Anda mungkin juga menyukai
- Dampak Industri 4.0Dokumen24 halamanDampak Industri 4.0Putri KarinaBelum ada peringkat
- Pengembangan SIM MetodologiDokumen15 halamanPengembangan SIM MetodologiErick AlbertBelum ada peringkat
- Analisis Regresi dan Penyelesaian Auto KorelasiDokumen2 halamanAnalisis Regresi dan Penyelesaian Auto Korelasiyoudistira IlhamBelum ada peringkat
- Tugas 3 Mata Kuliah Pengantar Ekonomi MikroDokumen4 halamanTugas 3 Mata Kuliah Pengantar Ekonomi MikroHendra Jaya Dwi SaputraBelum ada peringkat
- Tugas 3 - Pengantar Ekonomi MikroDokumen7 halamanTugas 3 - Pengantar Ekonomi MikroRayhan AhmadBelum ada peringkat
- METODE SEBAB AKIBAT DAN PDSADokumen24 halamanMETODE SEBAB AKIBAT DAN PDSAHidayahBelum ada peringkat
- Tugas 1 OrganisasiDokumen2 halamanTugas 1 OrganisasiAKN KRYBelum ada peringkat
- Tugas 1 Manajemen Operasi JasaDokumen2 halamanTugas 1 Manajemen Operasi JasaThoriq CholiliBelum ada peringkat
- Diskusi 7 Manajemen OperasiDokumen2 halamanDiskusi 7 Manajemen OperasifauziBelum ada peringkat
- Stres Akibat Kerja Pada KaryawanDokumen12 halamanStres Akibat Kerja Pada KaryawanHariz FauzianBelum ada peringkat
- Tugas 2 Riset Operasi EKMA4413Dokumen6 halamanTugas 2 Riset Operasi EKMA4413Nurdin AnwarBelum ada peringkat
- Konflik Dan NegosiasiDokumen38 halamanKonflik Dan NegosiasiroyrobertoBelum ada peringkat
- UU PERLINDUNGAN KONSUMENDokumen6 halamanUU PERLINDUNGAN KONSUMENAdam MalikBelum ada peringkat
- Diskusi 4 - Se 2Dokumen6 halamanDiskusi 4 - Se 2Monica FebrianaBelum ada peringkat
- Diskusi 4Dokumen5 halamanDiskusi 4Azizah Rohadatul AisyBelum ada peringkat
- LINGKUNGAN DAN STRUKTURDokumen4 halamanLINGKUNGAN DAN STRUKTURyufaniBelum ada peringkat
- Teori KonstruksiDokumen2 halamanTeori Konstruksiwisnu yudantoBelum ada peringkat
- Akutansi Biaya Diskusi 5Dokumen5 halamanAkutansi Biaya Diskusi 5rahimuddin wattimenaBelum ada peringkat
- Sistem Keuangan dan PerbankanDokumen15 halamanSistem Keuangan dan PerbankanArie NovrizaBelum ada peringkat
- Contoh Tugas Bab 4Dokumen3 halamanContoh Tugas Bab 4Ynandar NandarBelum ada peringkat
- Riset Operasi dan Data KuantitatifDokumen1 halamanRiset Operasi dan Data KuantitatifNafa NingrumBelum ada peringkat
- Sub Budaya, Kelompok Sosial, Kelompok Rujukan & KeluargaDokumen6 halamanSub Budaya, Kelompok Sosial, Kelompok Rujukan & KeluargaFaisal ThahirBelum ada peringkat
- TUGAS 1 - Ekonomi Moneter - ESPA4227Dokumen4 halamanTUGAS 1 - Ekonomi Moneter - ESPA4227Asdyliana ajaBelum ada peringkat
- Diskusi 2 Perilaku OrganisasiDokumen4 halamanDiskusi 2 Perilaku OrganisasiRiki HikmanBelum ada peringkat
- Diskusi 1 Pengantar Ekonomi Mikro (ESPA4111)Dokumen3 halamanDiskusi 1 Pengantar Ekonomi Mikro (ESPA4111)Azizah Rohadatul AisyBelum ada peringkat
- Manajemen e Business Pada PT Kereta API IndonesiaDokumen21 halamanManajemen e Business Pada PT Kereta API IndonesiaSarah HasanBelum ada peringkat
- Diskusi 4 Statistik EkonomiDokumen1 halamanDiskusi 4 Statistik EkonomiMuh. Nur Khaerul100% (1)
- MODERN PENDEKATANDokumen5 halamanMODERN PENDEKATANBASUNIBelum ada peringkat
- MSDM 4Dokumen38 halamanMSDM 4siti rahimah widyatyBelum ada peringkat
- Tugas 3 Riset OperasiDokumen4 halamanTugas 3 Riset OperasiArik PinkBelum ada peringkat
- Tugas 1 OrganisasiDokumen7 halamanTugas 1 OrganisasiNurul SitiBelum ada peringkat
- Produksi Panen Jambu Statistik DeskriptifDokumen2 halamanProduksi Panen Jambu Statistik DeskriptifSusendan AsepBelum ada peringkat
- Tugas 2 Manajemen SDMDokumen2 halamanTugas 2 Manajemen SDMRena SekarBelum ada peringkat
- Tugas Tutorial Ke-3 PDFDokumen5 halamanTugas Tutorial Ke-3 PDFRaini RosaidiBelum ada peringkat
- Tugas 2 Komunikasi Bisnis (EKMA4159)Dokumen9 halamanTugas 2 Komunikasi Bisnis (EKMA4159)Azizah Rohadatul AisyBelum ada peringkat
- Ekonomi Mikro ESPA4111Dokumen3 halamanEkonomi Mikro ESPA4111syahlianurfauziyah01 nur100% (1)
- Manfaat Model Persediaan DependenDokumen5 halamanManfaat Model Persediaan DependenAde TrilaksonoBelum ada peringkat
- Tugas 3 Sesi 7 OrganisasiDokumen6 halamanTugas 3 Sesi 7 OrganisasiRamdhani IlyasBelum ada peringkat
- Tugas1 EKMA4414 YPS 041758221Dokumen3 halamanTugas1 EKMA4414 YPS 041758221Bartolomelus AlqadiriBelum ada peringkat
- Hubungan Perburuhan vs IndustrialDokumen2 halamanHubungan Perburuhan vs IndustrialYunisa SasyaaBelum ada peringkat
- Ekonomi MoneterDokumen7 halamanEkonomi Moneterkdkayu sepianidwBelum ada peringkat
- TEORI EKONOMI MONETERDokumen6 halamanTEORI EKONOMI MONETERSaifudin TofaBelum ada peringkat
- Tugas 3 Akuntansi Biaya - PutraDokumen3 halamanTugas 3 Akuntansi Biaya - PutraPutraa BindaBelum ada peringkat
- Jawaban Diskusi 2 Statistika EkonomiDokumen2 halamanJawaban Diskusi 2 Statistika EkonomiMuh. Nur KhaerulBelum ada peringkat
- MSDM Strategi dan Analisis JabatanDokumen4 halamanMSDM Strategi dan Analisis JabatanIman SanjayaBelum ada peringkat
- Manfaat biaya kualitas bagi perusahaanDokumen4 halamanManfaat biaya kualitas bagi perusahaanyudha laksanaBelum ada peringkat
- Diskusi ManajemenDokumen20 halamanDiskusi Manajemenade evaBelum ada peringkat
- Lokasi Bisnis JasaDokumen2 halamanLokasi Bisnis Jasadavid leiBelum ada peringkat
- Komunikasi BisnisDokumen12 halamanKomunikasi BisnisTri WahyuniBelum ada peringkat
- LEMBAGA PEMBIAYAAN DI SEKITARDokumen3 halamanLEMBAGA PEMBIAYAAN DI SEKITARyenisapriyanti 57Belum ada peringkat
- AUDIT SDMDokumen4 halamanAUDIT SDMAnnie Cahayani DewiBelum ada peringkat
- Diskusi 1 OrganisasiDokumen2 halamanDiskusi 1 Organisasiuhuy asBelum ada peringkat
- TUGAS EKONOMI MONETERDokumen5 halamanTUGAS EKONOMI MONETERNisaBelum ada peringkat
- KONSUMEN LEMMAHDokumen5 halamanKONSUMEN LEMMAHgun100% (1)
- KEGIATAN EKSPOR Dan IMPORDokumen9 halamanKEGIATAN EKSPOR Dan IMPORReno ProBelum ada peringkat
- MSDM_TUGAS1Dokumen5 halamanMSDM_TUGAS1SyarifudinBelum ada peringkat
- Diskusi 5 Perilaku OrganisasiDokumen2 halamanDiskusi 5 Perilaku OrganisasideviBelum ada peringkat
- STATISTIKADokumen2 halamanSTATISTIKAAbidin Al FariziBelum ada peringkat
- Manajemen (Fishbone) SMT ViDokumen11 halamanManajemen (Fishbone) SMT ViyuniBelum ada peringkat
- Fishbone Diagrams MakalahDokumen14 halamanFishbone Diagrams MakalahtienzuBelum ada peringkat
- MRivaldoH 6KIB MnjmnIndustri LODLOQDokumen3 halamanMRivaldoH 6KIB MnjmnIndustri LODLOQRivaldo HanitamaBelum ada peringkat
- MRivaldoH 6KIB MnjmnIndustri SeleksidataDokumen13 halamanMRivaldoH 6KIB MnjmnIndustri SeleksidataRivaldo HanitamaBelum ada peringkat
- Febrina Yolanda - 061830500338 - MYOBDokumen15 halamanFebrina Yolanda - 061830500338 - MYOBRivaldo HanitamaBelum ada peringkat
- MRivaldoH 6KIB PPPB Bab5Dokumen1 halamanMRivaldoH 6KIB PPPB Bab5Rivaldo HanitamaBelum ada peringkat
- MRivaldoH - 6KIB - Utilitas - Minggu Ke-9Dokumen4 halamanMRivaldoH - 6KIB - Utilitas - Minggu Ke-9Rivaldo HanitamaBelum ada peringkat
- Ratb 2 33Dokumen137 halamanRatb 2 33mega0% (1)
- MRivaldoH Kel2 7KIB KompProsesDokumen9 halamanMRivaldoH Kel2 7KIB KompProsesRivaldo HanitamaBelum ada peringkat
- MRivaldoH 6KIB EtikaProfesi PenampilanDokumen6 halamanMRivaldoH 6KIB EtikaProfesi PenampilanRivaldo HanitamaBelum ada peringkat
- Febrina Yolanda - SIA - 338Dokumen3 halamanFebrina Yolanda - SIA - 338Rivaldo HanitamaBelum ada peringkat
- Febrina Yolanda - 061830500338 - 4AB - UTS PENGAUDITAN 1-DikonversiDokumen3 halamanFebrina Yolanda - 061830500338 - 4AB - UTS PENGAUDITAN 1-DikonversiRivaldo HanitamaBelum ada peringkat
- Salsabilafrana 061830500347 4ab2020Dokumen7 halamanSalsabilafrana 061830500347 4ab2020Rivaldo HanitamaBelum ada peringkat
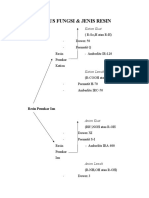
- Gugus Fungsi Resin Dan ProsedurDokumen5 halamanGugus Fungsi Resin Dan ProsedurRivaldo HanitamaBelum ada peringkat
- MYOB Praktikum UTSDokumen7 halamanMYOB Praktikum UTSRivaldo HanitamaBelum ada peringkat
- Febrinayolanda 061830500338 4ab2020Dokumen8 halamanFebrinayolanda 061830500338 4ab2020Rivaldo HanitamaBelum ada peringkat
- Produksi Bersih Rekayasa Hijau (Muhammad Rivaldo Hanitama)Dokumen6 halamanProduksi Bersih Rekayasa Hijau (Muhammad Rivaldo Hanitama)Rivaldo HanitamaBelum ada peringkat
- Bahan Materi Produksi BersihDokumen11 halamanBahan Materi Produksi BersihRivaldo HanitamaBelum ada peringkat
- ALKANA DAN SENYAWA KARBON LAINNYADokumen25 halamanALKANA DAN SENYAWA KARBON LAINNYArissaBelum ada peringkat
- MRivaldoH 6KIB PPPB UTSDokumen3 halamanMRivaldoH 6KIB PPPB UTSRivaldo HanitamaBelum ada peringkat
- MRivaldoH - 6KIB - Proposal TA LengkapDokumen28 halamanMRivaldoH - 6KIB - Proposal TA LengkapRivaldo HanitamaBelum ada peringkat
- MRivaldoH 6KIB Prak - MigasBatubara RK2Kel1Dokumen6 halamanMRivaldoH 6KIB Prak - MigasBatubara RK2Kel1Rivaldo HanitamaBelum ada peringkat
- Praktikum Teknologi Migas Dan Batubara 6KIB Muhammad Rivaldo HanitamaDokumen2 halamanPraktikum Teknologi Migas Dan Batubara 6KIB Muhammad Rivaldo HanitamaRivaldo HanitamaBelum ada peringkat
- Produksi Bersih Rekayasa Hijau (Muhammad Rivaldo Hanitama)Dokumen6 halamanProduksi Bersih Rekayasa Hijau (Muhammad Rivaldo Hanitama)Rivaldo HanitamaBelum ada peringkat
- Alkana ParafinDokumen25 halamanAlkana ParafinRivaldo HanitamaBelum ada peringkat
- Febrina Yolanda - 061830500338 - MYOBDokumen15 halamanFebrina Yolanda - 061830500338 - MYOBRivaldo HanitamaBelum ada peringkat
- MRivaldoH 6KIB MnjmnIndustri UTSDokumen3 halamanMRivaldoH 6KIB MnjmnIndustri UTSRivaldo HanitamaBelum ada peringkat
- Febrina Yolanda - 061830500338 - MYOBDokumen15 halamanFebrina Yolanda - 061830500338 - MYOBRivaldo HanitamaBelum ada peringkat
- MRivaldoH 6KIB EtikaProfesi UTSDokumen2 halamanMRivaldoH 6KIB EtikaProfesi UTSRivaldo HanitamaBelum ada peringkat
- MRivaldoH 6KIB PrakMigas&Batubara Fs - Kstmbgn2Dokumen6 halamanMRivaldoH 6KIB PrakMigas&Batubara Fs - Kstmbgn2Rivaldo HanitamaBelum ada peringkat
- MRivaldoH 6KIB ProduksiBersih Bab6Dokumen7 halamanMRivaldoH 6KIB ProduksiBersih Bab6Rivaldo HanitamaBelum ada peringkat
- Febrinayolanda 061830500338 4ab2020Dokumen8 halamanFebrinayolanda 061830500338 4ab2020Rivaldo HanitamaBelum ada peringkat