Anda mungkin juga menyukai
- Modul Ajar Pertemuan 1Dokumen6 halamanModul Ajar Pertemuan 1Jalimin SurBelum ada peringkat
- Business Dan Entrepreneurship Dalam Teknologi Pengelasan.Dokumen31 halamanBusiness Dan Entrepreneurship Dalam Teknologi Pengelasan.Nurkholis NurkholisBelum ada peringkat
- Asesmen Formatif Dan SumatifDokumen7 halamanAsesmen Formatif Dan SumatifSMK Negeri 1 SampangBelum ada peringkat
- RPP OtomotifDokumen10 halamanRPP OtomotifAwing Pardeke SyamBelum ada peringkat
- RPP Pembentukan LogamDokumen6 halamanRPP Pembentukan LogamIdrus SardiBelum ada peringkat
- Modul ETSADokumen29 halamanModul ETSAsabaruddin59Belum ada peringkat
- Modul Ajar 1 Teknik Konstruksi Kapal Klas X Kurikulum MerdekaDokumen50 halamanModul Ajar 1 Teknik Konstruksi Kapal Klas X Kurikulum MerdekajujuBelum ada peringkat
- Modul Ajar Dasar PengelasanDokumen15 halamanModul Ajar Dasar PengelasanRagi Sura ZaraBelum ada peringkat
- DDPK Klas XDokumen14 halamanDDPK Klas Xbang cheBelum ada peringkat
- Modul Ajar CP 2Dokumen26 halamanModul Ajar CP 2Kukuh IHT2020Belum ada peringkat
- Laporan Akhir PraktikumDokumen63 halamanLaporan Akhir PraktikumLeonardus Yosep0% (2)
- Modul Rekayasa Dan TeknologiDokumen5 halamanModul Rekayasa Dan TeknologiInayatul fitriBelum ada peringkat
- Modul Ajar Elemen 2 - Perkembangan OtomotifDokumen19 halamanModul Ajar Elemen 2 - Perkembangan OtomotifARIS WIDODOBelum ada peringkat
- Modul Ajar E-4 TotoDokumen18 halamanModul Ajar E-4 TotoDen Mas'unBelum ada peringkat
- RPP Tdo XDokumen4 halamanRPP Tdo XMuhammad Dzaky FirdausBelum ada peringkat
- Modul DSR2 - 1Dokumen11 halamanModul DSR2 - 1arisBelum ada peringkat
- Dasar Dasar Otomotif Modul Elemen BDokumen19 halamanDasar Dasar Otomotif Modul Elemen BFranki SinagaBelum ada peringkat
- Pemeliharaan KomponenDokumen27 halamanPemeliharaan KomponenRizal IriantoBelum ada peringkat
- Proses Bisnis Bidang Pengelasan dan Fabrikasi LogamDokumen16 halamanProses Bisnis Bidang Pengelasan dan Fabrikasi Logamwilda100% (1)
- 1 - Modul 1 Proses Bisnis Pengelasan (1-2)Dokumen24 halaman1 - Modul 1 Proses Bisnis Pengelasan (1-2)AKOMADDINBelum ada peringkat
- RPP Rab KD 7Dokumen11 halamanRPP Rab KD 7yandhaBelum ada peringkat
- Dasar-Dasar Kejuruan Teknik Jaringan Komputer Dan TelekomunikasiDokumen62 halamanDasar-Dasar Kejuruan Teknik Jaringan Komputer Dan TelekomunikasiumamiwidyaBelum ada peringkat
- Modul Ajar DKJ M.Budi S.W.H, STDokumen16 halamanModul Ajar DKJ M.Budi S.W.H, STRistika SariBelum ada peringkat
- RPP Pra 7 Rekayasa TeknologiDokumen5 halamanRPP Pra 7 Rekayasa TeknologiAnggie FebriantikaBelum ada peringkat
- RPP Modul Ajar Contoh Instalasi Lan Modul AjarDokumen4 halamanRPP Modul Ajar Contoh Instalasi Lan Modul AjarBLESKADIT FRENGKYBelum ada peringkat
- Padli Skripsi JossDokumen69 halamanPadli Skripsi JossMuhammad RaihanBelum ada peringkat
- Modul Ajar Krisdian XTJKTDokumen30 halamanModul Ajar Krisdian XTJKTAhmad RizalBelum ada peringkat
- RPH RBT T4 Bestari (7.2.2022)Dokumen1 halamanRPH RBT T4 Bestari (7.2.2022)Sylvian MonteBelum ada peringkat
- RPP DDKB Dan TPDokumen30 halamanRPP DDKB Dan TPwongaadrianus menahemBelum ada peringkat
- Panduan Penulisan Tugas AkhirDokumen20 halamanPanduan Penulisan Tugas Akhirseng ada tawaBelum ada peringkat
- MENYIAPKAN PASANGAN BATUDokumen103 halamanMENYIAPKAN PASANGAN BATUnardianto nenobaisBelum ada peringkat
- Modul Ajar Elemen 1 Proses Bisnis OtomotifDokumen27 halamanModul Ajar Elemen 1 Proses Bisnis Otomotifnurul azisahBelum ada peringkat
- Solas Dan STCWDokumen660 halamanSolas Dan STCWTanto Heryanto100% (1)
- PROPOSAL PKL - Juan C LesnussaDokumen13 halamanPROPOSAL PKL - Juan C Lesnussabudi sugiartoBelum ada peringkat
- Bab I WangsaDokumen4 halamanBab I WangsaRayhandi WangsaBelum ada peringkat
- Modul Prakarya Kurikulum Merdeka 2022Dokumen7 halamanModul Prakarya Kurikulum Merdeka 2022puputBelum ada peringkat
- Modul Dasar TJKT BAB 1 BahanDokumen53 halamanModul Dasar TJKT BAB 1 Bahanpokja ojtBelum ada peringkat
- Proposal KP Pertamina Asset 1 Field RambaDokumen15 halamanProposal KP Pertamina Asset 1 Field Rambalaurensius caldasBelum ada peringkat
- RPP Pengecoran LogamDokumen5 halamanRPP Pengecoran LogamDickiValendraBelum ada peringkat
- RPP KD.3.5 Dan KD 4.5 Gaya-Gaya Dalam Pada Konstruksi Bangunan GedungDokumen13 halamanRPP KD.3.5 Dan KD 4.5 Gaya-Gaya Dalam Pada Konstruksi Bangunan GedungRita Yuliana sariBelum ada peringkat
- Kegiatan PembelajaranDokumen6 halamanKegiatan Pembelajaransuryo sistantoBelum ada peringkat
- Kegiatan PembelajaranDokumen6 halamanKegiatan PembelajaranzilchaBelum ada peringkat
- RPP Miniatur JembatanDokumen9 halamanRPP Miniatur JembatanCentri Captian100% (1)
- TEKNOLOGI_JARINGANDokumen35 halamanTEKNOLOGI_JARINGANtiwi100% (2)
- Modul Ajar SKP 2023 - 1 Peralatan BengkelDokumen10 halamanModul Ajar SKP 2023 - 1 Peralatan BengkelTogik HidayatBelum ada peringkat
- Proposal PKLDokumen14 halamanProposal PKLcahyaniBelum ada peringkat
- Modul CP 2Dokumen6 halamanModul CP 2iqbal bimoBelum ada peringkat
- RPP Sheet Metal FormingDokumen9 halamanRPP Sheet Metal FormingMu'minBelum ada peringkat
- KONKRITKEBOLEHKERJAANDokumen3 halamanKONKRITKEBOLEHKERJAANCik MiaBelum ada peringkat
- Modul Dasar2 Kreatifitas SPVSIDokumen22 halamanModul Dasar2 Kreatifitas SPVSIamelia puriandariBelum ada peringkat
- PengkabelanDokumen4 halamanPengkabelanZanuarto Ambar SuryonoBelum ada peringkat
- RPS Teknologi Mekanik NewDokumen21 halamanRPS Teknologi Mekanik NewRosidah AdilaBelum ada peringkat
- TeknikDasarDokumen8 halamanTeknikDasarYounkPDBelum ada peringkat
- RPP Pompa HidrolikDokumen8 halamanRPP Pompa Hidrolikanamariana04Belum ada peringkat
- Ma 1 Fase F Kelas Xi PengeritinganDokumen6 halamanMa 1 Fase F Kelas Xi PengeritinganrinaaisyahBelum ada peringkat
- RPPMIGDokumen4 halamanRPPMIGRichardo 110800Belum ada peringkat
- Bahasa Inggris Sistem 52M Volume 1Dari EverandBahasa Inggris Sistem 52M Volume 1Penilaian: 3.5 dari 5 bintang3.5/5 (39)
- Bahasa Inggris Sistem 52M Volume 3Dari EverandBahasa Inggris Sistem 52M Volume 3Penilaian: 3 dari 5 bintang3/5 (3)
- Ekomomi, Bisnis, Regulasi & Kebijakan TelekomunikasiDari EverandEkomomi, Bisnis, Regulasi & Kebijakan TelekomunikasiPenilaian: 4 dari 5 bintang4/5 (77)
- Soal Tebak GambarDokumen4 halamanSoal Tebak GambarJalimin SurBelum ada peringkat
- 7074 P1 PPSP Teknik Pengelasan K13revDokumen14 halaman7074 P1 PPSP Teknik Pengelasan K13revAabAZzaBelum ada peringkat
- DATA SISWA Kelas X TKJDokumen1 halamanDATA SISWA Kelas X TKJJalimin SurBelum ada peringkat
- Surat Keterangan KP-4 1 2022Dokumen4 halamanSurat Keterangan KP-4 1 2022Jalimin SurBelum ada peringkat
- Soal Teori KejuruanDokumen1 halamanSoal Teori KejuruanJalimin SurBelum ada peringkat
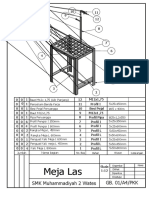
- Meja Las: SMK Muhammadiyah 2 Wates GB. 01/A4/PKKDokumen8 halamanMeja Las: SMK Muhammadiyah 2 Wates GB. 01/A4/PKKJalimin SurBelum ada peringkat
- CoverDokumen1 halamanCoverJalimin SurBelum ada peringkat
- SMK SATMANGGI VISI MISIDokumen1 halamanSMK SATMANGGI VISI MISIJalimin SurBelum ada peringkat
- SMKSbiodataDokumen3 halamanSMKSbiodataJalimin SurBelum ada peringkat
- Meja Las: SMK Muhammadiyah 2 Wates GB. 01/A4/PKKDokumen8 halamanMeja Las: SMK Muhammadiyah 2 Wates GB. 01/A4/PKKJalimin SurBelum ada peringkat
- Senin, 11 Juli 2022: Cara Membuat Izin Pendirian Sekolah Swasta/Madrasah Swasta Dengan OSS Tahun 2022 ?Dokumen9 halamanSenin, 11 Juli 2022: Cara Membuat Izin Pendirian Sekolah Swasta/Madrasah Swasta Dengan OSS Tahun 2022 ?Jalimin SurBelum ada peringkat
- SMK SATMANGGI SIOMPU VISI MISIDokumen2 halamanSMK SATMANGGI SIOMPU VISI MISIJalimin SurBelum ada peringkat
- Formulir PPDB Versi Dapodikdas SMKDokumen1 halamanFormulir PPDB Versi Dapodikdas SMKJalimin SurBelum ada peringkat
- Biodata Guru SekolahDokumen4 halamanBiodata Guru SekolahJalimin SurBelum ada peringkat
- Surat Izin PimpinanDokumen1 halamanSurat Izin PimpinanJalimin SurBelum ada peringkat
- OooooDokumen1 halamanOooooJalimin SurBelum ada peringkat
- Data Siswa Smks Satmanggi Siompu Kabupaten Buton Selatan TAHUN PELAJARAN 2022/2023Dokumen1 halamanData Siswa Smks Satmanggi Siompu Kabupaten Buton Selatan TAHUN PELAJARAN 2022/2023Jalimin SurBelum ada peringkat
- Alternatif Solusi Masalah Pembelajaran Gambar Teknik PengelasanDokumen1 halamanAlternatif Solusi Masalah Pembelajaran Gambar Teknik PengelasanJalimin SurBelum ada peringkat
- SMAS2Dokumen1 halamanSMAS2Jalimin SurBelum ada peringkat
- SMK Satmanggi: Yayasan Pendidikan Satmanggi Buton SelatanDokumen2 halamanSMK Satmanggi: Yayasan Pendidikan Satmanggi Buton SelatanJalimin SurBelum ada peringkat
- Identifikasi MasalahDokumen1 halamanIdentifikasi MasalahJalimin SurBelum ada peringkat
- Yayasan Satmanggi angkat guru baruDokumen1 halamanYayasan Satmanggi angkat guru baruJalimin SurBelum ada peringkat
- Yayasan Satmanggi angkat guru baruDokumen1 halamanYayasan Satmanggi angkat guru baruJalimin SurBelum ada peringkat
- SK - Pegawai TuDokumen1 halamanSK - Pegawai TuJalimin SurBelum ada peringkat
- Siswa TKJ SMKS SatmanggiDokumen1 halamanSiswa TKJ SMKS SatmanggiJalimin SurBelum ada peringkat
- Yayasan Satmanggi angkat guru baruDokumen1 halamanYayasan Satmanggi angkat guru baruJalimin SurBelum ada peringkat
- Lamp IranDokumen1 halamanLamp IranJalimin SurBelum ada peringkat