Anda mungkin juga menyukai
- 7K 05-Mesin 2Dokumen34 halaman7K 05-Mesin 2Adi Mbah Rowo Wibowo86% (7)
- Lembar KerjaDokumen2 halamanLembar Kerjayudinata5211Belum ada peringkat
- Tugas Teori Bekerja Dengan Mesin FraisDokumen11 halamanTugas Teori Bekerja Dengan Mesin FraisNur RohmanBelum ada peringkat
- Jelaskan Sistem Permesinan Mesin CNC TUDokumen10 halamanJelaskan Sistem Permesinan Mesin CNC TUKurnia LutfiBelum ada peringkat
- RagumDokumen30 halamanRagumWaris La Joi WakatobiBelum ada peringkat
- Pengendalian Mutu Front ProcessDokumen7 halamanPengendalian Mutu Front ProcessPenghancur DuniaBelum ada peringkat
- Materi 1 Dasar Mesin CNC TU-2ADokumen23 halamanMateri 1 Dasar Mesin CNC TU-2AJhony GittsBelum ada peringkat
- Kalibrasi Mesin BubutDokumen14 halamanKalibrasi Mesin BubutHabdi Rizki100% (2)
- Laporan ShapingDokumen37 halamanLaporan ShapingArby M. SaledaBelum ada peringkat
- Laporan CNC UBDokumen94 halamanLaporan CNC UBAgitya PramestiantoBelum ada peringkat
- Parameter Proses Permesinan Mesin Bubut Adalah Sebagai BerikutDokumen7 halamanParameter Proses Permesinan Mesin Bubut Adalah Sebagai BerikutDahlan Sule CaddaBelum ada peringkat
- Mesin Bubut CNC TU 2ADokumen8 halamanMesin Bubut CNC TU 2ANdalittBelum ada peringkat
- Laprak DONGKRAK ULIRDokumen7 halamanLaprak DONGKRAK ULIRAnditiya AdhariBelum ada peringkat
- Diktat Emco Tu-2aDokumen19 halamanDiktat Emco Tu-2aM Assegaf Haydar R100% (1)
- Proses Pemesinan Dasar Kerja Frais Melakukan Kerja Dengan Mesin FraisDokumen9 halamanProses Pemesinan Dasar Kerja Frais Melakukan Kerja Dengan Mesin Fraisahmad100% (1)
- 2000 - Bekerja Dengan Mesin CNC 3 AxisDokumen72 halaman2000 - Bekerja Dengan Mesin CNC 3 AxisArfan MegiBelum ada peringkat
- Jawaban Soal UN 2015Dokumen23 halamanJawaban Soal UN 2015eko hardiantoBelum ada peringkat
- Modul Pelatihan CNC Bubut 11-12Dokumen17 halamanModul Pelatihan CNC Bubut 11-12xqoprasetyoBelum ada peringkat
- AHS SKh-3 6.6 (1 Asb) Lapis Macadam Asbuton LaweleDokumen13 halamanAHS SKh-3 6.6 (1 Asb) Lapis Macadam Asbuton LaweleDefriBelum ada peringkat
- Laporan Praktikum Milling: Membuat Block VDokumen13 halamanLaporan Praktikum Milling: Membuat Block VAlfan Mohammad33% (3)
- Proses Produksi Frame Motor Tipe KYZDokumen10 halamanProses Produksi Frame Motor Tipe KYZKhaerul IrfanBelum ada peringkat
- Materi 2 Dasar Mesin CNC TU-3ADokumen24 halamanMateri 2 Dasar Mesin CNC TU-3AJhony GittsBelum ada peringkat
- Mesin Bubut CNC TU2Dokumen14 halamanMesin Bubut CNC TU2yepiBelum ada peringkat
- 2555054Dokumen32 halaman2555054SayutiBelum ada peringkat
- Mesin Perkakas CNC Tu-3aDokumen71 halamanMesin Perkakas CNC Tu-3aAhmad BuchoriBelum ada peringkat
- Teori Pemesinan Dasar Pengoperasian Mesin BubutDokumen8 halamanTeori Pemesinan Dasar Pengoperasian Mesin BubutSetyorini SafitriBelum ada peringkat
- Proses Pemesinan 2Dokumen241 halamanProses Pemesinan 2Rosa FirdausBelum ada peringkat
- RPP Kerja BangjuDokumen14 halamanRPP Kerja BangjuWinar CryptonBelum ada peringkat
- Analisa Kekuatan Spring Pada Atc Arm GripDokumen45 halamanAnalisa Kekuatan Spring Pada Atc Arm GripFannaniHdytBelum ada peringkat
- Sop MesinDokumen7 halamanSop MesinAep ZamakhsariBelum ada peringkat
- Teori CNC DasarDokumen14 halamanTeori CNC DasarAmanda MarianaBelum ada peringkat
- Zaidan Zulfy - 2000019062 - 6B - ACC - Modul 4Dokumen17 halamanZaidan Zulfy - 2000019062 - 6B - ACC - Modul 4Nuur Istiqomah Devisca TheressaBelum ada peringkat
- Laporan Praktikum CNCDokumen18 halamanLaporan Praktikum CNCI Putu Hendry GunawanBelum ada peringkat
- Bacaan Materi 1Dokumen9 halamanBacaan Materi 1purwo trenggonoBelum ada peringkat
- Presentasi TU 3ADokumen30 halamanPresentasi TU 3AKunBelum ada peringkat
- Mesin CNC TU-2ADokumen5 halamanMesin CNC TU-2APutra NugrohoBelum ada peringkat
- 01 KompresorTorakDokumen8 halaman01 KompresorTorakDaleArchgodBelum ada peringkat
- CNC MillingDokumen19 halamanCNC MillingAmeliaBelum ada peringkat
- Mesin Perkakas CNC Tu-3a, 2aDokumen74 halamanMesin Perkakas CNC Tu-3a, 2aYopik Indra100% (1)
- Proses Mesin BUBUTDokumen98 halamanProses Mesin BUBUTMuhammad Fajril FalahBelum ada peringkat
- Nota Stesen Loading Ramp & Marshalling YardDokumen14 halamanNota Stesen Loading Ramp & Marshalling YardFickri HafrizBelum ada peringkat
- 15 Bab IiiDokumen28 halaman15 Bab IiiArimbi GembiekBelum ada peringkat
- Soal Quiz Teknik Frais Kelas XiDokumen21 halamanSoal Quiz Teknik Frais Kelas XiRilgyBelum ada peringkat
- Proses Frais Melakukan Kerja Dengan Mesin FraisDokumen9 halamanProses Frais Melakukan Kerja Dengan Mesin Fraispurwo trenggonoBelum ada peringkat
- Mesin Perkakas CNCDokumen334 halamanMesin Perkakas CNCAndi TripambudiBelum ada peringkat
- MPAB PengaspalanDokumen23 halamanMPAB PengaspalanDeny Tri Achmadi ZulkarnainBelum ada peringkat
- Laporan Rotor Belitan 1 RahmaDokumen7 halamanLaporan Rotor Belitan 1 RahmaRAHMAYANIBelum ada peringkat
- Laporan CNC 2015Dokumen12 halamanLaporan CNC 2015Septian HarryBelum ada peringkat
- Gas Cutting MachineDokumen4 halamanGas Cutting MachineAnakkos ChannelBelum ada peringkat
- Cam FungsiDokumen13 halamanCam FungsiAhmad SamiBelum ada peringkat
- Perencanaan Tata Letak PabrikDokumen38 halamanPerencanaan Tata Letak PabrikirdnmgBelum ada peringkat
- (LapRes) Percobaan 1 - Kontrol Motor Servo Menggunakan MikrokontrolerDokumen10 halaman(LapRes) Percobaan 1 - Kontrol Motor Servo Menggunakan MikrokontrolerDikdo YuswantoroBelum ada peringkat
- Lat. Soal Bab 7 Pie MikroDokumen1 halamanLat. Soal Bab 7 Pie MikroPoetriBelum ada peringkat
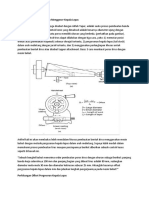
- Cara Membubut Tirus Dengan Menggeser Kepala LepasDokumen3 halamanCara Membubut Tirus Dengan Menggeser Kepala LepasRahman Mulia SiregarBelum ada peringkat
- Materi Ulir Kode G33Dokumen3 halamanMateri Ulir Kode G33Dandik Syaifudin Na'udzubillah100% (1)