Anda mungkin juga menyukai
- Hot WorkingDokumen16 halamanHot WorkingDeri Setiana0% (1)
- Makalah BendingDokumen9 halamanMakalah BendingPeter binsar Abet NegoBelum ada peringkat
- Jenis-Jenis Pillow Block BearingsDokumen3 halamanJenis-Jenis Pillow Block BearingsAndi BetaBelum ada peringkat
- Proses Pembuatan Fuel Tank Suzuki Satria Fu 150 Pada Section Welding Di Pt. Suzuki Indomobil MotorDokumen17 halamanProses Pembuatan Fuel Tank Suzuki Satria Fu 150 Pada Section Welding Di Pt. Suzuki Indomobil MotorKhansa Jihan100% (1)
- Fungsi Kunci LDokumen5 halamanFungsi Kunci LagusBelum ada peringkat
- Proses Pembuatan Velg RacingDokumen23 halamanProses Pembuatan Velg RacingDian RestiBelum ada peringkat
- Bab 1Dokumen42 halamanBab 1Putra Kanjeng Romo RomoBelum ada peringkat
- Bearing, Seal & GasketDokumen16 halamanBearing, Seal & GasketFajry Ahmad HidayatBelum ada peringkat
- Materi Tribologi 1Dokumen23 halamanMateri Tribologi 1Sidik SusiloBelum ada peringkat
- Makalah Terkait Sambungan Dan Gasket - RobinsonPasaribu - 6160515201001Dokumen21 halamanMakalah Terkait Sambungan Dan Gasket - RobinsonPasaribu - 6160515201001Robinson Pasaribu100% (1)
- Isi Makalah Bantalan LuncurDokumen11 halamanIsi Makalah Bantalan LuncurBambang SetyokoBelum ada peringkat
- Job Sheet Praktikum Prosedur Pembongkaran Dan Perakitan Bantalan Gelinding PDFDokumen7 halamanJob Sheet Praktikum Prosedur Pembongkaran Dan Perakitan Bantalan Gelinding PDFOElil AmriBelum ada peringkat
- Kopling Flens KakuDokumen2 halamanKopling Flens KakuLukeAktavianBelum ada peringkat
- Kerja Pelat CiptaDokumen75 halamanKerja Pelat CiptaCipta Andri Jhona Sinuraya100% (1)
- Perencanaan Jadwal Perawatan Mesin Sekrap Merek Ajax Ajs 350Dokumen7 halamanPerencanaan Jadwal Perawatan Mesin Sekrap Merek Ajax Ajs 350Nabila Fany Pristanova0% (1)
- Pemeriksaan Dan Pengukuran Camshaft Atau Poros Nok (Noken As)Dokumen7 halamanPemeriksaan Dan Pengukuran Camshaft Atau Poros Nok (Noken As)Irwanta GintingBelum ada peringkat
- Bantalan LuncurDokumen6 halamanBantalan LuncurAditya BakriBelum ada peringkat
- Pengertian PelumasanDokumen10 halamanPengertian PelumasanIdaman WarBelum ada peringkat
- Laporan PraktikumDokumen18 halamanLaporan PraktikumheruBelum ada peringkat
- Gasket Kepala SilinderDokumen20 halamanGasket Kepala SilinderWakhid DiyantoBelum ada peringkat
- Bubut Dan Freis - TMABDokumen19 halamanBubut Dan Freis - TMABAch Arif SetiawanBelum ada peringkat
- Rancang Bangun Mesin Injeksi Plastik Dengan Sistem Penekan PneumatikDokumen110 halamanRancang Bangun Mesin Injeksi Plastik Dengan Sistem Penekan PneumatikAcep PrasetioBelum ada peringkat
- Proses Stamping Adalah Proses Pencetakan Metal Secara Dingin Dengan Menggunakan Dies Dan Mesin Press Umumnya Plate Yang DicetakDokumen2 halamanProses Stamping Adalah Proses Pencetakan Metal Secara Dingin Dengan Menggunakan Dies Dan Mesin Press Umumnya Plate Yang DicetakUgiezRagielBelum ada peringkat
- 1.a.perawatan BearingDokumen13 halaman1.a.perawatan BearingLulu LutfiaBelum ada peringkat
- Perancangan Mur Dan BautDokumen19 halamanPerancangan Mur Dan Bautponi kioBelum ada peringkat
- 4904 12933 1 EdDokumen7 halaman4904 12933 1 EdSugianto ManurungBelum ada peringkat
- Skripsi Yoghi 5796 PDFDokumen312 halamanSkripsi Yoghi 5796 PDFAntonius DikkiBelum ada peringkat
- Perencanaan BantalanDokumen9 halamanPerencanaan BantalanMuhammad Ridho IllahiBelum ada peringkat
- Keuntungan Penggunaan Gas Argon Dibanding HeliumDokumen1 halamanKeuntungan Penggunaan Gas Argon Dibanding HeliumanthonysalimmasrikanBelum ada peringkat
- BantalanDokumen44 halamanBantalanajis mahfudinBelum ada peringkat
- Pengertian BearingDokumen6 halamanPengertian BearingM Roy GustiarBelum ada peringkat
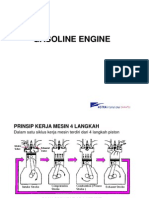
- Gasoline EngineDokumen67 halamanGasoline EngineSamsul Bakhri TayirBelum ada peringkat
- ModulcuttingplatDokumen11 halamanModulcuttingplatrafika irmayantiBelum ada peringkat
- Perancangan Dies Kelompok 1Dokumen10 halamanPerancangan Dies Kelompok 1Reza RamadhanBelum ada peringkat
- Presentasi Perencanaan PistonDokumen16 halamanPresentasi Perencanaan Pistonalvin sadam oktavianBelum ada peringkat
- Laporan Bengkel Power TrainDokumen37 halamanLaporan Bengkel Power TrainMaulya R SBelum ada peringkat
- Piston Mesin Sepeda MotorDokumen5 halamanPiston Mesin Sepeda MotorHardi SaputraBelum ada peringkat
- MAKALAH Standarisasi OliDokumen11 halamanMAKALAH Standarisasi Oliyasin100% (1)
- Penandaan (Teori)Dokumen5 halamanPenandaan (Teori)adhybrusBelum ada peringkat
- Proses Pembuatan Komponen Otomotif Menggunakan Mesin Die CastingDokumen7 halamanProses Pembuatan Komponen Otomotif Menggunakan Mesin Die CastingDony GunawanBelum ada peringkat
- Makalah Mata Kuliah Manajemen LingkunganDokumen15 halamanMakalah Mata Kuliah Manajemen LingkunganqqmuluBelum ada peringkat
- Clutch (Kopling)Dokumen52 halamanClutch (Kopling)Yeyensi mayang sariBelum ada peringkat
- Laporan Proses Pengecoran LogamDokumen11 halamanLaporan Proses Pengecoran LogamArief SynysterBelum ada peringkat
- Proses ProduksiDokumen17 halamanProses Produksitemmy candra wijaya100% (1)
- Ciri-Ciri Dan Sifat BantalanDokumen1 halamanCiri-Ciri Dan Sifat Bantalanainun_2412Belum ada peringkat
- Deformasi Dan Proses Pembentukan VelgDokumen11 halamanDeformasi Dan Proses Pembentukan VelgSheila Pramusiwi RozitawatiBelum ada peringkat
- Pengertian PistonDokumen6 halamanPengertian PistonLiska NathaniaBelum ada peringkat
- 912 Proses Squeezing Tekanan DefinisiDokumen70 halaman912 Proses Squeezing Tekanan DefinisiwahyuBelum ada peringkat
- MACAM BearingDokumen10 halamanMACAM BearingRudi SugionoBelum ada peringkat
- Preventive Maintenance Pada Motor Vario 125Dokumen4 halamanPreventive Maintenance Pada Motor Vario 125Naufal ZuhdiBelum ada peringkat
- Maz-Modul Praktik Pengukuran Tak Langsung RevisiDokumen24 halamanMaz-Modul Praktik Pengukuran Tak Langsung RevisiAhmad Z. SultanBelum ada peringkat
- Versi Tugas Atik Setyani 1706082343Dokumen19 halamanVersi Tugas Atik Setyani 1706082343Nur AminBelum ada peringkat
- PasakDokumen13 halamanPasakHidayat Muhammad NurBelum ada peringkat
- Pembuatan Flywheel Dengan Cara PengecoranDokumen7 halamanPembuatan Flywheel Dengan Cara Pengecoranjons ndruwBelum ada peringkat
- Jenis Jenis Produk Metal Stamping C04Dokumen10 halamanJenis Jenis Produk Metal Stamping C04SyahshaiBelum ada peringkat
- Bab IV Perawatan MesinDokumen4 halamanBab IV Perawatan MesinSyaifudin ZuhriBelum ada peringkat
- Perencanaan PengecoranDokumen25 halamanPerencanaan PengecoranFathoni AhmadBelum ada peringkat
- Tugas KoplingDokumen8 halamanTugas KoplingBaim Daeng WarranggiBelum ada peringkat
- Yamaha MioDokumen24 halamanYamaha MiowinfridarmantoBelum ada peringkat
- Uas IndoDokumen16 halamanUas IndoSolida SepastikaBelum ada peringkat
- Tugas 1Dokumen5 halamanTugas 1Hasby AsBelum ada peringkat
- Sambungan BautDokumen64 halamanSambungan Bautian s wicaksonoBelum ada peringkat
- Cover Makalah Ilmu Sosial Budaya DasarDokumen3 halamanCover Makalah Ilmu Sosial Budaya DasarhasbyBelum ada peringkat
- Tabung BertekananDokumen37 halamanTabung BertekananhasbyBelum ada peringkat
- Rem CakramDokumen4 halamanRem CakramhasbyBelum ada peringkat
- Adalah Perubahan Pada Kebudayaan Atau Kebiasaan Pada MasyarakatDokumen1 halamanAdalah Perubahan Pada Kebudayaan Atau Kebiasaan Pada MasyarakathasbyBelum ada peringkat
- Kepada YthDokumen1 halamanKepada YthhasbyBelum ada peringkat
- Proposal PKLDokumen8 halamanProposal PKLhasbyBelum ada peringkat
- WAKWAWDokumen2 halamanWAKWAWhasbyBelum ada peringkat
- SURAT PERNYATAAN PERSETUJUAN EditDokumen2 halamanSURAT PERNYATAAN PERSETUJUAN EdithasbyBelum ada peringkat
- WAKWAW IkhwanDokumen2 halamanWAKWAW IkhwanhasbyBelum ada peringkat
- DistribusiDokumen25 halamanDistribusiOki Oktora RinaldiBelum ada peringkat
- Power ScrewDokumen66 halamanPower ScrewhasbyBelum ada peringkat
- Santika Lorena: FebriantiDokumen1 halamanSantika Lorena: FebriantihasbyBelum ada peringkat
- Electron Beam Machining (EBM)Dokumen6 halamanElectron Beam Machining (EBM)hasbyBelum ada peringkat
- How To Be General AffairsDokumen1 halamanHow To Be General AffairshasbyBelum ada peringkat
- 04 Kepmen 48-2004 Tata Cara Pembuatan PPDokumen12 halaman04 Kepmen 48-2004 Tata Cara Pembuatan PPdien76Belum ada peringkat
- 1 Kualitas PribadiDokumen10 halaman1 Kualitas Pribadidewi milawatiBelum ada peringkat
- 5 Tipe Karyawan Di Kantor KitaDokumen3 halaman5 Tipe Karyawan Di Kantor KitahasbyBelum ada peringkat
- 5 Tipe Karyawan Di Kantor KitaDokumen3 halaman5 Tipe Karyawan Di Kantor KitahasbyBelum ada peringkat
- 1.struktur Kristal (Hand Out)Dokumen12 halaman1.struktur Kristal (Hand Out)Rofiq FauziBelum ada peringkat
- 490 738 2 PBDokumen6 halaman490 738 2 PBhasbyBelum ada peringkat
- Chemical Vapor Deposition (CVD)Dokumen8 halamanChemical Vapor Deposition (CVD)hasbyBelum ada peringkat