Anda mungkin juga menyukai
- KISI-KISI SOAL Las OawDokumen4 halamanKISI-KISI SOAL Las OawNavis Ari Nugroho100% (1)
- Materi Training WelderDokumen14 halamanMateri Training WelderAlfand Altamirano Letnanpampat100% (1)
- Pengertian LasDokumen8 halamanPengertian LasId AndroidBelum ada peringkat
- WPUCEE BenerrrDokumen12 halamanWPUCEE BenerrrHandiniBelum ada peringkat
- Tugas PengelasanDokumen6 halamanTugas Pengelasanwarman alifBelum ada peringkat
- GmawDokumen3 halamanGmawBergio YanuarsaBelum ada peringkat
- Teori Las GMAWDokumen3 halamanTeori Las GMAWAdrian Nugraha PratamaBelum ada peringkat
- Teori PengelasanDokumen11 halamanTeori PengelasanAldho Pradana100% (1)
- Abdul Rojid NRP 33212001013 RESUME PENGELASANDokumen5 halamanAbdul Rojid NRP 33212001013 RESUME PENGELASANToriqul faiz08Belum ada peringkat
- Laporan Praktikum Teknologi LasDokumen10 halamanLaporan Praktikum Teknologi LasAchmad ZakariaBelum ada peringkat
- 301-Article Text-622-1-10-20210629Dokumen5 halaman301-Article Text-622-1-10-20210629rifaneka035Belum ada peringkat
- Paremeter Pengelasan Gmaw - Tim2 - Yeni - Indah - Faisal - AkwanDokumen10 halamanParemeter Pengelasan Gmaw - Tim2 - Yeni - Indah - Faisal - AkwanAkwan DarussalamBelum ada peringkat
- Kelompok 3 - Macam-Macam Metode Pengelasan Dan Cacat LasDokumen50 halamanKelompok 3 - Macam-Macam Metode Pengelasan Dan Cacat LasSean Chen GyarinoBelum ada peringkat
- PRAKTIK TEKNIK PENGELASAN LANJUT Proses Rigi - Rigi LAs GMAWDokumen7 halamanPRAKTIK TEKNIK PENGELASAN LANJUT Proses Rigi - Rigi LAs GMAWFakhri IqbalBelum ada peringkat
- Pengertian Las SMAW Dan GMAWDokumen18 halamanPengertian Las SMAW Dan GMAWRhaditya Prathama Charenozha100% (1)
- Pengelasan Gmaw-1Dokumen11 halamanPengelasan Gmaw-1libra psbBelum ada peringkat
- Bab IDokumen4 halamanBab IIff DangkuaBelum ada peringkat
- Jobsheet Praktik Pengelasan Mig - MagDokumen7 halamanJobsheet Praktik Pengelasan Mig - Maggigih pBelum ada peringkat
- Triyadi Usia - Uas - Teknologi LasDokumen4 halamanTriyadi Usia - Uas - Teknologi LasBaso AmirullahBelum ada peringkat
- Las GmawDokumen7 halamanLas GmawFranz PjtnBelum ada peringkat
- 4.habib Susilo - 21090118140108 - Praktek Pengelasan C - Modul Teknik Penyalaan Busur Listrik Dan Menghentikan Busur Listrik Pada Las SmawDokumen8 halaman4.habib Susilo - 21090118140108 - Praktek Pengelasan C - Modul Teknik Penyalaan Busur Listrik Dan Menghentikan Busur Listrik Pada Las SmawHabib SusiloBelum ada peringkat
- LK Tugas Praktik Melaksanakan Rutinitas (Dasar) Pengelasan Dengan Proses Las GMAW 1-1Dokumen11 halamanLK Tugas Praktik Melaksanakan Rutinitas (Dasar) Pengelasan Dengan Proses Las GMAW 1-1Dzulatif As SidikBelum ada peringkat
- Dasar Las GMAWDokumen3 halamanDasar Las GMAWRudi GunawanBelum ada peringkat
- Uas Pengelasan Riza Kurnia Akbar 22522251007Dokumen15 halamanUas Pengelasan Riza Kurnia Akbar 22522251007riza akbarBelum ada peringkat
- Resume Mig Dan SmawDokumen18 halamanResume Mig Dan SmawBani OtBelum ada peringkat
- Pemilihan Polaritas Mesin Las Smaw, Gtaw, Tig, MigDokumen4 halamanPemilihan Polaritas Mesin Las Smaw, Gtaw, Tig, MigsaharBelum ada peringkat
- Laporan Praktikum Teknik Las Lanjut Kelompok 4Dokumen18 halamanLaporan Praktikum Teknik Las Lanjut Kelompok 4Sir KoeBelum ada peringkat
- Modul AjarDokumen42 halamanModul AjarLizar JamilBelum ada peringkat
- Makalah Las SmawDokumen13 halamanMakalah Las Smaw1H15Narendra Aq'mal GandaraBelum ada peringkat
- Tugas 01 Welding KrisiphalaDokumen8 halamanTugas 01 Welding KrisiphalaKrisiphala SosrodimulyoBelum ada peringkat
- WeldingDokumen17 halamanWeldingakuakanpergikeboneBelum ada peringkat
- Las Gmaw Tejnologi LasDokumen8 halamanLas Gmaw Tejnologi LasFajar DwiBelum ada peringkat
- Las Gmaw Teknologi LasDokumen8 halamanLas Gmaw Teknologi LasFajar DwiBelum ada peringkat
- WPS Welding Procedure Specification and PQR Procedure Qualification Record PDFDokumen16 halamanWPS Welding Procedure Specification and PQR Procedure Qualification Record PDFFikri SiplhoBelum ada peringkat
- WPS Welding Procedure Specification and PQR Procedure Qualification Record PDFDokumen16 halamanWPS Welding Procedure Specification and PQR Procedure Qualification Record PDFPrabu CholanBelum ada peringkat
- Pengelasan Busur Elektroda TerbungkusDokumen15 halamanPengelasan Busur Elektroda TerbungkusFany Denty FauzanBelum ada peringkat
- Pengelasan Gas Metal Arc Welding (GMAW)Dokumen24 halamanPengelasan Gas Metal Arc Welding (GMAW)Muhammad FaizBelum ada peringkat
- Bab V GmawDokumen22 halamanBab V Gmawdaniel bearBelum ada peringkat
- PKK 11Dokumen9 halamanPKK 11Zainul Abidin ArrosyidBelum ada peringkat
- Pengelasan Elektroda Terumpan Dan Tak Terumpan (Kel.2)Dokumen16 halamanPengelasan Elektroda Terumpan Dan Tak Terumpan (Kel.2)Faishal100% (1)
- Keuntungan Dan Manfaat Dari GMAWDokumen2 halamanKeuntungan Dan Manfaat Dari GMAWSimon SimamoraBelum ada peringkat
- Loog Praktikum AryoDokumen10 halamanLoog Praktikum AryoAmirrudin N RidwanBelum ada peringkat
- Proses WeldingDokumen11 halamanProses WeldingridwanBelum ada peringkat
- Semuel DesmonDokumen10 halamanSemuel DesmonDimas.A.SBelum ada peringkat
- Rancang Bangun Miniatur Crane 1 LenganDokumen5 halamanRancang Bangun Miniatur Crane 1 LenganFichi DarmawanBelum ada peringkat
- SANTAWIDokumen2 halamanSANTAWISaefullah Suherman0% (1)
- WPS Welding Procedure Specification and PQR Procedure Qualification RecordDokumen17 halamanWPS Welding Procedure Specification and PQR Procedure Qualification Recordsafar bahariBelum ada peringkat
- Tugas 1Dokumen1 halamanTugas 1Andre YosiBelum ada peringkat
- Teknik Las SmawDokumen11 halamanTeknik Las SmawSetiadi AditamaBelum ada peringkat
- TUGAS-01 - 1806202052 - M. Luky Dwi IrawanDokumen5 halamanTUGAS-01 - 1806202052 - M. Luky Dwi Irawanmuhammad luky dwiBelum ada peringkat
- G. Parameter PengelasanDokumen6 halamanG. Parameter PengelasanEmita WahyuBelum ada peringkat
- PRAKTIK TEKNIK PENGELASAN LANJUT Proses Sambungan T LAs GMAWDokumen7 halamanPRAKTIK TEKNIK PENGELASAN LANJUT Proses Sambungan T LAs GMAWFakhri IqbalBelum ada peringkat
- GmawDokumen40 halamanGmawMiftakhul Ulum100% (1)
- Tugas 11 2106729190 Asyraful SiddiqDokumen12 halamanTugas 11 2106729190 Asyraful Siddiqsiddiqasyraful1Belum ada peringkat
- Las SmawDokumen7 halamanLas Smawanon_859877685Belum ada peringkat
- Limo Las JayaDokumen1 halamanLimo Las JayaMohammad Rikzam KamalBelum ada peringkat
- Proposal PMW Rikzam AsliDokumen15 halamanProposal PMW Rikzam AsliMohammad Rikzam KamalBelum ada peringkat
- Untuk Jenis Mobil Keluaran Terbaru Sudah Mengadopsi System DOHCDokumen3 halamanUntuk Jenis Mobil Keluaran Terbaru Sudah Mengadopsi System DOHCMohammad Rikzam KamalBelum ada peringkat
- Surat Tugas Pembuatan SoalDokumen17 halamanSurat Tugas Pembuatan SoalMohammad Rikzam KamalBelum ada peringkat
- LAMP. 6 Denah UKK 2023Dokumen1 halamanLAMP. 6 Denah UKK 2023Mohammad Rikzam KamalBelum ada peringkat
- Format CutiDokumen1 halamanFormat CutiMohammad Rikzam KamalBelum ada peringkat
- BAHAN PRESENTASI MODEL PJBLDokumen9 halamanBAHAN PRESENTASI MODEL PJBLMohammad Rikzam KamalBelum ada peringkat
- MnsekkDokumen7 halamanMnsekkMohammad Rikzam KamalBelum ada peringkat
- Pedoman LKS Welding Pekalongan 2021Dokumen6 halamanPedoman LKS Welding Pekalongan 2021Mohammad Rikzam KamalBelum ada peringkat
- Mesin SOHC Dan DOHCDokumen4 halamanMesin SOHC Dan DOHCMohammad Rikzam KamalBelum ada peringkat
- Lever Adalah Mesin SederhanaDokumen6 halamanLever Adalah Mesin SederhanaMohammad Rikzam KamalBelum ada peringkat
- To RememberDokumen2 halamanTo RememberMohammad Rikzam KamalBelum ada peringkat
- Kunci Cake ANDIDokumen1 halamanKunci Cake ANDIMohammad Rikzam KamalBelum ada peringkat
- Sinkronisasi TP 22-23Dokumen18 halamanSinkronisasi TP 22-23Mohammad Rikzam KamalBelum ada peringkat
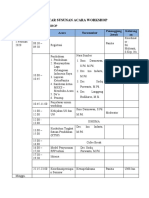
- Daftar Susunan Acara Workshop PendidikanDokumen2 halamanDaftar Susunan Acara Workshop PendidikanMohammad Rikzam KamalBelum ada peringkat
- Pentingnya Teknologi Dan Seni Dalam Kehidupan Berdasar Dimensi Ontologi Epistemologi Dan AksiologiDokumen2 halamanPentingnya Teknologi Dan Seni Dalam Kehidupan Berdasar Dimensi Ontologi Epistemologi Dan AksiologiMohammad Rikzam KamalBelum ada peringkat
- Daftar Pertanyaan Persiapan PemberkasanDokumen34 halamanDaftar Pertanyaan Persiapan PemberkasanMohammad Rikzam KamalBelum ada peringkat
- Rencana KegiatanDokumen4 halamanRencana KegiatanMohammad Rikzam KamalBelum ada peringkat
- BenarrDokumen13 halamanBenarrMohammad Rikzam KamalBelum ada peringkat
- Kartu SLB 69759183 1659398461051Dokumen10 halamanKartu SLB 69759183 1659398461051Mohammad Rikzam KamalBelum ada peringkat
- Penilaian PPL 2Dokumen5 halamanPenilaian PPL 2Mohammad Rikzam KamalBelum ada peringkat
- (Xii TP 1) Catatan Perkembangan Karakter Siswa Kelas Xii TP 1Dokumen4 halaman(Xii TP 1) Catatan Perkembangan Karakter Siswa Kelas Xii TP 1Mohammad Rikzam KamalBelum ada peringkat
- EPISTEMOLOGI BARAT Dan ISLAM Terakhir-With-Cover-Page-V2Dokumen11 halamanEPISTEMOLOGI BARAT Dan ISLAM Terakhir-With-Cover-Page-V2Mohammad Rikzam KamalBelum ada peringkat
- Tugas Kesehatan Dan Keselamatan Kerja (Occuptional Safety and Health)Dokumen5 halamanTugas Kesehatan Dan Keselamatan Kerja (Occuptional Safety and Health)Mohammad Rikzam KamalBelum ada peringkat
- Manifold Absolute PressureDokumen2 halamanManifold Absolute PressureMohammad Rikzam KamalBelum ada peringkat
- Makalah DPPM Kelompok 7 KurikulumDokumen14 halamanMakalah DPPM Kelompok 7 KurikulumMohammad Rikzam KamalBelum ada peringkat
- Artikel Profesionalisme Guru Dalam Dunia Pendidikan Proses Belajar Mengajar Berbasis Pendidikan Karakter Di Masa Pandemi Covid-19Dokumen10 halamanArtikel Profesionalisme Guru Dalam Dunia Pendidikan Proses Belajar Mengajar Berbasis Pendidikan Karakter Di Masa Pandemi Covid-19Mohammad Rikzam KamalBelum ada peringkat
- 31153-Article Text-87075-1-10-20191214Dokumen14 halaman31153-Article Text-87075-1-10-20191214Mohammad Rikzam KamalBelum ada peringkat
- Motor DCDokumen8 halamanMotor DCMohammad Rikzam KamalBelum ada peringkat
- Pengumuman CPNS Pemkot PekalonganDokumen45 halamanPengumuman CPNS Pemkot PekalonganMohammad Rikzam KamalBelum ada peringkat