Anda mungkin juga menyukai
- SOP Pengelasan PDFDokumen7 halamanSOP Pengelasan PDFtobeeprass60% (10)
- Sop PengelasanDokumen8 halamanSop PengelasanROI YANTO GULTOMBelum ada peringkat
- SAFETYGUIDEDokumen55 halamanSAFETYGUIDEsarochimBelum ada peringkat
- SOP PengelasanDokumen6 halamanSOP PengelasanArdi Tri Laksono100% (3)
- K3LDokumen60 halamanK3Ljoko soegiharto100% (1)
- Modul Ajar SMAW 23Dokumen29 halamanModul Ajar SMAW 23gabriel tonceBelum ada peringkat
- Modul Ajar SMAW 23Dokumen29 halamanModul Ajar SMAW 23gabriel tonceBelum ada peringkat
- PENYEBAB DAN PENANGANAN KECELAKAAN KERJADokumen7 halamanPENYEBAB DAN PENANGANAN KECELAKAAN KERJAmerilanauyeBelum ada peringkat
- LKPD Smaw 23Dokumen24 halamanLKPD Smaw 23gabriel tonceBelum ada peringkat
- Bahan Ajar K3LH Teknik Pengelasan Dan Fabrikasi LogamDokumen5 halamanBahan Ajar K3LH Teknik Pengelasan Dan Fabrikasi Logamhendar susanto100% (1)
- BB 4 - Bahaya Di Tempat KerjaDokumen9 halamanBB 4 - Bahaya Di Tempat KerjaFahmyBelum ada peringkat
- KESELAMATAN LASDokumen8 halamanKESELAMATAN LASWahyu DonixBelum ada peringkat
- Presentasi K3 PengelasanDokumen20 halamanPresentasi K3 PengelasanEmildha Kristyantie100% (1)
- Las Busur DasarDokumen59 halamanLas Busur Dasaradi nurdiansyahBelum ada peringkat
- k3 SmawDokumen33 halamank3 SmawRefly DariseBelum ada peringkat
- KUNJUNGAN INDUSTRI LAPORANDokumen6 halamanKUNJUNGAN INDUSTRI LAPORANEnda GomezBelum ada peringkat
- Peralatan Las Listrik Lengkap Beserta FungsinyaDokumen3 halamanPeralatan Las Listrik Lengkap Beserta FungsinyaHendra KelanaBelum ada peringkat
- KESELAMATAN KERJA DI BENGKELDokumen33 halamanKESELAMATAN KERJA DI BENGKELSilfiChorillahPutriBelum ada peringkat
- KEGIATAN KULIAH 2. Keselamatan Kerja Pada Teknik Fabrikasi OkDokumen33 halamanKEGIATAN KULIAH 2. Keselamatan Kerja Pada Teknik Fabrikasi OkSilfiChorillahPutri33% (3)
- Buku ElektromekanikDokumen86 halamanBuku ElektromekanikAnjas WibisanaBelum ada peringkat
- K3 PengelasanDokumen30 halamanK3 PengelasanToni OkviyantoBelum ada peringkat
- Teknologi Pengelasan Logam 1Dokumen11 halamanTeknologi Pengelasan Logam 1nafizBelum ada peringkat
- PPT TEMPLATESDokumen20 halamanPPT TEMPLATESoza ozilBelum ada peringkat
- K3 SmawDokumen26 halamanK3 SmawwidiajnnBelum ada peringkat
- TEKNIK PENGELASANDokumen25 halamanTEKNIK PENGELASANTogik HidayatBelum ada peringkat
- Keselamatan di WorkshopDokumen11 halamanKeselamatan di Workshopsajid yufiBelum ada peringkat
- AmarDokumen15 halamanAmarRifqi RBelum ada peringkat
- SopDokumen42 halamanSopurat natoguBelum ada peringkat
- Fabrikasi - Tugas 02Dokumen13 halamanFabrikasi - Tugas 02Nabila Annisa NurhadiBelum ada peringkat
- Modul LAS MIG-MAG 1Dokumen12 halamanModul LAS MIG-MAG 1EXAUDIBelum ada peringkat
- k3 Identifikasi Mesin LasDokumen10 halamank3 Identifikasi Mesin LasPutriVickyHapsariBelum ada peringkat
- Modul LBM DasarDokumen41 halamanModul LBM DasarWildan MujaddidBelum ada peringkat
- Modul Shielded Metal Arc Welding (SMAW)Dokumen41 halamanModul Shielded Metal Arc Welding (SMAW)Bg KitongBelum ada peringkat
- UntitledDokumen5 halamanUntitledTb IndomieBelum ada peringkat
- Unit 4-5Dokumen35 halamanUnit 4-5FAIZUL SYAHMEE BIN AIZAM UMVBelum ada peringkat
- Materi Pengelasan PPTDokumen18 halamanMateri Pengelasan PPTjokerBelum ada peringkat
- Modul Nomor 13 (Pengenalan Alat Pelindung Diri Dan Keselamatan Kerja Di Bengkel Las)Dokumen7 halamanModul Nomor 13 (Pengenalan Alat Pelindung Diri Dan Keselamatan Kerja Di Bengkel Las)Karindra AlifBelum ada peringkat
- Ujian Tengah Semester K3Dokumen8 halamanUjian Tengah Semester K3Rusdi HutabaratBelum ada peringkat
- SCATDokumen10 halamanSCATEbetz ArtBelum ada peringkat
- K3LL Bengkel LasDokumen38 halamanK3LL Bengkel LasmycatsumbulBelum ada peringkat
- Modul Pengelasan - Las ListrikDokumen28 halamanModul Pengelasan - Las ListrikalfiBelum ada peringkat
- Manajemen Resiko di LaboratoriumDokumen34 halamanManajemen Resiko di LaboratoriumFajar DwiBelum ada peringkat
- Laporan Bengkel Penerangan in PlasterDokumen61 halamanLaporan Bengkel Penerangan in Plasterariski widiyaBelum ada peringkat
- Abdul Rahmanto (Tugas 5 k3 Dan Hukum Ketenagakerjaan) 123Dokumen7 halamanAbdul Rahmanto (Tugas 5 k3 Dan Hukum Ketenagakerjaan) 123Abdul rahmantoBelum ada peringkat
- Tugas JuliusDokumen7 halamanTugas JuliusCatur EriyantoBelum ada peringkat
- K3Dokumen20 halamanK3Gun Gun GunawanBelum ada peringkat
- TUGAS k3 Management Resiko Hadiyul LasDokumen8 halamanTUGAS k3 Management Resiko Hadiyul LasAde RilnandaBelum ada peringkat
- Materi K3Dokumen13 halamanMateri K3Taufiqurrahman MczBelum ada peringkat
- K3 PROYEKDokumen16 halamanK3 PROYEKSEKOLAHBelum ada peringkat
- KJ Dasar-Dasar Teknik Jaringan Komputer Dan Telekomunikasi Vol 1Dokumen46 halamanKJ Dasar-Dasar Teknik Jaringan Komputer Dan Telekomunikasi Vol 1rangga FathirBelum ada peringkat
- SMKKDokumen10 halamanSMKKdimas handikaBelum ada peringkat
- Working Procedure Maintenance PortacampDokumen11 halamanWorking Procedure Maintenance PortacampEthos SeptiansyahBelum ada peringkat
- Keselamatan Kerja Di Bidang Pengecoran BaruDokumen10 halamanKeselamatan Kerja Di Bidang Pengecoran BaruErnapandanarang VettiyBelum ada peringkat
- Presentasi K3 KelistrikanDokumen25 halamanPresentasi K3 KelistrikanDuren ManisBelum ada peringkat
- K3 BENGKEL LASDokumen6 halamanK3 BENGKEL LASRahayuDewantyyBelum ada peringkat
- Soal K3Dokumen3 halamanSoal K3Diomen SyahputraBelum ada peringkat
- 14.DKK.05.2 Melaksanakan Keselamatan Dan Kesehatan Kerja (K3) (Bahan Ajar)Dokumen17 halaman14.DKK.05.2 Melaksanakan Keselamatan Dan Kesehatan Kerja (K3) (Bahan Ajar)Hoiri Efendi100% (1)
- Modul - PDTM - KD.3.1Dokumen16 halamanModul - PDTM - KD.3.1Indri ChristinBelum ada peringkat
- Tugas Untuk SeninDokumen14 halamanTugas Untuk SeninzidanjungkokBelum ada peringkat
- Konsep Reaksi RedoksDokumen9 halamanKonsep Reaksi Redoksgabriel tonceBelum ada peringkat
- Lembar Aktivitas Peserta Didik (C3 03 PLSM) : Lampu Depan (Head Light)Dokumen6 halamanLembar Aktivitas Peserta Didik (C3 03 PLSM) : Lampu Depan (Head Light)gabriel tonceBelum ada peringkat
- Summary Gabriel Nong Tonce PDFDokumen12 halamanSummary Gabriel Nong Tonce PDFgabriel tonceBelum ada peringkat
- UntitledDokumen2 halamanUntitledgabriel tonceBelum ada peringkat
- UntitledDokumen17 halamanUntitledgabriel tonceBelum ada peringkat
- Summary Gabriel Nong Tonce PDFDokumen12 halamanSummary Gabriel Nong Tonce PDFgabriel tonceBelum ada peringkat
- RPP PKSM XII TBSMDokumen1 halamanRPP PKSM XII TBSMgabriel tonceBelum ada peringkat
- SMK1 Sambi GambarTeknik RPP Huruf Angka EtiketDokumen5 halamanSMK1 Sambi GambarTeknik RPP Huruf Angka Etiketgabriel tonceBelum ada peringkat
- Data Diri Siharka PDFDokumen1 halamanData Diri Siharka PDFgabriel tonceBelum ada peringkat
- KISI GTO 22 Ok 12Dokumen24 halamanKISI GTO 22 Ok 12gabriel tonceBelum ada peringkat
- RPP Dasar Kompetensi Teknik Otomotif PDFDokumen5 halamanRPP Dasar Kompetensi Teknik Otomotif PDFgabriel tonceBelum ada peringkat
- 02 RPP GambarDokumen3 halaman02 RPP GambarADHIEN WAHYUBelum ada peringkat
- 312menganalisis Gangguan System Starter PDFDokumen11 halaman312menganalisis Gangguan System Starter PDFgabriel tonceBelum ada peringkat
- 192181-1673368106 Smaw1g 1f PDFDokumen6 halaman192181-1673368106 Smaw1g 1f PDFgabriel tonceBelum ada peringkat
- 764735-1674608755 RPP Smaw Luring PDFDokumen39 halaman764735-1674608755 RPP Smaw Luring PDFgabriel tonceBelum ada peringkat
- RPP PKSM SMKDokumen1 halamanRPP PKSM SMKgabriel tonceBelum ada peringkat
- 5b Job Sheet Praktek SmawDokumen35 halaman5b Job Sheet Praktek SmawJuju ManullangBelum ada peringkat
- Xi TL 1Dokumen6 halamanXi TL 1gabriel tonceBelum ada peringkat
- SOAL GTO 2023 GENAP Pas PA TONCE OkDokumen6 halamanSOAL GTO 2023 GENAP Pas PA TONCE Okgabriel tonceBelum ada peringkat
- Teknik Pengelasan Busur Manual Smaw Posisi 1f PDFDokumen18 halamanTeknik Pengelasan Busur Manual Smaw Posisi 1f PDFgabriel tonceBelum ada peringkat
- XI TL2 SMAW Nilai 2022 Pa Tonce PDFDokumen6 halamanXI TL2 SMAW Nilai 2022 Pa Tonce PDFgabriel tonceBelum ada peringkat
- Lampiran Kos (Atp, CP, TP) Smaw 23Dokumen16 halamanLampiran Kos (Atp, CP, TP) Smaw 23gabriel tonceBelum ada peringkat
- Lampiran Kos (Atp, CP, TP) Smaw 23 PDFDokumen17 halamanLampiran Kos (Atp, CP, TP) Smaw 23 PDFgabriel tonceBelum ada peringkat
- XI TL1 SMAW Nilai 2022 Pa Tonce PDFDokumen6 halamanXI TL1 SMAW Nilai 2022 Pa Tonce PDFgabriel tonceBelum ada peringkat
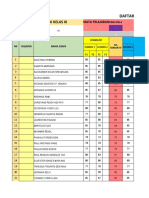
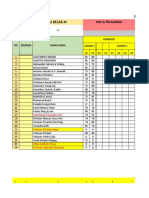
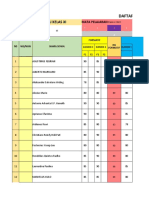
- DAFTAR NILAIDokumen8 halamanDAFTAR NILAIgabriel tonceBelum ada peringkat