Anda mungkin juga menyukai
- Soal Uji Tulis Har 019,022,023 Level 2 FinalDokumen6 halamanSoal Uji Tulis Har 019,022,023 Level 2 FinalazharBelum ada peringkat
- NDT Ultrasonic KalibrasiDokumen54 halamanNDT Ultrasonic KalibrasiPanji Primansah80% (5)
- INSTRUCTION MANUAL Sanwa cx506 PDFDokumen6 halamanINSTRUCTION MANUAL Sanwa cx506 PDFLudfian Warwerkodokmeletracingteam100% (1)
- Laporan Praktikum Rangkaian Listrik by Dayyan HanifDokumen30 halamanLaporan Praktikum Rangkaian Listrik by Dayyan HanifDayyan HanifBelum ada peringkat
- Pak Wing Laporan Uji Sondir CPTDokumen18 halamanPak Wing Laporan Uji Sondir CPTImam NurrosiedBelum ada peringkat
- Ilmu Ukur TanahDokumen16 halamanIlmu Ukur TanahWiena MurdianasariBelum ada peringkat
- Penata Ruang 5Dokumen16 halamanPenata Ruang 5KorozBelum ada peringkat
- Ut DacDokumen9 halamanUt Dacdesta100% (1)
- AWSDokumen8 halamanAWSSyahnyoto SupriyadiBelum ada peringkat
- Bahan Persentasi Ut PPDokumen23 halamanBahan Persentasi Ut PPAsep WahyuBelum ada peringkat
- Uts GenapDokumen7 halamanUts GenapIndrawan FardiansahBelum ada peringkat
- Bahan Persentasi SpesificDokumen22 halamanBahan Persentasi SpesificAsep WahyuBelum ada peringkat
- Rangkuman UTDokumen14 halamanRangkuman UTAsep WahyuBelum ada peringkat
- Elfian Aldi K XI Tav 1 12 Tugas PREDokumen6 halamanElfian Aldi K XI Tav 1 12 Tugas PRE12. Elfian Aldi KurniawanBelum ada peringkat
- OsiloskopDokumen3 halamanOsiloskopI Ketut SuenaBelum ada peringkat
- Job Sheet Alat Ukur ElektronikDokumen3 halamanJob Sheet Alat Ukur Elektroniktohirotul imamBelum ada peringkat
- Quiz Uas ELDASDokumen28 halamanQuiz Uas ELDASAgungRiyadiBelum ada peringkat
- Percobaan 2Dokumen7 halamanPercobaan 2Alip MahmudBelum ada peringkat
- Jobsheet P3avDokumen8 halamanJobsheet P3avVitoRiskiBelum ada peringkat
- Jobsheet 06 - Penglis - Pengukuran Daya AC 1 FasaDokumen7 halamanJobsheet 06 - Penglis - Pengukuran Daya AC 1 FasaDede RamdhaniBelum ada peringkat
- AMALIDokumen13 halamanAMALIAzrie Arabi100% (1)
- Pengujian DR SiemenDokumen15 halamanPengujian DR SiemenTinon Sari BarkahBelum ada peringkat
- OsioloskopDokumen16 halamanOsioloskopBangun IstiartoBelum ada peringkat
- MODUL 1 - Muhammad Avicenna NaradipaDokumen17 halamanMODUL 1 - Muhammad Avicenna NaradipaMuhammad Avicenna Naradipa100% (1)
- Jobsheet 6Dokumen21 halamanJobsheet 6Amanda Jati AyuBelum ada peringkat
- Laporan Praktikum Elek 1Dokumen8 halamanLaporan Praktikum Elek 1LiaBelum ada peringkat
- Isokinetic Method 17 SOP - BahasaDokumen19 halamanIsokinetic Method 17 SOP - BahasaPaikama GuciBelum ada peringkat
- Prosedur Operasi (Rev.4)Dokumen28 halamanProsedur Operasi (Rev.4)Eko Wahyu HidayatBelum ada peringkat
- Modul 1Dokumen21 halamanModul 1Agam Aidil FahmiBelum ada peringkat
- LAPORAN AsliDokumen16 halamanLAPORAN AsliAhmad Adiibul UmaamBelum ada peringkat
- Laporan Praktikum Elektronika 2Dokumen23 halamanLaporan Praktikum Elektronika 2Hamdan PrakosoBelum ada peringkat
- Cek List Baja WiraDokumen5 halamanCek List Baja Wiracandrasa wira kusumaBelum ada peringkat
- Instruction Manual Sanwa Cx506Dokumen6 halamanInstruction Manual Sanwa Cx506Ludfian WarwerkodokmeletracingteamBelum ada peringkat
- Bab I - Osiloskop & Generator SinyalDokumen6 halamanBab I - Osiloskop & Generator SinyalztztztztBelum ada peringkat
- Soal Try Out 3 Paket D...Dokumen9 halamanSoal Try Out 3 Paket D...Fendik Eko PurnomoBelum ada peringkat
- Hukum Pemantulan BunyiDokumen7 halamanHukum Pemantulan BunyiEdi Yastika PutuBelum ada peringkat
- Soal Pdto Pas Ganjil 20 21Dokumen4 halamanSoal Pdto Pas Ganjil 20 21muhdiBelum ada peringkat
- Slotted LineDokumen5 halamanSlotted LineAzizah WismaBelum ada peringkat
- Lembar Kerja 3 Habib Prisma NDokumen6 halamanLembar Kerja 3 Habib Prisma NHABIB PRISMA NUGRAHABelum ada peringkat
- Focal Spot Size Test JadiDokumen4 halamanFocal Spot Size Test JadiemaBelum ada peringkat
- PENDAHULUAN Ekspos TimeDokumen5 halamanPENDAHULUAN Ekspos TimePramu AmanahBelum ada peringkat
- Bab IV Isi (Fany)Dokumen11 halamanBab IV Isi (Fany)DemsBelum ada peringkat
- Praktikum 3 Osiloskop 1Dokumen8 halamanPraktikum 3 Osiloskop 1arvinabdillahBelum ada peringkat
- Osiloskop 3Dokumen7 halamanOsiloskop 3Fajar Pematang PanjangBelum ada peringkat
- DokumenDokumen2 halamanDokumenalvianBelum ada peringkat
- Kelompok 2 - Osiloskop 1Dokumen10 halamanKelompok 2 - Osiloskop 1ElsaLolitaAnggrainiIIBelum ada peringkat
- Pendahuluan Ekspos TimeDokumen5 halamanPendahuluan Ekspos TimePramu AmanahBelum ada peringkat
- Eksgon BuktiRegistUK PolymobiDokumen2 halamanEksgon BuktiRegistUK Polymobibethesda serukamBelum ada peringkat
- Osiloskop Dan GeneratorDokumen56 halamanOsiloskop Dan GeneratorNalendraPratamaBelum ada peringkat
- Beda FasaDokumen8 halamanBeda FasaAndri SetiawanBelum ada peringkat
- Laporan Penggunaan CRODokumen7 halamanLaporan Penggunaan CRORifqi Nur FakhruddinBelum ada peringkat
- Instruksi Manual MultitesterDokumen9 halamanInstruksi Manual MultitesterGusti Hari MuktiBelum ada peringkat
- Bab IvDokumen15 halamanBab IvI am a GirlBelum ada peringkat
- 03 Percobaan OsiloskopDokumen10 halaman03 Percobaan OsiloskopIgn Agus PurbhadiBelum ada peringkat
- Dasar ListrikDokumen8 halamanDasar ListrikAdip TriyantoBelum ada peringkat
- Alat Ukur Elektrik Tanpa JawabanDokumen6 halamanAlat Ukur Elektrik Tanpa JawabanmurdiBelum ada peringkat
- Ujian KKPI - 1Dokumen8 halamanUjian KKPI - 1didi AwanBelum ada peringkat
- OsiloskopDokumen13 halamanOsiloskopDorado Sb0% (1)
- Sertifikasi Ahli K3 Umum (06 - 18 Maret 2023) Offline Yogyakarta - Pupuk KujangDokumen4 halamanSertifikasi Ahli K3 Umum (06 - 18 Maret 2023) Offline Yogyakarta - Pupuk KujangAsep WahyuBelum ada peringkat
- Leaflet Refractory API 936 Preparation Training 2023Dokumen1 halamanLeaflet Refractory API 936 Preparation Training 2023Asep WahyuBelum ada peringkat
- Makalah Rev.1Dokumen49 halamanMakalah Rev.1Asep WahyuBelum ada peringkat
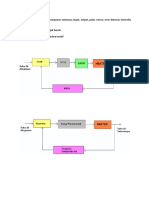
- Open Loop Close LoopDokumen2 halamanOpen Loop Close LoopAsep WahyuBelum ada peringkat