Bab Iii
Diunggah oleh
Kornelius Ade MoerjaarJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Bab Iii
Diunggah oleh
Kornelius Ade MoerjaarHak Cipta:
Format Tersedia
BAB III
TINJAUAN PERUSAHAAN
3.1
3.1.1
Profil Perusahaan
Sejarah Perusahaan
Berawal dengan semakin meningkatnya kebutuhan akan semen di
Indonesia, untuk melaksanakan dan memperlancar pembangunan yang akan
direncanakan PT SEMEN GRESIK (Persero) mendirikan anak perusahaan di kota
Tuban untuk meningkatkan proses produksinya dengan bidang usaha pembuatan
kantong dan kemasan industri. Dalam meningkatkan mutu dan produksi yang
dihasilkan, PT SEMEN GRESIK (Persero) memiliki 4 anak perusahaan yaitu:
1. PT United Tractor Semen Gresik (UTSG), yang menangani khusus
bidang bahan baku (Raw Material).
2. PT Swabina Gatra, yang menangani bidang pengisian semen.
3. PT Swadaya Graha, yang khusus membidangi kontraktor.
4. PT Industri Kemasan Semen Gresik (IKSG), yang khusus menangani
bidang kemasan atau kantong semen.
PT Industri Kemasan Semen Gresik (IKSG) berdiri pada tanggal 3 juni
1992 dengan nama PT Prima Kemas Indonesia sesuai akta no. 26 tanggal 03 juni
1992 oleh notaris Ny. Poerbaningsih Adhi Warsit, SH. Dengan pertimbangan
bahwa PT. Prima Kemas Indonesia merupakan anak perusahaan PT SEMEN
GRESIK (Persero), seperti halnya anak perusahaan lain yang mencantumkan
nama semen gresik, pada tanggal 11 Desember 1992 sesuai akte no. 139, nama
perusahaan berubah menjadi PT Industri Kemasan Semen Gresik (IKSG).
Selama tahun 1992 sampai 1994 merupakan masa proyek, sehingga
belum ada produk komersil, hanya merupakan produk trial. Pada tanggal 04 April
1994, PT IKSG mulai beroperasi secara komersil dengan bidang usaha pembuatan
Bab III Tinjauan Perusahaan
III-2
kantong dan kemasan industri dengan kapasitas produksi 66 juta kantong per
tahun jenis produksi sewn kraft bag (kantong kraft jahit) maupun PP Woven.
Pada tahun 1996, PT IKSG mengambil alih pengelolaan pabrik kantong
milik PT SEMEN GRESIK (Persero) di Gresik, sehingga menambah total
kapasitas produksi sebesar 92 juta kantong jenis sewn kraft per tahun. Seiring
perkembangannya, PT IKSG selalu meningkatkan mutu layanan dan kualitas
produknya, diantarannya dengan merelokasi pabrik ke lokasi baru di Desa
Socorejo, Kecamatan Jenu, Kabupaten Tuban. Untuk memenuhi kebutuhan
kantong yang semakin tinggi, kapasitas produksi dan kualitas dari tahun ke tahun
selalu ditingkatkan dengan investasi maupun modifikasi mesin-mesin. Sejak tahun
2002, PT IKSG telah mencapai total kapasitas produksi sebesar 240 juta kantong
per tahun. Pertumbuhan ini dapat tercapai karena dukungan sumber daya manusia
yang berkualitas serta sistem manajemen yang efektif. Dengan komitmen untuk
menjamin mutu serta mengutamakan kepuasan pelanggan PT IKSG selalu unggul
dalam layanan, kualitas dan mutu.
PT Industri Kemasan Semen Gresik (IKSG) berlokasi di Desa Socorejo,
Kecamatan Jenu, Kabupaten Tuban yang memiliki luas area 72.000 m 2 yang
memproduksi kemasan semen antara lain:
1. 3 ply 50 kg untuk memenuhi kebutuhan semen lokal.
2. 3 ply 40 kg untuk memenuhi kebutuhan semen lokal.
3. Semen Tiga Roda.
4. Semen Padang.
5. Semen Holcim.
6. Semen Gresik jenis PPC.
7. Semen Bosowa.
Dan masih banyak lagi kemasan-kemasan yang lain yang masih dalam
proyek perjanjian kontrak dengan pihak-pihak luar.
Bab III Tinjauan Perusahaan
3.1.2
III-3
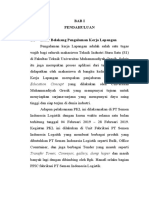
Proses Bisnis Perusahaan
Secara garis besar proses bisnis PT IKSG adalah memproduksi kantong
kemasan semen yang sesuai dengan keinginan konsumen kemudian mengirimkan
kantong kemasan yang telah dipesan kepada konsumen. Berikut ini adalah
penjabaran proses bisnis PT IKSG beserta flowchart proses bisnis. Langkah awal
proses bisnis PT IKSG adalah menerima demand dari konsumen yang mana pada
tahap ini konsumen memberikan informasi berupa detail produk yang dipesan,
kuantitas produk berikut spesifikasi produk. Pada tahap ini konsumen berhadapan
langsung
dengan
pihak
marketing
perusahaan
agar
perusahaan
dapat
menerjemahkan keinginan konsumen menjadi production order bagi pihak
produksi perusahaan. Setelah mengubah keinginan konsumen menjadi production
order, bagian produksi perusahaan segera melakukan penyusunan jadwal
produksi. Pada tahap penyusunan rencana produksi, bagian produksi perusahan
juga berinteraksi dengan pihak gudang untuk mengetahui apakah jumlah material
yang tersedia mampu memenuhi kebutuhan produksi yang telah direncanakan,
apabila
jumlah
material
yang
tersedia
mampu
mencukupi
kebutuhan
produksi,maka penjadwalan produksi dapat dilaksanakan.
Penjadwalan
produksi
adalah
urutan
kegiatan
produksi
yang
direncanakan dengan membagi proses produksi kepada lima line produksi
berdasarkan kapasitas yang dimiliki oleh setiap mesin yang berada pada line
tersebut. Setelah melakukan penjadwalan produksi, maka bagian produksi dapat
melakukan setup mesin produksi yang akan digunakan. Setup mesin yang
dilakukan adalah melakukan loading material kedaalam mesin produksi,
melakukan setting mesin dan mengoperasikan mesin. Setelah proses setup
dilakukan, maka hal yang dilakukan berikutnya adalah menjalankan proses
produksi sesuai rencana produksi yang telah disusun pada tahap sebelumnya.
Langkah berikutnya adalah pengumpulan output dari proses produksi kedalam
pallet yang akan disimpan di dalam gudang. Setelah keseluruhan jumlah pesanan
terpenuhi, maka proses selanjutnya yang dilakukan adalah pick up order yang
Bab III Tinjauan Perusahaan
III-4
kemudian di loading pada truk-truk pengiriman yang akan mengantarkan pesanan
ke lokasi konsumen.
Namun apabila jumlah ketersediaan bahan baku tidak mencukupi untuk
kebutuhan produksi, maka bagian gudang akan membuat purchase requisition
yang berisi tentang permohonan pembelian material dan memberikan langsung
kepada bagian purchasing PT IKSG dan bagian purchasing merespon dengan
membuat purchase order yang dikirim ke supplier, sehingga supplier memahami
bahwa PT IKSG sedang membutuhkan supply material maka supplier langsung
mengirim barang pada PT IKSG.
Bab III Tinjauan Perusahaan
GAMBAR 3.1 PROSES BISNIS PT IKSG
III-5
Bab III Tinjauan Perusahaan
3.1.3
III-6
Visi dan Misi Perusahaan
PT Industri Kemasan Semen Gresik (IKSG) mempunyai visi dan misi
dalam hal pendirian perusahaan antara lain:
A. Visi Perusahaan
Menjadi perusahaan industri kemasan/kantong yang senantiasa mampu
bersaing dan tumbuh berkembang dengat pesat.
B. Misi Perusahaan
1. Menghasilkan laba yang pantas untuk mendukung pengembangan
perusahaan serta memberikan deviden yang memuaskan bagi para
pemegang saham.
2. Memproduksi berbagai jenis kemasan/kantong yang terkait dengan
kebutuhan industri dan masyarakat dengan mutu, harga dan pasokan
yang berdaya saing tinggi melalui pengelolaan yang profesional demi
kepuasan pelanggan.
3. Memberi penghargaan kepada para pegawai melalui pemberian
kesejahteraan yang memadai, penyediaan lingkungan kerja yang aman,
sehat dan nyaman, memberikan kesempatan untuk mengembangkan
karier serta melakukan inovasi.
4. Menjalin kemitraan kerja dengan pemasok dan penyalur yang saling
menguntungkan.
Memberikan perhatian yang tulus kepada masyarakat melalui penciptaan
lapangan kerja, dukungan pembinaan sosial dan lingkungan.
3.1.4
Budaya Perusahaan
Kejujuran
Komitmen
Keunggulan
Bab III Tinjauan Perusahaan
3.1.5
III-7
Tujuan Umum Perusahaan
PT Industri Kemasan Semen Gresik (IKSG) mempunyai tujuan dalam hal
pendirian perusahaan antara lain:
1. Mengutamakan pasar semen gresik group dengan memenuhi permintaan
pasar lain yang tidak bertentangan dengan kepentingan semen gresik.
2. Mempertahankan pasar yang telah ada serta memperluas penetrasi pasar
yang berada di semen gresik maupun diluarnya.
3. Memantapkan layanan penjualan tepat waktu dengan melakukan control
atas bahan baku, bahan penolong dan ekspedisi.
4. Penyempurnaan sistem administrasi dengan melakukan evaluasi.
3.1.6
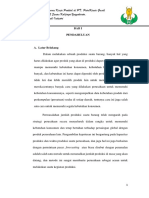
Struktur Organisasi Perusahaan
Pada PT Industri Kemasan Semen Gresik (IKSG) telah diatur atau
disusun struktur organisasi yang mana sehingga semua tugas yang ada di PT
Industri Kemasan Semen Gresik (IKSG) dapat dilaksanakan dengan baik dan
terarah.
Sebuah perusahaan yang baik dan berkembang adalah perusahaan yang
dimana sistem manajemennya memiliki sistem yang benar-benar dapat
diandalkan. Dalam struktur organisasi PT IKSG setiap unit kerja mempunyai
tugas dan tanggung jawab masing-masing yang harus dilakukan dan
dipertanggung jawabkan kepada pimpinannya masing-masing.
Sesuai SK Direksi PT Industri Kemasan Semen Gresik (IKSG) nomor:
008 / KPTS / DK / 09.97 tertanggal 1 September 1997 tentang uraian tugas dan
tata hubungan kerja organisasi di PT Indutri Kemasan Semen Gresik (IKSG)
dijelaskan uraian Job Description (deskripsi kerja) sebagai berikut:
1. Direktur Utama
a. Mengatur, mengkoordinir dan mengarahkan fungsi tugas dan pekerjaan
Direktur Komersil, unit Kerja Bagian Pabrik, Seksi SDM & Hukum,
Seksi Umum sehingga dapat berjalan dengan efektif, efisien dan selaras.
Bab III Tinjauan Perusahaan
III-8
b. Selalu melakukan pengembangan diri dan melakukan perbaikan secara
terus menerus untuk memenuhi tuntutan perkembangan jabatan sesuai
dengan tujuan dan kebijakan perusahaan.
2. Pelaksana Administrasi Kepegawaian
a. Melaksanakan kegiatan pengolahan administrasi kepegawaian.
b. Pengadaan dan pemeliharaan sumber daya manusia serta mampu
mengembangkan diri dan melakukan perbaikan secara terus menerus
untuk memenuhi tuntutan perkembangan jabatan sesuai dengan tujuan
dan kebijakan perusahaan.
3. Pelaksanaan Administrasi Hukum dan Pengembangan SDM
Melaksanakan pekerjaan yang berkaitan dengan urusan hukum dan
pengembangan SDM serta mampu mengembangkan diri dan melakukan
perbaikan serta terus menerus untuk memenuhi tuntutan.
4. Kabag Keuangan dan Administrasi
Memastikan, mengkoordinir, mengarahkan dan mengawasi tugas-tugas
seksi akuntansi dan keuangan serta seksi informasi dan komunikasi
sehingga kegiatan perputaran keuangan serta pengembangan sistem
informasi dan komunikasi dapat berjalan dengan efektif dan efisien, serta
mampu mengembangkan diri dan melakukan perbaikan secara terus
menerus untuk memenuhi tuntutan.
5. Kasi SDM dan Hukum
Merencanakan, melaksanakan, mengawasi dan memastikan keadaan,
pengelolaan, pengembangan SDM dan penanganan permasalahan hukum
dan perijinan berjalan dengan efektif dan efisien. Serta mampu
mengembangkan diri dan melakukan perbaikan secara terus menerus untuk
memenuhi tuntutan.
Bab III Tinjauan Perusahaan
III-9
6. Karu Hukum dan Pengembangan SDM
Memenuhi kewajiban perusahaan dalam bidang hukum, peraturan dan
perijinan
perusahaan
sesuai
dengan
ketentuan
yang berlaku
dan
pengembangan kemampuan SDM sesuai dengan kompetensi jabatan. Dan
mampu mengembangkan diri dan melakukan perbaikan secara terus
menerus untuk memenuhi tuntutan.
7. Karu Sekretaris
Memberikan pelayanan, pengelolaan dan pengarsipan surat keluar atau
masuk, pengelolaan informasi, keprotokolan, perpustakaan bagi pegawai,
sehingga dapat mempelancar operasional perusahaan serta mampu
mengembangkan diri dan melakukan perbaikan secara terus menerus untuk
memenuhi tuntutan.
8. Kabag Niaga
Memastiakan,
mengkoodinir,
merencanakan,
mengarahkan
dan
mengawasi tugastugas seksi logistik dan pemasaran, sehingga kegiatan
pembelian dan penjualan dapat berjalan secara optimal dan menguntungkan.
Dan mampu mengembangkan diri dan melakukan perbaikan secara terus
menerus untuk memenuhi tuntutan.
9. Kasi Informasi dan Komunikasi
Mengkoodinir, merencanakan, mengarahkan dan mengawasi pekerjaanpekerjaan yang berhubungan dengan pembuatan, pemeliharaan dan
pengembangan sistem dan program komputer sehingga dapat mendukung
kegiatan perusahaan dan mampu mengembangkan diri dan melakukan
perbaikan secara terus menerus untuk memenuhi tuntutan.
Bab III Tinjauan Perusahaan
III-10
10. Kasi Kesehatan dan Keselamatan Kerja
Mengkoodinir, merencanakan, mengarahkan dan mengawasi pekerjaanpekerjaan yang berhubungan dengan pemeriksaan dan pengawasan K-3
serta higienis perusahaan, sehingga dapat mendukung kegiatan perusahaan
serta mampu mengembangkan diri dan melakukan perbaikan secara terus
menerus untuk memenuhi tuntutan.
11. Kepegawaian
Mengelola kegiatan kepersonaliaan, penggajian dan kesejahteraan
pegawai. Serta mampu mengembangkan diri dan melakukan perbaikan
secara terus menerus untuk memenuhi tuntutan.
12. Kasi Umum
Mengkoodinir, merencanakan, mengawasidan melaksanakan tugas unit
kerja pelayanan umum dan unit kerja secretariat sehingga semua sarana
prasarana kerja dan fasilitas pendukung untuk kelancaran kegiatan
perusahaan tersedia dan terpenuhi serta dapat mewakili kepentingan
perusahaan dalam berhubungan dengan pihak luar (kehumasan) sehingga
dapat menjaga dan meningkatkan citra perusahaan.
13. Kabag Pabrik
Memastikan,
mengkoodinir,
merencanakan,
mengarahkan
dan
mengawasi tugastugas seksi pemeliharaan produksi, seksi jaminan mutu &
litbang, Keselamatan & Kesehatan
kerja, Keamanan dan wakil bagian
gresik, sehingga kegiatan proses produksi dan penanganan mutu dapat
berjalan efektif, efisien dan optimal.
14. Kasie Logistik
Mengkoodinir, merencanakan, mengarahkan dan mengawasi tugas unit
kerja pengadaan & pergudangan, sehingga dapat memenuhi kebutuhan
Bab III Tinjauan Perusahaan
III-11
operasional produksi dan unit kerja lain dengan perputaran modal yang
tertanam dalam perusahaan dapat optimal, memperlancar da n ketepatan
persediaan barang.
15. Kasi Jaminan Mutu dan Litbang
Merencanakan, mengkoodinir, mengarahkan dan mengawasi pekerjaan
yang meliputi analisa, pengujian dan pengendalian mutu bahan baku, barang
jadi atau produk kantong serta evaluasi barang dan kantor untuk
mendapatkan hasil produk yang lebih baik melalui kegiatan penelitian dan
mengembangkan produk sehingga sesuai dengan persyaratan mutu, berjalan
dengan efektif, efisien dan optimal dalam pencapaian target yang
ditentukan.
16. Kasi Keamanan
Mengkoodinir, merencanakan, mengarahkan dan mengawasi pekerjaan
yang berhubungan dengan pencegahan pengamanan, pemeriksaan dan
pengawasan keamanan sehingga dapat mendukung kegiatan perusahaan.
(Sumber : Annual Report PT. Imdustri Kemasan Semen Gresik Tuban)
Bab III Tinjauan Perusahaan
GAMBAR 3.2 STRUKTUR ORGANISASI
III-12
Bab III Tinjauan Perusahaan
3.1.7
III-13
Manajemen Personalia
A. Sistem Kerja Karyawan
Penempatan pegawai pada jam kerja dibagi menjadi 3 shift yaitu pagi,
sore dan malam. Karyawan PT IKSG yang mencapai jumlah 256 orang tersebut
terbagi menjadi 3 kelompok karyawan yaitu:
1. Karyawan non produksi
= 74 orang
2. Operator
= 142 orang
3. Karyawan produksi
= 40 orang
Karyawan non produksi adalah semua karyawan yang tidak terlibat secara
langsung ke dalam aktivitas produksi seperti manajer pemasaran, satpam,
sekretaris serta akuntan. Waktu kerja karyawan terbagi menjadi 3 shift. Berikut ini
adalah pembagian shift pada PT IKSG :
1. Shift 1 jam kerja pukul 07.00 16.00, istirahat pukul 12.00 13.00
2. Shift 2 jam kerja pukul 15.30 24.00, istirahat pukul 18.00 19.00
3. Shift 3 jam kerja pukul 23.30 07.30, istirahat pukul 04.00 05.00
B. Perekrutan Sumber Daya Manusia
Penarikan karyawan baru merupakan hal yang sangat penting dan
merupakan suatu tantangan bagi seluruh departemen personalia. Penarikan atau
rekruitmen adalah proses pencarian dan 'pengikatan' para calon karyawan atau
pelamar yang mampu untuk melamar sebagai karyawan. Proses ini di mulai ketika
para pelamar dicari dan berakhir bila lamaran - lamaran (aplikasi) mereka
diserahkan. Hasilnya adalah sekumpulan pencari kerja dari mana para karyawan
baru diseleksi. Pelaksanaan penarikan biasanya merupakan tanggung jawab
departemen personalia, meskipun kadang - kadang digunakan para spesialis
proses penarikan atau yang disebut recruiters. Proses penarikan ini penting karena
kualitas sumber daya manusia organisasi tergantung pada kualitas penarikannya.
Hal ini mencakup pembicaraan tentang kendala - kendala yang dihadapi dalam
penarikan, saluran - saluran atau melalui media apa para pelamar dicari.
Bab III Tinjauan Perusahaan
III-14
Karyawan baru yang akan diterima oleh perusahaan harus menjalani
masa training kerja selama 3 bulan lamanya. Jika dirasa pantas dan memenuhi
standart perusahaan, maka karyawan baru tersebut akan diangkat menjadi
karyawan, tetapi masih berpredikat sebagai karyawan kontrak, sampai masa
promosi datang kepadanya, maka karyawan tersebut akan menjadi karyawan tetap
PT Industri Kemasan Semen Gresik (IKSG).
C. Peningkatan Kualitas Tenaga Kerja
Dalam rangka meningkatkan kualitas kerja maka perusahaan telah
melaksanakan usaha - usaha pengembangan karyawan dengan cara:
1. Pelatihan " Audit Mutu Internal " dilaksanakan secara In House Training
bekerjasama dengan Sucofindo pada tanggal 08 Januari 1998 dan diikuti
oleh komite ISO 9002 PT IKSG dengan tujuan untuk meningkatkan
pemahaman dan kemampuan Tim Komite ISO 9002 dalam meraih dan
mempertahankan sertifikat ISO 9002.
2. Untuk meningkatkan kemampuan berbahasa inggris pegawai tingkat
Kepala Seksi keatas dan pegawai jabatan yang perlu berkemampuan
bahasa inggris, perusahaan mengadakan pelatihan Bahasa Inggris
Program Reinforcement selama enam bulan terhitung mulai tanggal 10
Juni 1998.
3.1.8
Spesifikasi Produk
Sebagai salah satu pabrik kantong kemasan semen yang ada di Indonesia
PT IKSG berusaha untuk memenuhi permintaan baik untuk induk perusahaannya
yaitu PT SEMEN GRESIK (Persero) maupun permintaan pesanan kantong
kemasan dari luar.
Secara umum jenis kantong yang di produksi oleh PT Industri Kemasan
Semen Gresik (IKSG) terdiri dari:
Bab III Tinjauan Perusahaan
III-15
1. Kemasan Kantong Kertas Jahit (SEWN KRAFT)
Gambar 3.3 Sewn Kraft
Jenis kemasan kantong yang saat ini dipakai adalah jenis sewn valve
gusseted bag with internal valve (kantong katup yang dijahit dengan lubang katup
di dalam). Kantong kemasan kertas ini dijahit dengan benang pada kedua
ujungnya dan dilengkapi dengan sebuah katup yang dapat menutup sendiri. Katup
ini akan menyumbat secara otomatis setelah diisi dengan semen. Kelemahan
kemasan kantong jahit ini adalah pda bagian atas dan bawah kantong, yang akan
menyebabkan kantong mudah pecah pada saat pengisian, pemuatan atau
pembongkaran. Spesifikasi dari Sewn Kraft ini adalah jumlah maksimal jumlah
ply 3 dengan ukuran:
Cutting Length : 508 - 1092 mm
Tube Width (gusset) : 368 - 495 mm
Tube Width (flat) 368 - 597 mm
Gusset Width : 50 - 152 mm
Bab III Tinjauan Perusahaan
III-16
Berguna untuk kantong semen, makanan ternak padat, bahan kimia padat
dan keperluan lain.
2. Kemasan Kantong Kertas Lem (PASTED KRAFT)
Gambar 3.4 Pasted Kraft
Untuk mengatasi kelemahan - kelemahan kantong kertas yang dijahit,
saat ini dikembangkan kantong jenis pated valve bag with internal valve (kantong
katup yang direkatkan dengan lubang katup di dalam). Kantong kertas ini direkat
dengan lem pada ujungnya dan dilengkapi dengan sebuah katup yang dapat
menutup sendiri, katup ini menyumbat secara otomatis setelah diisi dengan
semen. Spesifikasi dari Pasted Kraft ini adalah jumlah maksimal jumlah ply 3,
dengan ukuran:
Cutting Length : 508 - 1276 mm
Tube Width (gusset) : 368 - 495 mm
Tube Width (flat) 368 - 685 mm
Gusset Width : 64 - 175 mm
Bab III Tinjauan Perusahaan
III-17
Berguna untuk kantong semen, makanan ternak padat, bahan kimia padat
dan keperluan lain yang memerlukan syarat kerapian, kebersihan dan keamanan
produk yang dikemas atau dikantong.
3. Sewn Woven Kraft
Gambar 3.5 Sewn Woven Kraft
Sewn Woven Kraft merupakan kantong dari bahan kertas kraft dengan
laminasi polypropyline woven yang dijahit kedua ujungnya. Spesifikasi dari sewn
woven kraft ini adalah :
Cutting Length : 508 - 1092 mm
Tube Width (gusset) : 368 - 495 mm
Tube Width (flat) 368 - 579 mm
Gusset Width : 50 - 152 mm
Bab III Tinjauan Perusahaan
III-18
Berguna untuk kantong semen, makanan ternak padat, bahan kimia padat
dan keperluan lain yang memerlukan kekuatan dan ketahanan kantong atau
kemasan karena sistem distribusi berat.
3.1.9
Spesifikasi Mesin
3.1.9.1 Mesin Tuber
Gambar 3.6 Mesin Tuber
Mesin Tuber adalah mesin yang digunakan untuk mengolah gulungan
kertas (kraft) menjadi tube kantong semen. Dalam proses produksinya PT IKSG
membagi mesin produksinya menjadi 5 line dimana pada setiap line terdapat
mesin-mesin Tuber dengan jenis yang berbeda. Adapun jenis mesin Tuber yang
digunakan yaitu:
1. Line 1 (Line Jahit / Sewn Line)
Pada line 1 mesin yang digunakan adalah mesin Tuber 12M - 3 SteppedEnd Tuber. Mesin ini adalah mesin yang digunakan untuk mengelem, melipat dan
memotong kertas kraft sekaligus memberi logo dan tulisan pada bagian luar dari
kantong dengan cara printing. Mesin ini di desain khusus untuk dapat mengubah
Bab III Tinjauan Perusahaan
III-19
kraft menjadi kemasan kantong jahit (tube jahit) dan kantong lem (tube pasted)
tergantung dengan kebutuhan produksi.
Spesifikasi dari mesin ini adalah sebagai berikut:
Dimensi
: P=29,1 m, L=3,9 m, T=3,1 m.
Capacity
: 4.500.000 Tubes / month.
Cutting length
: 508 - 1270 mm.
Tube width (Gusset)
: 368 - 495 mm.
Tube width (Flat)
: 368 - 685 mm.
Gusset width
: 64 - 175 mm.
Kapasitas maksimum
: 10.800 tube jahit / jam.
10.200 tube pasted / jam.
Motor
: Main drive motor 22kw/19kw comutator.
Maximum number of ply
: 6 ply.
Maximum number of color : 2 color.
Jumlah Operator
: 5 orang.
Selain mesin Tuber 12M - 3 Stepped-End mesin yang digunakan pada
line 1 adalah mesin Tuber 15M - 3 Stepped-End yang meiliki spesifikasi mesin
sebagai berikut:
Dimensi
: P=29,1 m, L=3,9 m, T=3,1 m.
Capacity
: 4.000.000 Tubes / month.
Cutting length
: 508 - 1092 mm.
Tube width (Gusset)
: 368 - 597 mm.
Tube width (Flat)
: 368 - 685 mm.
Gusset width
: 50 - 152 mm.
Kapasitas maksimum
: 10.800 tube jahit / jam.
Motor
: Main drive motor 22kw/19kw comutator.
Maximum number of ply
: 6 ply.
Maximum number of color : 2 color.
Jumlah Operator
: 5 orang.
Bab III Tinjauan Perusahaan
III-20
2. Line 2 (Pasted Line)
Pada line 2 mesin yang digunakan adalah mesin Tuber 12M 2 Tubing
Machine. Mesin ini adalah mesin yang digunakan untuk mengelem, melipat dan
memotong kertas kraft sekaligus memberi logo dan tulisan pada bagian luar dari
kantong dengan cara printing. Mesin ini di desain khusus untuk dapat mengubah
kraft menjadi kemasan kantong lem (tube pasted) tergantung dengan kebutuhan
produksi.
Spesifikasi dari mesin ini adalah sebagai berikut:
Dimensi
: P=29,1 m, L=3,9 m, T=3,1 m.
Capacity
: 4.500.000 Tubes / month.
Cutting length
: 508 - 1276 mm (12,7 mm step).
Tube width (Gusset)
: 368 - 495 mm.
Tube width (Flat)
: 368 - 685 mm.
Gusset width
: 64 - 175 mm.
Kapasitas maksimum
: 10.200 tube pasted / jam.
Motor
: Main drive motor 22kw/19kw comutator.
Maximum number of ply
: Economy cut 6 ply : step cut 4 ply.
Maximum number of color : 2 color.
Jumlah Operator
: 5 orang.
3. Line 3 (Pasted Line)
Pada line 3 mesin yang digunakan adalah mesin Tuber Tubing 645M.
Mesin ini adalah mesin yang digunakan untuk mengelem, melipat dan memotong
kertas kraft sekaligus memberi logo dan tulisan pada bagian luar dari kantong
dengan cara printing. Mesin ini di desain khusus untuk dapat mengubah kraft
menjadi kemasan kantong lem (tube pasted) tergantung dengan kebutuhan
produksi.
Spesifikasi dari mesin ini adalah sebagai berikut:
Dimensi
: P=29,1 m, L=3,9 m, T=3,1 m.
Capacity
: 4.500.000 Tubes / month.
Bab III Tinjauan Perusahaan
III-21
Cutting length
: 508 - 1276 mm (12,7 mm step).
Tube width (Gusset)
: 368 - 495 mm.
Tube width (Flat)
: 368 - 685 mm.
Gusset width
: 64 - 175 mm.
Kapasitas maksimum
: 10.200 tube pasted / jam.
Motor
: Main drive motor 22kw/19kw comutator.
Maximum number of ply
: 6 ply.
Maximum number of color : 2 color.
Jumlah Operator
: 5 orang.
4. Line 4 (Pasted Line)
Pada line 4 mesin yang digunakan adalah mesin Tuber Tubing 645M-2.
Mesin ini adalah mesin yang digunakan untuk mengelem, melipat dan memotong
kertas kraft sekaligus memberi logo dan tulisan pada bagian luar dari kantong
dengan cara printing. Mesin ini di desain khusus untuk dapat mengubah kraft
menjadi kemasan kantong lem (tube pasted) tergantung dengan kebutuhan
produksi.
Spesifikasi dari mesin ini adalah sebagai berikut:
Dimensi
: P=29,1 m, L=3,9 m, T=3,1 m.
Capacity
: 4.500.000 Tubes / month.
Cutting length
: 508 - 1276 mm.
Tube width (Gusset)
: 368 - 495 mm.
Tube width (Flat)
: 368 - 685 mm.
Gusset width
: 64 - 175 mm.
Kapasitas maksimum
: 10.200 tube pasted / jam.
Motor
: Main drive motor 22kw/19kw comutator.
Maximum number of ply
: 6 ply.
Maximum number of color : 2 color.
Jumlah Operator
: 5 orang.
Bab III Tinjauan Perusahaan
III-22
5. Line 5 (Pasted Line)
Pada line 5 mesin yang digunakan adalah mesin Tuber Tubing 645M-3.
Mesin ini adalah mesin yang digunakan untuk mengelem, melipat dan memotong
kertas kraft sekaligus memberi logo dan tulisan pada bagian luar dari kantong
dengan cara printing. Mesin ini di desain khusus untuk dapat mengubah kraft
menjadi kemasan kantong lem (tube pasted) tergantung dengan kebutuhan
produksi.
Spesifikasi dari mesin ini adalah sebagai berikut:
Dimensi
: P=29,1 m, L=3,9 m, T=3,1 m.
Capacity
: 4.500.000 Tubes / month.
Cutting length
: 508 - 1276 mm.
Tube width (Gusset)
: 368 - 495 mm.
Tube width (Flat)
: 368 - 685 mm.
Gusset width
: 64 - 175 mm.
Kapasitas maksimum
: 10.200 tube pasted / jam.
Motor
: Main drive motor 22kw/19kw comutator.
Maximum number of ply
: 6 ply.
Maximum number of color : 2 color.
Jumlah Operator
: 5 orang.
Adapun bagian-bagian mesin Tuber yaitu:
a. Paper Roll Stand Unit
Berfungsi sebagai penyangga / penempatan gulungan kertas kraft pada
mesin tuber.
b. Printing Unit
Dilengkapi dengan Rubber Clise yang berfungsi untuk mencetak atau
memberi gambar logo, tulisan atau cap sesuai yang dikehendaki oleh
konsumen.
Bab III Tinjauan Perusahaan
III-23
c. Separated Roll Unit
Peralatan yang digunakan untuk memisahkan lapisan kertas secara
individu.
d. EPC Unit
Peralatan pengontrol posisi kertas pada saat operasi agar kertas tetap
berada pada posisinya.
e. Web Draw unit
Pengatur tegangan kertas agar setiap kertas memiliki tegangan yang
sama.
f. Perforated Unit
Pada peralatan ini terpasang pisau dengan permukaan terputus-putus dan
berfungsi sebagai pelubang kertas yang nantinya akan ditekan oleh
peralatan flush cut device. Lubang-lubang ini berpola seperti garis-garis
putus.
g. Cross Pasting Unit
Digunakan untuk mengelem masing-masing kertas sehingga satu dengan
yang lain akan menempel dan pada saat ditekan oleh perlatan fush cut
device, kertas tidak bergeser.
h. Longitudinal Pasting Unit
Sebagai tempat menempelkan lem pada masing-masing lapisan kertas
dan peralatan pembuat lubang went hole pada kertas yang akan dibuat
kantong.
i. Tube Forming Unit
Peralatan pelipat beberapa lapisan kertas sehingga kertas berbentuk
tubular (tube).
j. Cutting Unit
Peralatan pemotong kertas sistem kerjanya adalah kertas yang sudah
dilubangi oleh perforated unit pada bagian yang berlubang diberikan
tekanan oleh peralatan flush cut.
k. Stacking Conveyor
Bab III Tinjauan Perusahaan
III-24
Peralatan untuk menumpuk sementara hasil tube secara continue dengan
jumlah yang sudah ditentukan sebelum diterima oleh operator.
3.1.9.2 Mesin Bottomer
Mesin ini di desain untuk membuat bottom dari tube kantong semen.
Dalam proses produksinya PT IKSG membagi mesin bottomer menjadi 5 line
dimana pada setiap line terdapat mesin-mesin Bottomer dengan jenis yang
berbeda. Adapun jenis mesin Bottomer yang digunakan yaitu:
1. Line 1 Bottomer 713B-1
Mesin ini berfungsi untuk membuka bottom, memberi valve patch serta
melipatnya sehingga membentuk bottom. Hasil produksi dari mesin ini disebut
dengan pasted bag. Kelebihannya adalah memiliki bottom patch unit yang dapat
memberi logo atau tulisan pada bottomnya.
2. Line 2 Bottomer 712B
Mesin ini berfungsi untuk membuka bottom, memberi valve patch serta
melipatnya sehingga membentuk bottom. Hasil produksi dari mesin ini disebut
dengan pasted bag.
3. Line 3 Bottomer 713B-2
Mesin ini berfungsi untuk membuka bottom, memberi valve patch serta
melipatnya sehingga membentuk bottom. Hasil produksi dari mesin ini disebut
dengan pasted bag. Kelebihannya adalah memiliki bottom patch unit yang dapat
memberi logo atau tulisan pada bottomnya.
Spesifikasi dari mesin bottomer ini adalah sebagai berikut:
Tube length
: 365 - 830 mm.
Tube width
: 280 - 550 mm.
Bottom width
: 85 - 130 mm.
Bottom opening width
: 230 - 320 mm.
Bottom centre distance
: 280 - 700 mm.
Bab III Tinjauan Perusahaan
III-25
Tube length
: 510 - 1020 mm.
Valve patch
o Cutting Length
: 80 - 220 mm.
o Width
: 100 - 280 mm.
o Reel Diameter
: 1300 mm (max).
Bottom patch
o Cutting Length
: 190 - 530 mm.
o Width
: 80 - 180 mm.
o Reel Diameter
: 1300 mm (max).
Kapasitas maksimum
: 10.200 tube / jam.
4. Line 4 Bottomer 713B-3
Mesin ini berfungsi untuk membuka bottom, memberi valve patch serta
melipatnya sehingga membentuk bottom. Hasil produksi dari mesin ini disebut
dengan pasted bag. Kelebihannya adalah memiliki bottom patch unit yang dapat
memberi logo atau tulisan pada bottomnya.
Spesifikasi dari mesin bottomer ini adalah sebagai berikut:
Tube length
: 365 - 830 mm.
Tube width
: 280 - 550 mm.
Bottom width
: 85 - 130 mm.
Bottom opening width
: 230 - 320 mm.
Bottom centre distance
: 280 - 700 mm.
Tube length
: 510 - 1020 mm.
Valve patch
o Cutting Length
: 80 - 220 mm.
o Width
: 100 - 280 mm.
o Reel Diameter
: 1300 mm (max).
Bottom patch
o Cutting Length
: 190 - 530 mm.
o Width
: 80 - 180 mm.
Bab III Tinjauan Perusahaan
o Reel Diameter
Kapasitas maksimum
III-26
: 1300 mm (max).
: 10.200 tube / jam.
5. Line 5 Bottomer 713B-4
Mesin ini berfungsi untuk membuka bottom, memberi valve patch serta
melipatnya sehingga membentuk bottom. Hasil produksi dari mesin ini disebut
dengan pasted bag. Kelebihannya adalah memiliki bottom patch unit yang dapat
memberi logo atau tulisan pada bottomnya.
Spesifikasi dari mesin bottomer ini adalah sebagai berikut:
Tube length
: 365 - 830 mm.
Tube width
: 280 - 550 mm.
Bottom width
: 85 - 130 mm.
Bottom opening width
: 230 - 320 mm.
Bottom centre distance
: 280 - 700 mm.
Tube length
: 510 - 1020 mm.
Valve patch
o Cutting Length
: 80 - 220 mm.
o Width
: 100 - 280 mm.
o Reel Diameter
: 1300 mm (max).
Bottom patch
o Cutting Length
: 190 - 530 mm.
o Width
: 80 - 180 mm.
o Reel Diameter
: 1300 mm (max).
Kapasitas maksimum
: 10.200 tube / jam.
Adapun bagian-bagian mesin Bottomer yaitu:
a. Rotary Feeder
Untuk mengambil tube dari tumpukan satu persatu dan untuk menbantu
gulungan kraft masuk ke dalam alignment unit..
b. Tube Alignment Unit
Bab III Tinjauan Perusahaan
III-27
Digunakan untuk menjamin bahwa masing-masing tube berjalan
sepanjang arah yang tetap pada mesin. Terdapat photo electric untuk
mendeteksi tube yang berjalan tidak lurus kemudian dibuang keluar dari
mesin, selain itu juga terdapat ejector yang berfungsi untuk membuang
tube yang melipat pada sisinya.
c. Diagonal Creasing Unit
Digunakan untuk memberi lipatan diagonal pada kedua sisi tube agar
memudahkan pembukaan dan penutupan bagian atas dan bawah tube.
d. Bottom Opneing Unit
Untuk membukan bagian bottom dari tube. Setiap tube dijepit diantara
dua suction bar, vaccum di suplai pada suction bar melalui valve untuk
menarik tube.
e. Forming Unit
Mesin ini digunakan untuk merekatkan valve patch, dilengkapi dengan
pelipat tambahan pada bagian bawah selanjutnyadiberikan lem dan
menutup bottom.
f. Turning Unit
Digunakan untuk bagian horizontal dan vertical bagian atas dan bawah
tube. Pada bagian atas dan bawah tube dibalik salah satu dari kedua sisi
yaitu keatas dan kebawah.
g. Pressing dan Counting Unit
Digunakan untuk mengeprek penutup atas dan bawah tube dengan tujuan
mencegah agar tube tidak terbuka kembali. Pada unit ini terpasang 2 belt
dan masing-masing belt terpisah dengan unit penggeraknya. Belt tersebut
digerakkan oleh adjustable geared motor yang dikontrol oleh
speedometer dari mesin utama.
h. Stacking Unit
Digunakan untuk penumpukan kantong yang sudah dihitung. Unit ini
dilengkapi dengan sistem pengatur delivery.
Bab III Tinjauan Perusahaan
3.1.10
III-28
Lokasi dan Tata Letak Pabrik
A. Lokasi Pabrik
PT Industri Kemasan Semen Gresik (IKSG) berlokasi di Jl. TubanSemarang 25, Kecamatan Jenu, Kabupaten Tuban, Jawa Timur yang berjarak 115
km dari arah timur kota Surabaya, 25 km dari arah barat dari kota Tuban, 9 km
dari arah selatan Pabrik Semen Gresik dan 1 km arah selatan dari pelabuhan
dengan ketinggian 43 m diatas permukaan laut. Kantor pusat berada di Jakarta.
Lokasi pabrik PT Industri Kemasan Semen Gresik (IKSG) cukup
strategis karena letaknya yang dekat dengan industri Semen Gresik sehingga
untuk tingkat Pengiriman bahan jadi ke Semen Gresik tidak terlalu memakan
waktu banyak. Disamping itu, lokasi pabrik PT Industri Kemasan Semen Gresik
(IKSG) juga sangat dekat dengan pelabuhan yang digunakan sebagai tempat
distribusi bahan baku. Perusahaan ini mempunyai batasan-batasan wilayah
sebagai berikut :
1. Sebelah utara berbatasan dengan pelabuhan,
2. Sebelah selatan berbatasan dengan PT Swabina Gatra, PT UTSG dan PT
Semen Gresik,
3. Sebelah timur berbatasan dengan lahan perikanan, dan
4. Sebelah barat berbatasan dengan lahan pertanian dan rumah penduduk.
B. Tata Letak Pabrik
Tata letak (layout) atau pengaturan dari fasilitasproduksi dan area kerja
yang ada adalah masalah yang sering dijumpai dalam dunia industri. Kita tidak
dapat menghindarinya, sekalipun hanya sekedar pengaturan peralatan atau mesin
di dalam bangunan yang ada serta dalam ruang lingkup yang kecil serta
sederhana. Pertanyaan yang timbul apakah kita telah meletakkan atau mengatur
semua fasilitas produksi tersebut sebaik-baiknya.
Tata letak pabrik atau tata letak fasilitas dapat didefinisikan sebagai tata
cara pengaturan fasilitas-fasilitas fisik pabrik guna memperlancar proses produksi.
Pada umumnya tata letak pabrik yang terencana dengan baik akan ikut
Bab III Tinjauan Perusahaan
III-29
menentukan efisiensi, dan dalam beberapa hal juga akan menjaga kelangsungan
hidup atau kesuksesan kerja suatu industri. Peralatan industi yang mahal
harganya, peralatan yang canggih dan desain produk yang bagus akan tidak ada
artinya akibat perencanaan layout yang sembarangan.
Tujuan pengaturan layout yang baik adalah:
1. Memaksimumkan pemanfaatan peralatan pabrik,
2. Meminimumkan kebutuhan bahan baku,
3. Mengusahakan agar aliran bahan baku untuk produk tetap lancar,
4. Memaksimalkan pemanfaatan ruang yang ada,
5. Memberikan arah komunikasi yang baik untuk karyawan dengan
meningkatkan mesin ruang proses secara benar,
6. Mengoptimalkan hasil produksi,
7. Memaksimalkan keluwesan untuk menghindari hambatan produksi dan
tempat yang terlalu padat,
8. Meminimalkan kebutuhan akan pengawasan dan pengendalian dengan
menempatkan mesin, ruang dan fasilitas penunjang agar mendapatkan
kemudahan dalam komunikasi,
9. Mengefisienkan dan mengefektifkan segala sesuatu yang berhubungan
dengan proses produksi.
Penentuan lokasi pabrik yang strategis memerlukan banyak pertimbangan, karena
kesalaha dalam pemilihan operasi akan dapat mempengaruhi kelancaran produksi
dan mengakibatkan kerugian. Lokasi awal berdirinya PT Industri Kemasan Semen
Gresik (IKSG) ini dikarenakan dekat dengan salah satu pengguna produk jadi
yaitu PT SEMEN GRESIK (Persero).
3.1.11 Proses Produksi
Kegiatan produksi yang dijalankan PT Industri Kemasan Semen Gresik,
Tuban adalah proses produksi secara terus menerus (continue process) atau
dilaksanakan secara berurutan. Hal ini dapat dilihat dari peta proses operasi yang
mengolah bahan baku untuk diproses menjadi produk jadi yang mana dilakukan
secara terus menerus tanpa adanya suatu pemberhentian. Proses penyimpanan
Bab III Tinjauan Perusahaan
III-30
kemasan jadi ke dalam gudang atau storage dalam beberapa waktu tertentu untuk
menunggu diisi oleh semen.
Proses produksi kantong semen di PT IKSG brawal dari gulungangulungan kertas atau kraft roll yang beratnya antara 600 - 900 kg diletakkan diatas
dudukan kertas roll kemudian lembaran kertas yang paling luar dimasukkan ke
dalam printing unit untuk dicetak dengan logo atau cap perusahaan, sedangkan
lembar yang lainnya (lembar laminasi) berikut dengan lembar yang telah dicetak
dimasukkan ke dalam Edge Position Controller dan Web Draw Unit, disini
masing-masing posisi lembaran dan ketegangan dari lembaran diatur secara
otomatis agar tidak berubah hal ini untuk mencegah kegagalan pada saat
pembuatan perforasi pengeleman dan pembentukkan kantong. Masing-masing
lembaran kertas roll yang telah diatur posisinya tersebut kemudian dimasukkan
pada performing unit, disini masing-masing lembaran kertas dibuat lubang
perforasi yang disesuaikan dengan panjang kantong yang akan dibuat, setelah
selesai proses pembuatan perforasi kertas yang pertama dan kedua diberikan lem
di kedua ujung kantong dengan arah melintang di cross pasting unit dengan tujuan
agar masing-masing lembaran kertas dapat melekat satu dengan lainnya dan pada
saat pemberian lem pada bagian atas dan bawah kantong masing-masing lembaran
kertas dapat terbuka dengan sempurna. Lembaran kertas yang telah diberikan lem
pada arah melintang kemudian diberikan lem sepanjang badan kantong pada
longitudinal pasting unit dan setelah itu masing-masing lembaran kertas disatukan
dan dibentuk menjadi bentuk kantong pada tube performing unit kemudian
lembaran tube dibentuk menjadi tube dengan ditarik atau dirobek dengan diberi
tekanan pada bagian perforasi antara dua tube pada tear of unit.
Tube-tube yang telah jadi masing-masing ditumpuk sesuai dengan jumlah
yang ditentukan dan dipindahkan atau dikirim dengan belt conveyor ke mesin
bottomer. Pada proses bottomer tumpukan-tumpukan tube yang berada diatas belt
conveyor dipindahkan dan disusun diatas rotary tube feeder dengan menggunakan
rubber succer tumpukan tube diambil dan dimasukkan kebagian tube aligning
unit secara berurutan satu persatu. Pada tube aligning unit, tube-tube tersebut
diatur kelurusan kedua sisinya dengan bantalan stopper pada timing belt kemudian
Bab III Tinjauan Perusahaan
III-31
tube diberi lipatan diagonal pada kedua sisinya, pembuatan ini bertujuan untuk
memudahkan pembukaan dan penutupan bagian atas dan bawah kantong.
Lembaran tube kemudian ditarik dan dibuka pada bagian atas dan bawah dengan
rotary succer di bottoming opening unit dan dibuatkan lubang katup dengan
diberikan lapisan kertas valve path. Setelah itu tube diberikan lem pada bagian
atas dan bawah kantong di bottoming forming unit . Kantong-kantong yang telah
diberikan lem kemudian dibalik bagian bottomnya dari kedudukan vertical
menjadi horisonral dan kemudian di press menggunakan belt conveyor lalu
dikirim ke bagian penyimpanan kantong kertas atau gudang sebelum dipakai
untuk pengepakkan semen di packing house.
Bab III Tinjauan Perusahaan
III-32
PETA PROSES OPERASI
PEKERJAAN
DEPARTEMEN
NOMOR PETA
SEKARANG ; USULAN
: Tube Kantong Semen
: Produksi
: 48
: Kornelius
: November 2014
DIPETAKAN OLEH
TANGGAL DIPETAKAN
Kertas Kraft
O-1
Printing
O-2
Edge Position Controller
O-3
Web Draw Unit
O-4
Performing Unit
O-5
Cross Pasting
O-6
Longitudinal Pasting Unit
O-7
Tube Forming Unit
O-8
Tear Off Unit
O-9 Conveyor
O-10
Rotary Tube Feeder
O-11
Rotary Sucker
O-12
Tube Aligning Unit
O-13 Bottom Opening Unit
RINGKASAN
KEGIATAN
O-14
Bottom Forming Unit
O-15
Belt Conveyor
JUMLAH
Operasi
13
Operasi + Inspeksi
Gambar 3.7 Peta Proses Operasi
Bab III Tinjauan Perusahaan
III-33
3.1.12 Bahan Baku dan Bahan Penolong PT IKSG
Dalam proses produksi yang berjalan di PT IKSG, untuk membuat
kantung kemasan semen membutuhkan bahan baku, yang terdiri dari 2 macam
jenis bahan baku, yaitu bahan baku utama dan bahan baku penolong.
3.1.12.1 Bahan Baku
Pada proses produksi pembuatan kantong kemasan semen di PT IKSG
menggunakan bahan baku utama atau dasar yang merupakan bahan dasar dalam
pembuatan kantung semen yaitu kertas kraft.
A. Kertas Kraft
Kertas kraft yang dipakai sebagai bahan baku pembuatan kantung
kemasan semen ini dibedakan menjadi dua jenis yaitu : kertas kraft regular yang
terbuat dari serat pendek kayu dan kertas kraft extensible yang terbuat dari serat
panjang pinus. Pada dasarnya kertas kraft regular dipakai untuk pembuatan
kantong semen jenis jahit, sedangkan kertas kraft extensible dipakai untuk
pembuatan kantong semen jenis pasted, tetapi kedua jenis kertas ini dapat saling
menggantikan, artinya apabila kertas kraft regular habis maka untuk membuat
kantong semen jenis jahit dapat pula menggunakan kertas extensible, dan
sebaliknya apabila kertas kraft extensible habis maka untuk membuat kantong
semen jenis pasted dapat menggunakan kertas kraft regular. Bahan baku kertas
kraft ini dipasok dari negara USA dan Swedia. Hal ini dilakukan karena sejak
tahun 1997, sebelumnya bahan baku dipasok dari PT Kertas Kraft Aceh, namun
kualitas dan mutu kertas kraft dari Aceh sudah tidak sesuai dengan kebutuhan
perusahaan, sehingga bahan baku ini lalu diimpor dari luar negeri yaitu merek
Long View dari USA dan merek Mondi dari Swedia. Meskipun lebih mahal
harganya dibandingkan dengan harga jenis kertas kraft dari Aceh, tetapi
perusahaan tidak keberatan karena perusahaan lebih mengutamakan mutu dan
kepuasan konsumen.
Bab III Tinjauan Perusahaan
III-34
Gambar 3.8 Kertas Kraft
Di PT IKSG, terdapat dua gudang stok kraft yang berbeda, yaitu satu khusus
gudang stok kraft milik PT SEMEN GRESIK (Persero) dan satu lagi milik PT
IKSG yang digunakan untuk persediaan atau stok pesanan diluar PT SEMEN
GRESIK (Persero).
Kapasitas stok kraft dikatakan aman jika stok mencukupi kebutuhan
produksi minimal untuk kebutuhan 3 hari atau dengan normal safety stock selama
6 hari. Stock dikatakan tidak aman jika stock hanya tersedia untuk kebutuhan
kurang dari 3 hari. Untuk mengantisipasi terjadinya kekurangan stock persediaan
bahan baku kertas kraft, maka PT IKSG menggunakan sistem metode FIFO (First
In First Out) artinya barang yang datang lebih dulu akan dikeluarkan lebih dulu
pula Kertas kraft tersebut memiliki beberapa ukuran yaitu :
1. 70 gsm, 80 gsm, 90 gsm (digunakan sebagai bodi atau badan kantong).
2. 125 gsm (digunakan sebagai katup atau valve).
Bab III Tinjauan Perusahaan
III-35
3.1.12.2 Bahan Penolong
Bahan baku penolong adalah bahan baku yang menjadi penunjang
produksi kantung kemasan semen, yaitu benang yang dipakai dalam proses
penjahitan kantong semen jenis jahit atau sewing, lem yang dipakai dalam proses
pengeleman pada pembuatan kantong semen jenis lem atau pasted, dan tinta yang
digunakan untuk memberi warna pada logo perusahaan dan tulisan pada kantong
semen sesuai dengan peermintaan perusahaan pemesan.
A. Tinta
Tinta cetak digunakan untuk memberi warna pada logo perusahaan dan
tulisan pada
kantong semen sesuai dengan permintaan perusahaan pemesan.
Tinta yang digunakan dalam proses perwarnaan harus memenuhi batasan
viskositas yang telah ditentukan.
Benang neolin D 1700.
Polymida rope.
Benang jenis 20 / b.
Benang jenis 20 / g.
Benang jenis filler cord.
B. Lem
Perekat merupakan bahan baku pendukung yang penting dalam
pmbuatan kantong Pasted (kantong semen yang direkatkan). Fungsi perekat disini
adalah untuk merekatkan tepi kertas agar berbentuk kantong. Proses ini disebut
proses Bottomer.
Dalam pembuatan kantong semen di PT IKSG Tuban ada tiga jenis
bahan perekat yang dipakai yaitu :
Bab III Tinjauan Perusahaan
III-36
Tapioka, diguanakan untuk merekatkan over lapping kantong jahit jenis
kertas.
Polypropiline (Incasin / biji plastik), digunakan untuk merekatkan over
lapping kantong jahit jenis woven, laminasi dan woven cloth.
Sari kentang (solvibol dan emcol), digunakan untuk merekatkan bottom
width kantong pasted.
Gambar 3.9 Lokasi Unit Lem
Anda mungkin juga menyukai
- Agung Fajarillah 200601151Dokumen7 halamanAgung Fajarillah 200601151Ainur MutasyahBelum ada peringkat
- Tips memulai dan Mengembangkan Wirausaha ITDari EverandTips memulai dan Mengembangkan Wirausaha ITPenilaian: 3.5 dari 5 bintang3.5/5 (74)
- K3 PT Petrokimia Gresik - A5Dokumen45 halamanK3 PT Petrokimia Gresik - A5Farhan AryaputraBelum ada peringkat
- Laporan PKL Bab 1-6Dokumen67 halamanLaporan PKL Bab 1-6Jam EigerBelum ada peringkat
- AcuanDokumen10 halamanAcuanyayaskyuBelum ada peringkat
- Rencana pemasaran dalam 4 langkah: Strategi dan poin-poin penting untuk membuat rencana pemasaran yang berhasilDari EverandRencana pemasaran dalam 4 langkah: Strategi dan poin-poin penting untuk membuat rencana pemasaran yang berhasilBelum ada peringkat
- Rizki Febrianti (21622137) Akun. Malam 2 - Makalah Siklus Proses Bisnis PT. Semen IndonesiaDokumen24 halamanRizki Febrianti (21622137) Akun. Malam 2 - Makalah Siklus Proses Bisnis PT. Semen IndonesiaTeddy RendraBelum ada peringkat
- Draf MagangDokumen44 halamanDraf MagangMaria Resta Sabrina100% (1)
- Laporan SOPDokumen13 halamanLaporan SOPJeffry ArdiantoroBelum ada peringkat
- Bab Iii Gambaran Umum PerusahaanDokumen24 halamanBab Iii Gambaran Umum PerusahaanRizal Nur SafiiBelum ada peringkat
- MO TriwiatmokoDokumen36 halamanMO TriwiatmokoAldhita HaryantoBelum ada peringkat
- Bab IiiDokumen8 halamanBab IiiCandra NapoleonBelum ada peringkat
- Rizki Febrianti (21622137) Akun. Malam 2 - Makalah Siklus Proses Bisnis PT. Semen IndonesiaDokumen22 halamanRizki Febrianti (21622137) Akun. Malam 2 - Makalah Siklus Proses Bisnis PT. Semen IndonesiaTeddy RendraBelum ada peringkat
- Analisis Kebijakan Bisnis Pada PT. Semen IndonesiaDokumen66 halamanAnalisis Kebijakan Bisnis Pada PT. Semen IndonesiaRizky ArdiningtyasBelum ada peringkat
- Materi Umum KPDokumen69 halamanMateri Umum KPVan PradanaBelum ada peringkat
- Laporan Mki Kalirejo Edit - 4Dokumen48 halamanLaporan Mki Kalirejo Edit - 4Haryawan WahyuBelum ada peringkat
- Makalah Etika BisnisDokumen6 halamanMakalah Etika BisnisDwi KurniawanBelum ada peringkat
- PT. BogasariDokumen44 halamanPT. BogasariIsaacNarendraAkbar100% (1)
- Bab IiiDokumen25 halamanBab Iiiarini100% (1)
- Bab IiiDokumen8 halamanBab IiimartinBelum ada peringkat
- Penerapan TQM Pada An PertanianDokumen67 halamanPenerapan TQM Pada An PertanianMa' Mun100% (2)
- Makalah SemenDokumen17 halamanMakalah SemenIrman AgaliaBelum ada peringkat
- Laporan PT Indofood (Irma) SafweftwDokumen28 halamanLaporan PT Indofood (Irma) SafweftwEritaAryaniBelum ada peringkat
- Proposal PT PETROKIMIA GRESIKDokumen10 halamanProposal PT PETROKIMIA GRESIK04Arif Alfaridzy DasuqieBelum ada peringkat
- Uts Tata KelolaDokumen11 halamanUts Tata KelolayatBelum ada peringkat
- Lporn PRJRNDokumen8 halamanLporn PRJRNFajar AryaBelum ada peringkat
- Kewirausahaan Dan Inovasi Usaha AgribisnisDokumen9 halamanKewirausahaan Dan Inovasi Usaha AgribisnisAyu Indah LestariBelum ada peringkat
- Poacc SDM MalindoDokumen23 halamanPoacc SDM MalindoAhmad MasykurBelum ada peringkat
- Palur RayaDokumen47 halamanPalur RayababehfauziBelum ada peringkat
- Makalah Seminar MagangDokumen22 halamanMakalah Seminar MagangRizka Arifani KromodimedjoBelum ada peringkat
- Tatanan Dunia Baru Bab 1-EndDokumen81 halamanTatanan Dunia Baru Bab 1-EndYasin ellekBelum ada peringkat
- Bab II Profil PerusahaanDokumen19 halamanBab II Profil PerusahaanrakaBelum ada peringkat
- Pengendalian Persediaan Bahan Baku PT Indofood CBP Sukses Makmur, TBKDokumen7 halamanPengendalian Persediaan Bahan Baku PT Indofood CBP Sukses Makmur, TBKAisyah SekaryantiBelum ada peringkat
- Laporan Praktik Kerja Industri 1Dokumen22 halamanLaporan Praktik Kerja Industri 1David Oinkk100% (1)
- Bab 12345Dokumen25 halamanBab 12345Gegek FrendBelum ada peringkat
- Analisis Laporan Keungan PT Indofood - 10Dokumen18 halamanAnalisis Laporan Keungan PT Indofood - 10Ni Kadek herlin AndrianiBelum ada peringkat
- Analisa Strategi Penggabungan PT. Semen IndonesiaDokumen6 halamanAnalisa Strategi Penggabungan PT. Semen IndonesiaAli Syaifudin100% (1)
- Laporan PKL PT. Ciomas Adisatwa Unit MakassarDokumen22 halamanLaporan PKL PT. Ciomas Adisatwa Unit MakassarMuhammad Syafi'y Yusuf100% (1)
- Laporan Kerja PraktekDokumen105 halamanLaporan Kerja PraktekIbad Al Firdaus100% (1)
- Kunjungan Pabrik Indofood Cabang JambiDokumen18 halamanKunjungan Pabrik Indofood Cabang JambiJohan SimanjuntakBelum ada peringkat
- BAB I Laporan KP PT - Meskom Agro SarimasDokumen9 halamanBAB I Laporan KP PT - Meskom Agro SarimasArya RahmanBelum ada peringkat
- Makalah Stmik Konveksi RiziqDokumen10 halamanMakalah Stmik Konveksi Riziqrecky ernawanBelum ada peringkat
- Bab 1 RefDokumen13 halamanBab 1 RefrahmatBelum ada peringkat
- Contoh SoalDokumen20 halamanContoh SoalRisa Eka WulandariBelum ada peringkat
- PendahuluanDokumen32 halamanPendahuluanINDAHBelum ada peringkat
- ForecastingDokumen117 halamanForecastingMuchammad Badrus SururBelum ada peringkat
- Bab IiDokumen25 halamanBab IiAswari AndhikaBelum ada peringkat
- Makalah Siklus Produksi Dan Penggajian PT - Semen Indo (Rini Anggraeni)Dokumen16 halamanMakalah Siklus Produksi Dan Penggajian PT - Semen Indo (Rini Anggraeni)Rini Anggraeni Islamay PassyaBelum ada peringkat
- Pt. Semen Indonesia Tanpa CoverDokumen24 halamanPt. Semen Indonesia Tanpa CoverAprilia NovitaBelum ada peringkat
- Manajemen Tambang PTBADokumen30 halamanManajemen Tambang PTBASittah DewiBelum ada peringkat
- Laporan Kunjungan Dunia IndustriDokumen27 halamanLaporan Kunjungan Dunia IndustriDeniBelum ada peringkat
- Laporan PKL PT Ciomas Adisatwa Unit Makassardocx PDFDokumen22 halamanLaporan PKL PT Ciomas Adisatwa Unit Makassardocx PDFFerly Andriana100% (1)
- Makalah Akuntansi Biaya Kel 6 (Bab1&2)Dokumen6 halamanMakalah Akuntansi Biaya Kel 6 (Bab1&2)Alfira Kusumah DewiBelum ada peringkat
- Bab Iv Hasil Penelitian Dan PembahasanDokumen31 halamanBab Iv Hasil Penelitian Dan Pembahasandesy yamichakBelum ada peringkat
- Bab IDokumen24 halamanBab IDheBelum ada peringkat
- Analisis Kasus Indofood (MEJIK)Dokumen29 halamanAnalisis Kasus Indofood (MEJIK)ating mm0% (1)
- Bab IvDokumen26 halamanBab IvYusup Nur SyahidBelum ada peringkat