendah Diantara Elektrodaindera_inderaBelum ada peringkat
- Isilaporan 1Dokumen21 halamanIsilaporan 1Hariyadi Ari AdiBelum ada peringkat
- Uji Tarik Panas BajaDokumen6 halamanUji Tarik Panas BajaAnonymous 2G5nHByUJBelum ada peringkat
- Buku SMK Teknik MesinDokumen527 halamanBuku SMK Teknik MesinFaisal Syukrillah100% (6)
- Proses Las Gas MetalDokumen63 halamanProses Las Gas Metalikhwan ajjaBelum ada peringkat
- Paku KelingDokumen3 halamanPaku Kelingikhwan ajjaBelum ada peringkat
- Ketahanan EkonomiDokumen12 halamanKetahanan Ekonomiikhwan ajjaBelum ada peringkat
- Paku KelingDokumen29 halamanPaku Kelingikhwan ajja100% (1)
- Tugas OlDokumen2 halamanTugas Olikhwan ajjaBelum ada peringkat
- Peraturan IpsiDokumen42 halamanPeraturan IpsiRudy Firmansyah100% (1)