Anda mungkin juga menyukai
- Broaching MachinesDokumen6 halamanBroaching MachinesJerry MarcoBelum ada peringkat
- OPTIMASI DRILLINGDokumen7 halamanOPTIMASI DRILLINGM Syaifuddin IhsanBelum ada peringkat
- Mesin GurdiDokumen18 halamanMesin GurdiThoif ZaraBelum ada peringkat
- Pengefraisan (Mesin Milling)Dokumen5 halamanPengefraisan (Mesin Milling)Muhammad Nidzam KarnyotoBelum ada peringkat
- Gear Manufacturing ProcessDokumen11 halamanGear Manufacturing Processganjar121Belum ada peringkat
- Proses Gurdi (Drilling)Dokumen24 halamanProses Gurdi (Drilling)Debbie AmeliaBelum ada peringkat
- Membubut KARTELDokumen6 halamanMembubut KARTELDedi HidayatBelum ada peringkat
- KERJABANGKUDokumen20 halamanKERJABANGKUsandriirmawanBelum ada peringkat
- Makalah Proses WeldingDokumen16 halamanMakalah Proses WeldingAdi SutomoBelum ada peringkat
- Laporan CNC KitaDokumen16 halamanLaporan CNC KitaRizka Mardatillah Alne100% (1)
- PL Grinding Pahat BubutDokumen18 halamanPL Grinding Pahat BubutArief MarzukiBelum ada peringkat
- Perancangan Roda Gigi LurusDokumen11 halamanPerancangan Roda Gigi LurusAkhmad SyukriBelum ada peringkat
- Pengertian Las AsetilinDokumen7 halamanPengertian Las AsetilinD'Dyanto Trt RantingbBelum ada peringkat
- PDF Makalah Jenis Dan Geometri Pahat DDDokumen10 halamanPDF Makalah Jenis Dan Geometri Pahat DDngakak buatBelum ada peringkat
- Teknologi PermesinanDokumen96 halamanTeknologi Permesinanvivi yulia sariBelum ada peringkat
- Teknologi PermesinanDokumen13 halamanTeknologi Permesinanvivi yulia sariBelum ada peringkat
- Pengecoran PresisiDokumen19 halamanPengecoran Presisinarutomovie0% (1)
- Teknologi Mekanik Semester 1 - Bab-2Dokumen22 halamanTeknologi Mekanik Semester 1 - Bab-2JustinSyukronAlambaraCokrowinotojoyodiningratBelum ada peringkat
- Laporan Praktikum BubutDokumen50 halamanLaporan Praktikum BubutMohamad Syafi'i100% (1)
- Prinsip Kerja Mesin Bubut CNC Tu-2A Dan Bagian - BagiannyaDokumen5 halamanPrinsip Kerja Mesin Bubut CNC Tu-2A Dan Bagian - BagiannyaVia ViooBelum ada peringkat
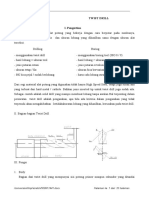
- TWIST DRILLDokumen20 halamanTWIST DRILLArief MarzukiBelum ada peringkat
- Kerja Bangku PraktikumDokumen22 halamanKerja Bangku PraktikumALFONSUS RYAN PRAMUDITYABelum ada peringkat
- 14.KK.9 Melakukan Pekerjaan Dengan Mesin Bubut # Materi 3 Pengoperasian Mesin BubutDokumen12 halaman14.KK.9 Melakukan Pekerjaan Dengan Mesin Bubut # Materi 3 Pengoperasian Mesin BubutHoiri EfendiBelum ada peringkat
- Mesin PressDokumen2 halamanMesin Pressalisyaamalia100% (2)
- BAB III Mesin SekrapDokumen25 halamanBAB III Mesin SekrapAskabul Kappo KappiBelum ada peringkat
- Sejarah PengecoranDokumen23 halamanSejarah Pengecoranagung pujiyonoBelum ada peringkat
- RANCANG BANGUN MESIN PENGIRIS UBI 30KGDokumen80 halamanRANCANG BANGUN MESIN PENGIRIS UBI 30KGOky Oktober100% (1)
- Perlengkapan Mesin Bubut Dan FungsinyaDokumen30 halamanPerlengkapan Mesin Bubut Dan FungsinyaMuhammad IlhamBelum ada peringkat
- Makalah BendingDokumen9 halamanMakalah BendingPeter binsar Abet NegoBelum ada peringkat
- OPTIMASI RODA GIGIDokumen15 halamanOPTIMASI RODA GIGIRaynaldi Saputro50% (2)
- Mesin DrillingDokumen8 halamanMesin Drillingkhoirul umamBelum ada peringkat
- Buku Mesin Milling (TIO 1)Dokumen32 halamanBuku Mesin Milling (TIO 1)Mr.X100% (1)
- Capaian Mata Kuliah Teknologi MekanikDokumen2 halamanCapaian Mata Kuliah Teknologi MekanikomhadiyantBelum ada peringkat
- Materi CNC Tu-2a Latihan Program Bubut SederhanaDokumen7 halamanMateri CNC Tu-2a Latihan Program Bubut SederhanaHasnat JBelum ada peringkat
- REAMER Dokumen 4 - Jenis, Bagian, dan Proses ReamerDokumen13 halamanREAMER Dokumen 4 - Jenis, Bagian, dan Proses ReamerAl CahyaBelum ada peringkat
- Makalah Kepala PembagiDokumen24 halamanMakalah Kepala Pembagiyahya romadona100% (1)
- Tugas Besar Cad CamDokumen39 halamanTugas Besar Cad CamFilscha Osbourne NurprihatinBelum ada peringkat
- Jenis Mata BorDokumen5 halamanJenis Mata BorWiguna Putrasimpang GunawanBelum ada peringkat
- GURDIDokumen18 halamanGURDIAlbertus N SBelum ada peringkat
- Definisi Dan Fungsi Mesin BorDokumen2 halamanDefinisi Dan Fungsi Mesin BorAde R HidayatullahBelum ada peringkat
- RODA GIGI PAYUNGDokumen19 halamanRODA GIGI PAYUNGM Juan Alfa RinoBelum ada peringkat
- Roda Gigi PayungDokumen4 halamanRoda Gigi Payungsuro93Belum ada peringkat
- Modul Metalurgi Mahasiswa 2019Dokumen48 halamanModul Metalurgi Mahasiswa 2019NovitaBelum ada peringkat
- MESIN GERINDADokumen23 halamanMESIN GERINDAAdinda KwBelum ada peringkat
- TRIBUNG TOPGRAFI DAN KEKASARAN PERMUKAANDokumen19 halamanTRIBUNG TOPGRAFI DAN KEKASARAN PERMUKAANJhonn A.r100% (1)
- Mesin ProduksiDokumen256 halamanMesin ProduksiDruzzt Byonic Wellwozz100% (1)
- Proses PenempaanDokumen12 halamanProses PenempaanJevandhie Poetra0% (1)
- Teknik Produksi 1 PDFDokumen101 halamanTeknik Produksi 1 PDFnaufal labibBelum ada peringkat
- Laporan Metrologi Industri - FCBM FIXXXXXXXXXXXXXXDokumen7 halamanLaporan Metrologi Industri - FCBM FIXXXXXXXXXXXXXXAnanta SandhuBelum ada peringkat
- Pengelasan Besi CorDokumen26 halamanPengelasan Besi CorpuguhBelum ada peringkat
- RagumDokumen19 halamanRagumTMuhammad Rinaldi Aulia TiaBelum ada peringkat
- Kopling Tetap PDFDokumen24 halamanKopling Tetap PDFkhairul.tulah75% (4)
- CNC PemesinanDokumen24 halamanCNC PemesinanTje KingBelum ada peringkat
- BroachingDokumen5 halamanBroachingBagas Wijdan WidodoBelum ada peringkat
- Drilling)Dokumen5 halamanDrilling)abdul raisBelum ada peringkat
- Mesin BroachingDokumen6 halamanMesin BroachingJamez AndersonBelum ada peringkat
- Tugas 01 Proses Produksi-DikonversiDokumen22 halamanTugas 01 Proses Produksi-DikonversiDenni MujibBelum ada peringkat
- Klasifikasi, Perbedaan, Kelebihan KekuranganDokumen10 halamanKlasifikasi, Perbedaan, Kelebihan KekuranganFahmi Pratama0% (4)
- Rumus Perhitungan Operasi Pada Mesin Bubut Frais Dan BorDokumen3 halamanRumus Perhitungan Operasi Pada Mesin Bubut Frais Dan BorMuhamad Naufal Afdhol FaizBelum ada peringkat
- Perbedaan Boring dan DrillingDokumen3 halamanPerbedaan Boring dan Drillingalfya natasyaBelum ada peringkat
- BERBAGAI PEMBENGKAKAN Di RONGGA MULUTDokumen20 halamanBERBAGAI PEMBENGKAKAN Di RONGGA MULUTM Syaifuddin IhsanBelum ada peringkat
- Ring KasanDokumen2 halamanRing KasanM Syaifuddin IhsanBelum ada peringkat
- ODONTEKTOMIDokumen12 halamanODONTEKTOMIM Syaifuddin IhsanBelum ada peringkat
- Rencana Perawatan Odontotomi Gigi Molar Ketiga Bawah Kanan Dengan Posisi HorizontalDokumen9 halamanRencana Perawatan Odontotomi Gigi Molar Ketiga Bawah Kanan Dengan Posisi HorizontalM Syaifuddin IhsanBelum ada peringkat
- Ring KasanDokumen2 halamanRing KasanM Syaifuddin IhsanBelum ada peringkat
- Rekap Penjualan Tas Dalam Rangkaian Acara Jember Fashion Carnaval 2014Dokumen1 halamanRekap Penjualan Tas Dalam Rangkaian Acara Jember Fashion Carnaval 2014M Syaifuddin IhsanBelum ada peringkat
- Muko KelDokumen12 halamanMuko KelM Syaifuddin IhsanBelum ada peringkat
- UKGMDDokumen10 halamanUKGMDM Syaifuddin IhsanBelum ada peringkat
- ODONTEKTOMIDokumen12 halamanODONTEKTOMIM Syaifuddin IhsanBelum ada peringkat
- Lendutan Hasil Perngukuran Percobaan I: Beban (N)Dokumen3 halamanLendutan Hasil Perngukuran Percobaan I: Beban (N)M Syaifuddin IhsanBelum ada peringkat
- Book 5: Bahasa Pemrograman PascalDokumen32 halamanBook 5: Bahasa Pemrograman PascalMAT JIBRUD100% (5)
- Abstrak Kajian DrainaseDokumen8 halamanAbstrak Kajian DrainaseM Syaifuddin IhsanBelum ada peringkat
- 2731 5973 1 SMDokumen4 halaman2731 5973 1 SMAgus TusBelum ada peringkat
- 4295 11403 1 PBDokumen6 halaman4295 11403 1 PBM Syaifuddin IhsanBelum ada peringkat
- Presentation 1Dokumen6 halamanPresentation 1M Syaifuddin IhsanBelum ada peringkat
- Bab 2 Pengariuh Jenis ElektrodaDokumen1 halamanBab 2 Pengariuh Jenis ElektrodaM Syaifuddin IhsanBelum ada peringkat
- Bab 2 Pengariuh Jenis ElektrodaDokumen1 halamanBab 2 Pengariuh Jenis ElektrodaM Syaifuddin IhsanBelum ada peringkat
- 4 PDFDokumen7 halaman4 PDFM Syaifuddin IhsanBelum ada peringkat
- Bab 3Dokumen16 halamanBab 3M Syaifuddin IhsanBelum ada peringkat
- Kalkulus1-Bilangan PertidaksamaanDokumen11 halamanKalkulus1-Bilangan PertidaksamaanBurst'flame Kazuhiko Wira100% (5)
- Tugas Metode Numerik: Penyelesaian Persamaan Dengan Metode Tabulasi, Metode Biseksi Dan Metode Regula FalsiDokumen5 halamanTugas Metode Numerik: Penyelesaian Persamaan Dengan Metode Tabulasi, Metode Biseksi Dan Metode Regula FalsiM Syaifuddin IhsanBelum ada peringkat
- Bab IiiDokumen11 halamanBab IiiM Syaifuddin IhsanBelum ada peringkat
- Motor Stepper 2Dokumen6 halamanMotor Stepper 2M Syaifuddin IhsanBelum ada peringkat
- Capter IDokumen7 halamanCapter IAsril WaisakkaBelum ada peringkat
- Bab IiDokumen7 halamanBab IiM Syaifuddin IhsanBelum ada peringkat
- MEMBUBUT JENIS DAN FUNGSINYADokumen5 halamanMEMBUBUT JENIS DAN FUNGSINYAM Syaifuddin IhsanBelum ada peringkat
- Alat Bantu Pada BubutDokumen3 halamanAlat Bantu Pada BubutwiiiiinBelum ada peringkat
- Penyelesaina PersamaanDokumen5 halamanPenyelesaina PersamaanM Syaifuddin IhsanBelum ada peringkat
- Pengolahan Air Kotor Menjadi Air BersihDokumen14 halamanPengolahan Air Kotor Menjadi Air BersihArdie Miranda100% (1)