Anda mungkin juga menyukai
- Permen ESDM Nomor 18 Tahun 2018Dokumen24 halamanPermen ESDM Nomor 18 Tahun 2018messi_donaBelum ada peringkat
- API 653 INSPEKSIDokumen21 halamanAPI 653 INSPEKSIAdi SuryaBelum ada peringkat
- Prosedur Repair Coating Rev 29-03-23Dokumen13 halamanProsedur Repair Coating Rev 29-03-23Junaidin MBelum ada peringkat
- VESSEL INSPECTION GUIDEDokumen17 halamanVESSEL INSPECTION GUIDEJogi Oscar SinagaBelum ada peringkat
- Inspeksi Tubing CasingDokumen100 halamanInspeksi Tubing Casinglutfil hakimBelum ada peringkat
- Perhitungan Kawat LasDokumen2 halamanPerhitungan Kawat LaslhikbaniBelum ada peringkat
- Uji Tak Rusak Metode Penetrant TestDokumen17 halamanUji Tak Rusak Metode Penetrant TestBagusElokBelum ada peringkat
- IDENTIFIKASI PERSYARATAN HSSEDokumen44 halamanIDENTIFIKASI PERSYARATAN HSSEelvandiBelum ada peringkat
- Inspeksi Pengelasan (First Half)Dokumen398 halamanInspeksi Pengelasan (First Half)Tri MulyaknoBelum ada peringkat
- Jsa No (44) PWHTDokumen8 halamanJsa No (44) PWHTHeris SitompulBelum ada peringkat
- JALUR PIPADokumen10 halamanJALUR PIPAArsyad Ningrum100% (1)
- 300K 38 M.pe 1997 Indonesia Untuk+PIPELINEDokumen12 halaman300K 38 M.pe 1997 Indonesia Untuk+PIPELINEbonnicoBelum ada peringkat
- Sop Pengelasan Weldolet (Pakai)Dokumen4 halamanSop Pengelasan Weldolet (Pakai)ALWI KARYABelum ada peringkat
- 3 Tahapan Visual Inspection Sesuai BS en 970Dokumen2 halaman3 Tahapan Visual Inspection Sesuai BS en 970Faizal SattuBelum ada peringkat
- PWHT PIPINGDokumen7 halamanPWHT PIPINGMarz ZikoBelum ada peringkat
- Edaran Kualifikasi Prosedur Las Dan Ahli Las Ditjen MigasDokumen7 halamanEdaran Kualifikasi Prosedur Las Dan Ahli Las Ditjen MigasRizaldi Akhmad SungkawaBelum ada peringkat
- Umur PipaDokumen22 halamanUmur PipaEdwardhutaurukBelum ada peringkat
- Itp-GensetDokumen1 halamanItp-Gensetulul azmiBelum ada peringkat
- List Data Kalibrasi Alat UkurDokumen3 halamanList Data Kalibrasi Alat UkurGoratsibueayahoo.com GoratBelum ada peringkat
- Luas Permukaan Perlengkapan PipaDokumen1 halamanLuas Permukaan Perlengkapan PipaScribdTranslationsBelum ada peringkat
- SOP Hydrotest Storage Tank 2 BahasaDokumen6 halamanSOP Hydrotest Storage Tank 2 BahasaRidwan NursalamBelum ada peringkat
- Kelompok 4 - Itp Bejana TekanDokumen10 halamanKelompok 4 - Itp Bejana Tekanfajar surantoBelum ada peringkat
- Teknik Uji Liquid Penetrant pada BajaDokumen9 halamanTeknik Uji Liquid Penetrant pada BajaAryo JunBelum ada peringkat
- CUT-CONNECTDokumen7 halamanCUT-CONNECTDimas Arif ArganantaBelum ada peringkat
- Daftar Istilah Pipa GasbumiDokumen4 halamanDaftar Istilah Pipa GasbumiRatno SusenoBelum ada peringkat
- RADIOGRAFIDokumen32 halamanRADIOGRAFIAgus TommyBelum ada peringkat
- Chapter 15 Welding MetallurgyDokumen12 halamanChapter 15 Welding MetallurgyMuhammad Ibkar Yusran AsfarBelum ada peringkat
- K3 LAS INSPEKSIDokumen12 halamanK3 LAS INSPEKSIRazif Husna ImanandaBelum ada peringkat
- Tes PerawanDokumen4 halamanTes PerawanRoni EfendiBelum ada peringkat
- Quiz Pipeline DesignDokumen6 halamanQuiz Pipeline DesignjunaediBelum ada peringkat
- Tugas Tebal PipaDokumen11 halamanTugas Tebal PipaDefi Rizki MaulianiBelum ada peringkat
- Proses Pemeriksaan Disc Dan Seat Pada Safety ValveDokumen17 halamanProses Pemeriksaan Disc Dan Seat Pada Safety ValvePrasetyo Hadi0% (1)
- Kriteria Pemilihan Jalur Pipa NormalDokumen20 halamanKriteria Pemilihan Jalur Pipa Normalade faruroziBelum ada peringkat
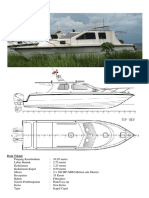
- Speed Boat Fiberglass 10 Meter 200 HPDokumen2 halamanSpeed Boat Fiberglass 10 Meter 200 HPMuhammad SaifullahBelum ada peringkat
- FRAX101 Training Ind 08082018Dokumen33 halamanFRAX101 Training Ind 08082018Rizkiawan100% (1)
- L2RA (Loading Unloading Material) - 1Dokumen4 halamanL2RA (Loading Unloading Material) - 1percfoto undanganpojokBelum ada peringkat
- OPTIMASI PENYEDERHANAAN IZIN MIGASDokumen33 halamanOPTIMASI PENYEDERHANAAN IZIN MIGASFahrul FauziBelum ada peringkat
- Silabus - Bejana TekanDokumen20 halamanSilabus - Bejana TekanWahyu HaryadiBelum ada peringkat
- Laporan Training Wi Femto NP PDFDokumen70 halamanLaporan Training Wi Femto NP PDFAgung P WibowoBelum ada peringkat
- PIPA PENYALUR INSPEKSIDokumen16 halamanPIPA PENYALUR INSPEKSIIrsyad RosyidiBelum ada peringkat
- Prosedur PCMDokumen5 halamanProsedur PCMkaryantoherlambangBelum ada peringkat
- Soal-Soal Keselamatan Kerja Dan ProsesDokumen1 halamanSoal-Soal Keselamatan Kerja Dan ProsesTriNingrumBelum ada peringkat
- TangkiDokumen12 halamanTangkiaris100% (1)
- Prosedur Penggalian TanahDokumen2 halamanProsedur Penggalian Tanahsurya adi wijayaBelum ada peringkat
- Prosedur NDT MAP GUNUNG SITOLIDokumen18 halamanProsedur NDT MAP GUNUNG SITOLIRezky Dian SunartoBelum ada peringkat
- LUKY - Analisa Keandalan Dan Prediksi Korosi Pada PipelineDokumen6 halamanLUKY - Analisa Keandalan Dan Prediksi Korosi Pada PipelinePc MahardikaBelum ada peringkat
- Material 1Dokumen20 halamanMaterial 1Ayrea Riclye Sanaes'yumealoverBelum ada peringkat
- Kompetisi Welding NasionalDokumen52 halamanKompetisi Welding NasionalNana MurdianaBelum ada peringkat
- Kebersihan Di Bengkel Kimpalan PsmzaDokumen1 halamanKebersihan Di Bengkel Kimpalan PsmzaMuhd IlyasBelum ada peringkat
- HORIZONTAL DIRECTIONAL DRILLING, AUGER BORING, GROUND ANCHOR, ENGINEERING & FABRICATIONDokumen2 halamanHORIZONTAL DIRECTIONAL DRILLING, AUGER BORING, GROUND ANCHOR, ENGINEERING & FABRICATIONErlinawati Bintu SupiyoBelum ada peringkat
- RUANGTERBATASDokumen35 halamanRUANGTERBATASGSI indonesiaBelum ada peringkat
- SP 014 HS W46 Petunjuk Kerja Pemasangan Tangki Timbun Edisi 0Dokumen6 halamanSP 014 HS W46 Petunjuk Kerja Pemasangan Tangki Timbun Edisi 0Poyok MasamBelum ada peringkat
- Platform Instalasi PentingDokumen5 halamanPlatform Instalasi PentingKhairul Umamie0% (1)
- PipaTransmisiGasGresikSemarangInspeksiCathodicProtectionDokumen1 halamanPipaTransmisiGasGresikSemarangInspeksiCathodicProtectionRenaldo akbar100% (1)
- Inspection Report 1209-31006 TamanjayaDokumen238 halamanInspection Report 1209-31006 TamanjayaES Rouza100% (1)
- Asme SoalDokumen5 halamanAsme SoalJuni OutsaidersBelum ada peringkat
- SOP Hot TappingDokumen3 halamanSOP Hot TappingrudisamosirBelum ada peringkat
- NDE-Magnetik Partikel TestDokumen2 halamanNDE-Magnetik Partikel TestCandy KendeeBelum ada peringkat
- Metode Strategi Pelaksanaan Pekerjaan Piping System BBS Rev 2Dokumen21 halamanMetode Strategi Pelaksanaan Pekerjaan Piping System BBS Rev 2Parjo MamenBelum ada peringkat
- Duet Maut Welding Performance Qualification 2019Dokumen31 halamanDuet Maut Welding Performance Qualification 2019Mohammad Zaki UsmanBelum ada peringkat
- Quiz Pipeline DesignDokumen6 halamanQuiz Pipeline DesignjunaediBelum ada peringkat
- Standar Nasional IndonesiaDokumen5 halamanStandar Nasional IndonesiaBira NuralamBelum ada peringkat
- Soal Ujian PipelineDokumen3 halamanSoal Ujian PipelinejunaediBelum ada peringkat
- Pengaruh Kondisi Elektroda Terhadap Sifat Mekanik 2Dokumen6 halamanPengaruh Kondisi Elektroda Terhadap Sifat Mekanik 2vgestantyoBelum ada peringkat
- Pipa PenyalurDokumen13 halamanPipa PenyalurjunaediBelum ada peringkat