Anda mungkin juga menyukai
- Makalah Mesin BubutDokumen11 halamanMakalah Mesin BubutCut DanzBelum ada peringkat
- Makalah Mesin BubutDokumen15 halamanMakalah Mesin BubutIndra MaulanaBelum ada peringkat
- BAB III Mesin SekrapDokumen25 halamanBAB III Mesin SekrapAskabul Kappo KappiBelum ada peringkat
- Laporan Praktikum Proses ReproduksiDokumen67 halamanLaporan Praktikum Proses Reproduksimocoz0% (1)
- Mesin GurdiDokumen18 halamanMesin GurdiThoif ZaraBelum ada peringkat
- Perancangan Mesin Potong SingkongDokumen47 halamanPerancangan Mesin Potong SingkongDinar Sinaga100% (2)
- Makalah Mesin FraisDokumen13 halamanMakalah Mesin Frais'Obay' Bayu Nugroho100% (1)
- Kelompok5 Modul1Dokumen15 halamanKelompok5 Modul1Ki Hajar DoelBelum ada peringkat
- Definisi Dan Fungsi Mesin BorDokumen2 halamanDefinisi Dan Fungsi Mesin BorAde R HidayatullahBelum ada peringkat
- MESIN GERINDA ModulDokumen11 halamanMESIN GERINDA ModulRezqy Prasongko100% (1)
- Laporan Sekrap Riojuan Dosen FixDokumen55 halamanLaporan Sekrap Riojuan Dosen Fix18-073 RIOJUAN TAMBUNANBelum ada peringkat
- Laporan Akhir - Nico WirawanDokumen26 halamanLaporan Akhir - Nico Wirawannico wirawanBelum ada peringkat
- Tegangan PatahDokumen20 halamanTegangan Patahwayangunawan100% (1)
- Bab III Milling MachineDokumen9 halamanBab III Milling MachineIscha CynthiaBelum ada peringkat
- Laporan CNC KitaDokumen16 halamanLaporan CNC KitaRizka Mardatillah Alne100% (1)
- Surface GrindingDokumen14 halamanSurface GrindingArief MardzukicBelum ada peringkat
- Proposal KoplingDokumen12 halamanProposal Koplingalfath andrianBelum ada peringkat
- Proses Frais Roda GigiDokumen7 halamanProses Frais Roda GigiMada PerwiraBelum ada peringkat
- 1 Milling MachineDokumen17 halaman1 Milling Machineipank91Belum ada peringkat
- Laporan Praktikum BubutDokumen50 halamanLaporan Praktikum BubutMohamad Syafi'i100% (1)
- Makalah Mesin Bor (Bahasa Indonesia)Dokumen11 halamanMakalah Mesin Bor (Bahasa Indonesia)ALFONSUS RYAN PRAMUDITYA100% (1)
- Karakteristik GeometrikDokumen15 halamanKarakteristik GeometrikIfan KiwonBelum ada peringkat
- 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) .: Pertemuan 9-10Dokumen14 halaman5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) .: Pertemuan 9-10Ardi yuriko D3 TMBelum ada peringkat
- Langkah Kerja NipelDokumen5 halamanLangkah Kerja NipelJakpariyanto Karang endahBelum ada peringkat
- Tugas PKB (Palu) - Ita MasitahDokumen14 halamanTugas PKB (Palu) - Ita MasitahIta MasitahBelum ada peringkat
- Bab 2 MetrologiDokumen23 halamanBab 2 MetrologitoniBelum ada peringkat
- Pahat BubutDokumen18 halamanPahat BubutArief MarzukiBelum ada peringkat
- Bab Dua Laporan Fabrikasi Plat Elsa-1Dokumen19 halamanBab Dua Laporan Fabrikasi Plat Elsa-1Najmi Sa'diyahBelum ada peringkat
- Soal Uas Ganjil 2021Dokumen3 halamanSoal Uas Ganjil 2021Dede Herma JuliaBelum ada peringkat
- LAPORAN PRAKTEK BENGKEL GerindaDokumen9 halamanLAPORAN PRAKTEK BENGKEL GerindaDha RhonyBelum ada peringkat
- Laporan Propos (Bubut)Dokumen78 halamanLaporan Propos (Bubut)Kevin Ariel100% (1)
- Proses PermesinanDokumen9 halamanProses PermesinanSiti Nur JanahBelum ada peringkat
- LAPORANDokumen46 halamanLAPORANsugengBelum ada peringkat
- Laporan Analisa Ragum ScrewviseDokumen21 halamanLaporan Analisa Ragum ScrewviseYudha WillisantoBelum ada peringkat
- Laporan Mesin FraisDokumen16 halamanLaporan Mesin FraisIams Muhammad50% (2)
- Laporan Pendahuluan Mesin SekrapDokumen5 halamanLaporan Pendahuluan Mesin SekrapIndra PraSetya100% (1)
- Kelompok 9 HyatDokumen11 halamanKelompok 9 HyatHervian JuanBelum ada peringkat
- NOMENKLATUR ManufakturDokumen3 halamanNOMENKLATUR ManufakturYUSRI. LBelum ada peringkat
- Laporan Praktikum Teknologi Manufaktur Pada Mesin Bubut KonvensionalDokumen7 halamanLaporan Praktikum Teknologi Manufaktur Pada Mesin Bubut KonvensionalHendra YusdarBelum ada peringkat
- Makalah DrilingDokumen19 halamanMakalah DrilingLisisofia FZBelum ada peringkat
- Kata Pengantar GerindaDokumen6 halamanKata Pengantar GerindaHima Mesin PnpBelum ada peringkat
- Proses Freis - Milling - Elemen DasarDokumen6 halamanProses Freis - Milling - Elemen DasarLidia MandauBelum ada peringkat
- Mesin BubutDokumen21 halamanMesin BubutAndreas AlvaroBelum ada peringkat
- Makalah Mesin BubutDokumen16 halamanMakalah Mesin BubutImamCatoReyhanBelum ada peringkat
- Laporan Praktikum Proses ProduksiDokumen38 halamanLaporan Praktikum Proses Produksigede jovialBelum ada peringkat
- Nurul Abidin (Makalah Proses Pemesinan)Dokumen23 halamanNurul Abidin (Makalah Proses Pemesinan)Mad DukiBelum ada peringkat
- Bagian Utama Mesin BubutDokumen3 halamanBagian Utama Mesin BubutazkannadaBelum ada peringkat
- Makalah Mesin SekrapDokumen27 halamanMakalah Mesin SekrapandreBelum ada peringkat
- Jenis Jenis Potongan Pada Gambar TeknikDokumen8 halamanJenis Jenis Potongan Pada Gambar Teknik정희Belum ada peringkat
- Laporan Proses BubutDokumen17 halamanLaporan Proses BubutDini Adilah PrabowoBelum ada peringkat
- 29 Pengepraisan Roda Gigi Lurus Dan RackDokumen16 halaman29 Pengepraisan Roda Gigi Lurus Dan RackWawan SopianBelum ada peringkat
- Perencanaan Bengkel Kerja BangkuDokumen8 halamanPerencanaan Bengkel Kerja BangkuMiftah Bochah MadsanekaBelum ada peringkat
- Makalah Mesin FraisDokumen14 halamanMakalah Mesin FraisKoharudin SyahBelum ada peringkat
- Laporan Praktikum Prosman Kelompok 6 Modul 5Dokumen35 halamanLaporan Praktikum Prosman Kelompok 6 Modul 5Saniy ShabrinaBelum ada peringkat
- Uji Puntir Revisi Analisa DataDokumen22 halamanUji Puntir Revisi Analisa DataKhairul Amri PutraBelum ada peringkat
- Laporan GerindaDokumen18 halamanLaporan GerindaAgi NopriansyahBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Tema Teknik MesinDokumen8 halaman213 - Fikri Fadurrahman - Makalah Tema Teknik MesinFikri FadurrahmanBelum ada peringkat
- Makalah Mesin BubutDokumen21 halamanMakalah Mesin BubutPIC DairBelum ada peringkat
- Mohammad Nasrudin Nurkhalifah - 102221008 - KARYA TULIS ILMIAHDokumen30 halamanMohammad Nasrudin Nurkhalifah - 102221008 - KARYA TULIS ILMIAHM.N.NurkhalifahBelum ada peringkat
- Makalah Mesin BubutDokumen26 halamanMakalah Mesin BubutfajarBelum ada peringkat
- Laporan Tugas AkhirDokumen17 halamanLaporan Tugas AkhirFikri Fadurrahman100% (1)
- Makalah Mesin BubutDokumen30 halamanMakalah Mesin BubutFikri Fadurrahman100% (1)
- Dialog Preposisi Dan Kata Tunjuk (Fikri & Firman)Dokumen1 halamanDialog Preposisi Dan Kata Tunjuk (Fikri & Firman)Fikri FadurrahmanBelum ada peringkat
- Dialog Angka, Bilangan, Dan Jam (Fikri & Firman)Dokumen1 halamanDialog Angka, Bilangan, Dan Jam (Fikri & Firman)Fikri FadurrahmanBelum ada peringkat
- Format MakalahDokumen6 halamanFormat MakalahFikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Bedah OtomotifDokumen29 halaman213 - Fikri Fadurrahman - Makalah Bedah OtomotifFikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Bedah Buku Pahlawan PDFDokumen20 halaman213 - Fikri Fadurrahman - Makalah Bedah Buku Pahlawan PDFFikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Hitozukuri Dan TPSDokumen10 halaman213 - Fikri Fadurrahman - Makalah Hitozukuri Dan TPSFikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Bedah Buku Pahlawan 2Dokumen22 halaman213 - Fikri Fadurrahman - Makalah Bedah Buku Pahlawan 2Fikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Tema Teknik MesinDokumen8 halaman213 - Fikri Fadurrahman - Makalah Tema Teknik MesinFikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Bedah OtomotifDokumen29 halaman213 - Fikri Fadurrahman - Makalah Bedah OtomotifFikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Hitozukuri Dan TPSDokumen10 halaman213 - Fikri Fadurrahman - Makalah Hitozukuri Dan TPSFikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Bedah Buku Pahlawan PDFDokumen20 halaman213 - Fikri Fadurrahman - Makalah Bedah Buku Pahlawan PDFFikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Bedah Buku Pahlawan 2Dokumen22 halaman213 - Fikri Fadurrahman - Makalah Bedah Buku Pahlawan 2Fikri FadurrahmanBelum ada peringkat
- 213 - Fikri Fadurrahman - Makalah Tema Teknik MesinDokumen8 halaman213 - Fikri Fadurrahman - Makalah Tema Teknik MesinFikri FadurrahmanBelum ada peringkat
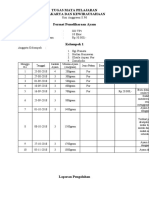
- Laporan Pemeliharaan AyamDokumen2 halamanLaporan Pemeliharaan AyamFikri FadurrahmanBelum ada peringkat
- Proposal UsahaDokumen15 halamanProposal UsahaFikri FadurrahmanBelum ada peringkat
- Laporan Pemeliharaan AyamDokumen2 halamanLaporan Pemeliharaan AyamFikri Fadurrahman100% (1)