Anda mungkin juga menyukai
- Metode Pemasangan Pipa HDPEDokumen14 halamanMetode Pemasangan Pipa HDPEFredy Sameone83% (12)
- 5 Spesifikasi Teknis PipaDokumen125 halaman5 Spesifikasi Teknis PipaHenry Rante LimbongBelum ada peringkat
- Metode Pemasangan Pipa HdpeDokumen13 halamanMetode Pemasangan Pipa HdpeMuhammadRidhaAliKadirBelum ada peringkat
- Pengenalan Dasar Jenis Penyambungan Dan Hidrotest Pipa Hdpe Jenis PenyambunganDokumen4 halamanPengenalan Dasar Jenis Penyambungan Dan Hidrotest Pipa Hdpe Jenis PenyambunganFredy SameoneBelum ada peringkat
- Metode Kerja Pekerjaan PipaDokumen7 halamanMetode Kerja Pekerjaan Pipa082219075757Belum ada peringkat
- Cara Pemasangan Dan Penyambungan Pipa HdpeDokumen8 halamanCara Pemasangan Dan Penyambungan Pipa HdpeDenzo RyugaBelum ada peringkat
- BAB 6 Spesifikasi Teknis Pipa HDPEDokumen142 halamanBAB 6 Spesifikasi Teknis Pipa HDPELukmanHakimBelum ada peringkat
- Spesifikasi Teknis PIPADokumen33 halamanSpesifikasi Teknis PIPAMarshel AndenBelum ada peringkat
- Spesifikasi Spam KamanasaDokumen21 halamanSpesifikasi Spam Kamanasadevon2610Belum ada peringkat
- Pengujian Tekanan (SNI 7511)Dokumen3 halamanPengujian Tekanan (SNI 7511)Bubu Keke Caca100% (1)
- Metode Air BersihDokumen11 halamanMetode Air BersihIman SantosoBelum ada peringkat
- 8-Water ProofingDokumen4 halaman8-Water ProofingkusumoajiBelum ada peringkat
- Flow Meter LimbahDokumen4 halamanFlow Meter LimbahAmalia MalikBelum ada peringkat
- Metode PelaksanaanDokumen10 halamanMetode PelaksanaanRisky Nugroho100% (1)
- Metode Pekerjaan JackingDokumen27 halamanMetode Pekerjaan JackingAzwar DenaraBelum ada peringkat
- PS0121-DWG-A-006 Sheet 1 Pondasi Drain Tank - Detail R.2Dokumen1 halamanPS0121-DWG-A-006 Sheet 1 Pondasi Drain Tank - Detail R.2yusak adi setiawanBelum ada peringkat
- 1.kak Jalan Jacking Mh. Thamrin Ok1 FixDokumen19 halaman1.kak Jalan Jacking Mh. Thamrin Ok1 FixAde SetiawanBelum ada peringkat
- Spesifikasi Pengadaan Dan Pemasangan PipaDokumen51 halamanSpesifikasi Pengadaan Dan Pemasangan PipaBUKIT BUMI MADANImadani group100% (1)
- Instalasi Pompa Submersible (SENT)Dokumen5 halamanInstalasi Pompa Submersible (SENT)Tungku Setiawan100% (1)
- KIM - Perlintasan Jalan - 2Dokumen3 halamanKIM - Perlintasan Jalan - 2Akhmad RidhoBelum ada peringkat
- Dokumen Lelang Pengadaan Bahan KimiaDokumen166 halamanDokumen Lelang Pengadaan Bahan KimiamartuaBelum ada peringkat
- SPK 5640Dokumen6 halamanSPK 5640Pangesti Arochmah100% (1)
- Cara Menghitung Biaya Pengelasan Perkilogram LasDokumen3 halamanCara Menghitung Biaya Pengelasan Perkilogram LasBagoes SurendartoBelum ada peringkat
- 008 - Installasi Air Kotor, Ait Bekas Dan VentingDokumen2 halaman008 - Installasi Air Kotor, Ait Bekas Dan VentingRony LesbtBelum ada peringkat
- Presentation Akhir CoDokumen29 halamanPresentation Akhir Cosuhadi wahanaBelum ada peringkat
- SOP Purg1ng Gas N2Dokumen5 halamanSOP Purg1ng Gas N2Uncle Language100% (1)
- Tahapan Pengujiian Kebocoran PipaDokumen1 halamanTahapan Pengujiian Kebocoran PipaEdy PriBelum ada peringkat
- Cara Mengukur Dan Menghitung Debit SaluranDokumen4 halamanCara Mengukur Dan Menghitung Debit SaluranRifky AriBelum ada peringkat
- Metode Pelaksanaan PekerjaanDokumen8 halamanMetode Pelaksanaan PekerjaanJo SarungalloBelum ada peringkat
- BAB 3 - Spesifikasi Teknis PipaDokumen72 halamanBAB 3 - Spesifikasi Teknis PipaichaBelum ada peringkat
- Spesifikasi Teknis Alur SungaiDokumen64 halamanSpesifikasi Teknis Alur Sungaidodol_liciousBelum ada peringkat
- RAB Jasa Kebersihan FKIP 2015Dokumen21 halamanRAB Jasa Kebersihan FKIP 2015iqbalparganBelum ada peringkat
- Metode Turap KunanganDokumen8 halamanMetode Turap KunanganadriaBelum ada peringkat
- Sambungan Daya PLN 164 KVADokumen5 halamanSambungan Daya PLN 164 KVAMuhammad Abdul RozakBelum ada peringkat
- Metoda Kerja Pekerjaan Cable Trench ExcavationDokumen2 halamanMetoda Kerja Pekerjaan Cable Trench ExcavationFauzi MzBelum ada peringkat
- Spesifikasi Teknis Pengembangan Jaringan Perpipaan Spam Kota Tual Kelurahan Ketsoblak Kecamatan Dullah Selatan Dak RegulerDokumen29 halamanSpesifikasi Teknis Pengembangan Jaringan Perpipaan Spam Kota Tual Kelurahan Ketsoblak Kecamatan Dullah Selatan Dak RegulerAminuddinBelum ada peringkat
- Spesifikasi Teknis1Dokumen7 halamanSpesifikasi Teknis1berkah bersamaBelum ada peringkat
- Spesifikasi Teknis Pek. M & eDokumen39 halamanSpesifikasi Teknis Pek. M & eIrvan KusdiantBelum ada peringkat
- RKS Pipa OTSUS PAKET 11Dokumen44 halamanRKS Pipa OTSUS PAKET 11bambang wahyudiBelum ada peringkat
- 5.spektek Pompa PrapenDokumen28 halaman5.spektek Pompa PrapenAndi RiyonoBelum ada peringkat
- 18.05.16 - Spesifikasi Teknis Ded Pipa Jaringan PdamDokumen60 halaman18.05.16 - Spesifikasi Teknis Ded Pipa Jaringan PdamBudi Kuncoro IIBelum ada peringkat
- Flushing Pengurasan PipaDokumen10 halamanFlushing Pengurasan PipaSendal BodolBelum ada peringkat
- Bab 4 Persyaratan Teknis & AdministrasiDokumen1 halamanBab 4 Persyaratan Teknis & Administrasibandit1234Belum ada peringkat
- PLUMBINGDokumen8 halamanPLUMBINGsaus sambalBelum ada peringkat
- Metode Pelaksanaan Penyediaan Air BakuDokumen26 halamanMetode Pelaksanaan Penyediaan Air BakuMasruhinBelum ada peringkat
- Kebutuhan Kawat LasDokumen1 halamanKebutuhan Kawat LasBANGGABelum ada peringkat
- Perhitungan SEWAGE PIT - MERAKDokumen4 halamanPerhitungan SEWAGE PIT - MERAKSakaudi KharismaBelum ada peringkat
- SU-6 SNJ Paket 2 (Drainase)Dokumen25 halamanSU-6 SNJ Paket 2 (Drainase)Rif'an MannaniBelum ada peringkat
- Neraca Air MAIN 1Dokumen61 halamanNeraca Air MAIN 1Agus Fakhrian NoorBelum ada peringkat
- UBL3&4-PH-EnG-MTD-01 - R1 Metode Pekerjaan Pondasi Power House (FC)Dokumen16 halamanUBL3&4-PH-EnG-MTD-01 - R1 Metode Pekerjaan Pondasi Power House (FC)rani wulansariBelum ada peringkat
- (BPPSPAM) 190724 - Tayangan SPAM Kamijoro (BPPSPAM)Dokumen12 halaman(BPPSPAM) 190724 - Tayangan SPAM Kamijoro (BPPSPAM)cahtani100% (1)
- Pemaparan Metode KerjaDokumen27 halamanPemaparan Metode KerjaDarmaBelum ada peringkat
- Alvina Mayora Nilasari-1206237580-Lapora Praktikum KR01 PDFDokumen19 halamanAlvina Mayora Nilasari-1206237580-Lapora Praktikum KR01 PDFAlvina Mayora Nilasari100% (1)
- Metode Pelaksanaan Balekambang 2Dokumen23 halamanMetode Pelaksanaan Balekambang 2Ian JanuardiBelum ada peringkat
- SK Standar Pelayanan Uptd Air Limbah FixDokumen17 halamanSK Standar Pelayanan Uptd Air Limbah FixIlham Lahasan IlhamBelum ada peringkat
- 127 ND-Ck5 2021 Laporan Pelaksanaan FGD Penataan KSPN BTS Tahap I Dan Tahap II.Dokumen22 halaman127 ND-Ck5 2021 Laporan Pelaksanaan FGD Penataan KSPN BTS Tahap I Dan Tahap II.sunan muriaBelum ada peringkat
- Galian Tanpa Menggunakan Dump TrukDokumen5 halamanGalian Tanpa Menggunakan Dump TrukYoni Jatmiko100% (1)
- Metode Pelaksanaan Pipa Pe 100Dokumen14 halamanMetode Pelaksanaan Pipa Pe 100akbarBelum ada peringkat
- Metode Pemasangan PipaDokumen13 halamanMetode Pemasangan PipaArdhieNa Lastrie67% (3)
- Metode Pemasangan Pipa HDPE DI SITE PDFDokumen14 halamanMetode Pemasangan Pipa HDPE DI SITE PDFTrie Djunianto100% (1)
- METODA PELAKSANAAN DRAINASE PDFDokumen12 halamanMETODA PELAKSANAAN DRAINASE PDFbocahjeblogBelum ada peringkat
- Provinsi Jawa BaratDokumen294 halamanProvinsi Jawa BaratbocahjeblogBelum ada peringkat
- Unsur Inovasi KendalaDokumen2 halamanUnsur Inovasi KendalabocahjeblogBelum ada peringkat
- SWGM SEBAGAI SOLUSI PENGELOLAAN AIR by BSADokumen4 halamanSWGM SEBAGAI SOLUSI PENGELOLAAN AIR by BSAbocahjeblogBelum ada peringkat
- Manajemen Pengisian Air PDAM Berbasis IOT MicrithingDokumen2 halamanManajemen Pengisian Air PDAM Berbasis IOT MicrithingbocahjeblogBelum ada peringkat
- Produk Wedang Uwuh Angkringan JogjaDokumen3 halamanProduk Wedang Uwuh Angkringan JogjabocahjeblogBelum ada peringkat
- Daftar 33 Provinsi Dan IbukotanyaDokumen1 halamanDaftar 33 Provinsi Dan IbukotanyaNurul 'nuu' AndrianiBelum ada peringkat
- Bagian II Ahsp BidsdaDokumen360 halamanBagian II Ahsp Bidsdajuan napitupuluBelum ada peringkat
- Alat Musik Tradisional IndonesiaDokumen14 halamanAlat Musik Tradisional IndonesiaRama Di NataBelum ada peringkat
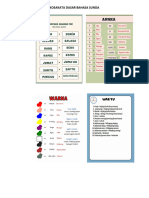
- Kosakata Dasar Bahasa SundaDokumen2 halamanKosakata Dasar Bahasa SundabocahjeblogBelum ada peringkat
- Daftar Harga - Rucika Standard, JIS Dan RUglueDokumen1 halamanDaftar Harga - Rucika Standard, JIS Dan RUglueeastjava greenschoolBelum ada peringkat
- Uraian Singkat PekerjaaanDokumen12 halamanUraian Singkat PekerjaaanbocahjeblogBelum ada peringkat