Anda mungkin juga menyukai
- Proses Bending Dan BlenkingDokumen13 halamanProses Bending Dan Blenkingwonx92100% (2)
- Makalah BendingDokumen9 halamanMakalah BendingPeter binsar Abet NegoBelum ada peringkat
- BendingDokumen12 halamanBendingZefani KrisnawanBelum ada peringkat
- PembengkokanDokumen12 halamanPembengkokanJaya RusyanaBelum ada peringkat
- Mesin Bending Dan Proses PembendinganDokumen9 halamanMesin Bending Dan Proses PembendinganNoor Rochman100% (1)
- Teori Dasar FoldingDokumen4 halamanTeori Dasar FoldingAsdfghBelum ada peringkat
- Angel BendingDokumen9 halamanAngel BendingRobby GusnaldyBelum ada peringkat
- Makalah Uji Lengkug Kleas 2BDokumen12 halamanMakalah Uji Lengkug Kleas 2BJual BeliBelum ada peringkat
- 21067063-Rezeki Genesis Sitompul-27 Oktober 2021Dokumen9 halaman21067063-Rezeki Genesis Sitompul-27 Oktober 2021Rezeki genesisn sitompulBelum ada peringkat
- Makalah BendingDokumen12 halamanMakalah BendingMuh. MuhklisinBelum ada peringkat
- Bab IV Pembengkokan 3 PlatDokumen14 halamanBab IV Pembengkokan 3 PlatBambang Nugraha PratamaBelum ada peringkat
- Makalah Uji Bending Berhasil Semoga Gaes - CompressDokumen13 halamanMakalah Uji Bending Berhasil Semoga Gaes - CompressJual BeliBelum ada peringkat
- Proses Pembentukan BendingDokumen20 halamanProses Pembentukan BendingZainal AbidinBelum ada peringkat
- Uas IndoDokumen16 halamanUas IndoSolida SepastikaBelum ada peringkat
- Materi Hot SpinningDokumen8 halamanMateri Hot SpinningRezzaAlam0% (1)
- PembengkokanDokumen7 halamanPembengkokanhasbyBelum ada peringkat
- Sheet Metal WorkingDokumen20 halamanSheet Metal WorkingWinda Mariana0% (2)
- Tugas Minggu Xi FabrikasiDokumen15 halamanTugas Minggu Xi FabrikasiAde Tira WongBelum ada peringkat
- BendingDokumen46 halamanBendingIr-Van WahyudiBelum ada peringkat
- Laporan Sheet Metal KEL 1 1Dokumen23 halamanLaporan Sheet Metal KEL 1 1Eban TamaBelum ada peringkat
- Mengenal Apa Itu Proses BendingDokumen4 halamanMengenal Apa Itu Proses BendingNugraha Potong Tekuk PlatBelum ada peringkat
- Proses Forging Dan Bending, Abdul Rahman Suhardi Djafar-44322053Dokumen20 halamanProses Forging Dan Bending, Abdul Rahman Suhardi Djafar-44322053Abd rahman Suhardi DjafarBelum ada peringkat
- Proses Pembentukan BendingDokumen20 halamanProses Pembentukan BendingNadiyah RohmatullahBelum ada peringkat
- Beberapa Cara Teknik Tekuk PlatDokumen8 halamanBeberapa Cara Teknik Tekuk PlatasepBelum ada peringkat
- STUDY CASE - Process of Making Drum Can. Mass Production Plant in JapanDokumen20 halamanSTUDY CASE - Process of Making Drum Can. Mass Production Plant in JapanKhalif Fakhriza MBelum ada peringkat
- Pembentukan Plat LogamDokumen10 halamanPembentukan Plat LogamRavi'i VotechBelum ada peringkat
- P4 - Sheet Metal WorkingDokumen37 halamanP4 - Sheet Metal WorkingAlif AlviantoBelum ada peringkat
- Metal Forming ProcessDokumen26 halamanMetal Forming ProcessFouad Moh'd50% (2)
- Pengujian LengkungDokumen13 halamanPengujian LengkungFranciscoSilvaBelum ada peringkat
- Sheet MetalworkingDokumen15 halamanSheet MetalworkingMuammar FattanBelum ada peringkat
- Proses Sheet Metalworking Tugas-1Dokumen18 halamanProses Sheet Metalworking Tugas-1GalihBelum ada peringkat
- Topik 6 Proses Pembentukan Sheet MetalDokumen33 halamanTopik 6 Proses Pembentukan Sheet MetalJoko SedyonoBelum ada peringkat
- 9.rolling, Forming and ExtrusionDokumen12 halaman9.rolling, Forming and ExtrusionAmin Gustilana SamsudinBelum ada peringkat
- Proses Pembentukan DinginDokumen6 halamanProses Pembentukan DinginFeri TriyonoBelum ada peringkat
- BendingDokumen17 halamanBendingArif D Rahman HakimBelum ada peringkat
- Pengerjaan Dingin LogamDokumen61 halamanPengerjaan Dingin LogamMohammed Niqris100% (1)
- Sheet Metal Forming-DmDokumen27 halamanSheet Metal Forming-DmAndri Dwi Maryanto100% (1)
- Laporan Praktiukm Modul Bending - 120170100 - Yeremia SiraitDokumen25 halamanLaporan Praktiukm Modul Bending - 120170100 - Yeremia SiraitPaulus SiahaanBelum ada peringkat
- Metal FormingDokumen19 halamanMetal FormingMuhammad Iqbal WiawanBelum ada peringkat
- Makalah V-Bending Proses ManufacturDokumen7 halamanMakalah V-Bending Proses ManufacturRudhy JulivaBelum ada peringkat
- Sambungan Paku KelingDokumen28 halamanSambungan Paku KelingfattihdiwaaBelum ada peringkat
- Tugas Material Teknik Proses Pembentukan LogamDokumen15 halamanTugas Material Teknik Proses Pembentukan LogamInal -Die100% (1)
- Makalah Proses Sheet Metal FormingDokumen16 halamanMakalah Proses Sheet Metal FormingEka ErwantoBelum ada peringkat
- Bab 2Dokumen18 halamanBab 2siaga 1Belum ada peringkat
- MAKALAH Tugas 2 V BendingDokumen13 halamanMAKALAH Tugas 2 V BendingRudhy JulivaBelum ada peringkat
- SpinningDokumen2 halamanSpinningok paijo100% (1)
- FABRIKASIDokumen6 halamanFABRIKASIvivi yulia sari0% (1)
- Bulk and Sheet Metal FormingDokumen9 halamanBulk and Sheet Metal FormingRommyBelum ada peringkat
- Forging 2Dokumen27 halamanForging 2Hidayat Taufiq RahmanBelum ada peringkat
- Contoh Produk Hasil Dari Proses SpinningDokumen4 halamanContoh Produk Hasil Dari Proses SpinningIbnu AwallaBelum ada peringkat
- Definisi SpringbackDokumen8 halamanDefinisi Springbackfitriaheda100% (1)
- Proses ManufakturDokumen11 halamanProses Manufakturrifki centilBelum ada peringkat
- Hot Working ProcessDokumen8 halamanHot Working ProcessMela rizki angrainiBelum ada peringkat
- Materi KD 3.7 Pembentukan Logam Bagian Ke-2Dokumen4 halamanMateri KD 3.7 Pembentukan Logam Bagian Ke-2Abu BakarBelum ada peringkat
- 11744S1TMME62732018 - Perencanaan Proses Manufaktur - Pertemuan 14 - Materi TambahanDokumen18 halaman11744S1TMME62732018 - Perencanaan Proses Manufaktur - Pertemuan 14 - Materi TambahanputrimaulyaBelum ada peringkat
- Laprak RIVETDokumen9 halamanLaprak RIVETGita SariBelum ada peringkat
- Makalah Bending Plat Kelompok 4Dokumen10 halamanMakalah Bending Plat Kelompok 4Cak NarBelum ada peringkat
- Teori BeljarDokumen15 halamanTeori BeljardovieargaBelum ada peringkat
- Teknik Pembentukan Pelat LogamDokumen196 halamanTeknik Pembentukan Pelat Logamzyrajawa0% (1)
- Presentation 1Dokumen18 halamanPresentation 1dovieargaBelum ada peringkat
- 11 DES - Tugas (P)Dokumen1 halaman11 DES - Tugas (P)dovieargaBelum ada peringkat
- StrategiDokumen28 halamanStrategidovieargaBelum ada peringkat
- Pabrik Pembuatan KawatDokumen8 halamanPabrik Pembuatan KawatdovieargaBelum ada peringkat
- Pengelasan Power PointDokumen20 halamanPengelasan Power PointdovieargaBelum ada peringkat
- Cara Masuk Sebagai AdminDokumen17 halamanCara Masuk Sebagai AdmindovieargaBelum ada peringkat
- InventDokumen3 halamanInventdovieargaBelum ada peringkat
- IsiDokumen104 halamanIsidovieargaBelum ada peringkat
- Cutting PlanDokumen17 halamanCutting PlanSarah MullinsBelum ada peringkat
- Kajian Materi Wire WodDokumen15 halamanKajian Materi Wire WoddovieargaBelum ada peringkat
- Fathul I'Lmi - Design Process of Machine ElementsDokumen12 halamanFathul I'Lmi - Design Process of Machine ElementsdovieargaBelum ada peringkat
- Bab 2 Pembahasan IsiDokumen11 halamanBab 2 Pembahasan IsidovieargaBelum ada peringkat
- Seminar NasionalDokumen12 halamanSeminar NasionaldovieargaBelum ada peringkat
- Latihan 3 Kepala GambarDokumen1 halamanLatihan 3 Kepala GambardovieargaBelum ada peringkat
- Tanda PengelasanDokumen15 halamanTanda PengelasandovieargaBelum ada peringkat
- Auto CAD 2 - ModifyDokumen12 halamanAuto CAD 2 - ModifydovieargaBelum ada peringkat
- Auto CAD 3 - Object Properties Dan Layer ManagerDokumen5 halamanAuto CAD 3 - Object Properties Dan Layer ManagerdovieargaBelum ada peringkat
- Latihan 2-1 Sampai 2-10 Modifikasi GambarDokumen10 halamanLatihan 2-1 Sampai 2-10 Modifikasi GambardovieargaBelum ada peringkat
- Auto Cad 1-Draw Tools, Object Snap, Dynamic InputDokumen14 halamanAuto Cad 1-Draw Tools, Object Snap, Dynamic InputdovieargaBelum ada peringkat
- Entitas Gambar - Latihan 1-10 Sampai 1-14Dokumen12 halamanEntitas Gambar - Latihan 1-10 Sampai 1-14dovieargaBelum ada peringkat
- Pabrik Pembuatan KawatDokumen8 halamanPabrik Pembuatan KawatdovieargaBelum ada peringkat
- Auto CAD 4 - Pemberian Ukuran Dan AnotasiDokumen8 halamanAuto CAD 4 - Pemberian Ukuran Dan AnotasidovieargaBelum ada peringkat
- Pemeriksaan KesikuanDokumen28 halamanPemeriksaan KesikuandovieargaBelum ada peringkat
- Laporan CNC Tu-3aDokumen13 halamanLaporan CNC Tu-3adovieargaBelum ada peringkat
- Kajian Materi Powder MetalurgiDokumen13 halamanKajian Materi Powder MetalurgidovieargaBelum ada peringkat
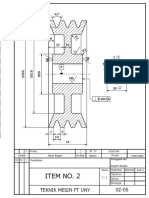
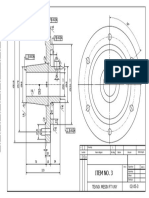
- PulleyDokumen1 halamanPulleydovieargaBelum ada peringkat
- Bolt & NutDokumen1 halamanBolt & NutdovieargaBelum ada peringkat
- HousingDokumen1 halamanHousingdovieargaBelum ada peringkat