0% menganggap dokumen ini bermanfaat (0 suara)
374 tayangan9 halamanStrategi Tata Letak
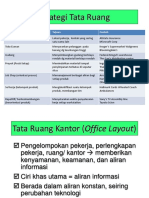
Dokumen tersebut membahas strategi perencanaan tata letak (layout) yang tepat untuk meningkatkan produktivitas perusahaan. Beberapa poin penting yang diangkat adalah pengaruh perubahan desain produk, fasilitas, dan pelanggan terhadap perencanaan layout, serta jenis-jenis layout seperti berorientasi proses, produk, gudang, dan ritel. Diberikan pula contoh perhitungan jarak muatan untuk memperbaiki layout gudang perusahaan.
Diunggah oleh
Alis Puspita DewiHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd
0% menganggap dokumen ini bermanfaat (0 suara)
374 tayangan9 halamanStrategi Tata Letak
Dokumen tersebut membahas strategi perencanaan tata letak (layout) yang tepat untuk meningkatkan produktivitas perusahaan. Beberapa poin penting yang diangkat adalah pengaruh perubahan desain produk, fasilitas, dan pelanggan terhadap perencanaan layout, serta jenis-jenis layout seperti berorientasi proses, produk, gudang, dan ritel. Diberikan pula contoh perhitungan jarak muatan untuk memperbaiki layout gudang perusahaan.
Diunggah oleh
Alis Puspita DewiHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd