Anda mungkin juga menyukai
- Makalah Analisa Aliran MaterialDokumen9 halamanMakalah Analisa Aliran MaterialDwi Prananda0% (1)
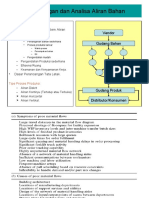
- Bab 5 Analisa Aliran Bahan TataletakDokumen39 halamanBab 5 Analisa Aliran Bahan TataletakMuhammad ReyzaBelum ada peringkat
- Analisa Aliran Bahan 1 EditDokumen25 halamanAnalisa Aliran Bahan 1 EditandiBelum ada peringkat
- Jenis Aliran Bahan Dan LayoutDokumen5 halamanJenis Aliran Bahan Dan LayoutStevenChuangBelum ada peringkat
- Laporan Beban KerjaDokumen33 halamanLaporan Beban KerjaAmelia WirnaBelum ada peringkat
- KPDokumen20 halamanKPnanda fadilahBelum ada peringkat
- Lambang-Lambang TherbligDokumen3 halamanLambang-Lambang TherbligRia Desfirosa PalumbungBelum ada peringkat
- 05 - Penyederhanaan SimulasiDokumen20 halaman05 - Penyederhanaan SimulasiYudha Adi KusumaBelum ada peringkat
- Analisis Perancangan Perusahaan Update 28nop19Dokumen176 halamanAnalisis Perancangan Perusahaan Update 28nop19Is-Setiabdi Iling WaspodoBelum ada peringkat
- 1.teknik Perancangan Sistem KerjaDokumen25 halaman1.teknik Perancangan Sistem KerjaKitahara Ryutani100% (1)
- Bab Ii KanbanDokumen20 halamanBab Ii KanbanWan Habibi RahmanBelum ada peringkat
- Laporan Praktikum Anthropometr PDFDokumen60 halamanLaporan Praktikum Anthropometr PDFArya Noor100% (1)
- Acara 1 Laporan ResmiDokumen33 halamanAcara 1 Laporan ResmiocviraksBelum ada peringkat
- Bab 2Dokumen47 halamanBab 2Ahmad Fariz HadyanBelum ada peringkat
- Week 2 - Profession, Ethics and Professional Organization of IEDokumen23 halamanWeek 2 - Profession, Ethics and Professional Organization of IEYoDi TarmantoBelum ada peringkat
- Peta Kerja KeseluruhanDokumen11 halamanPeta Kerja KeseluruhanREG.B/0519104046/ARDIKA RIZKYBelum ada peringkat
- LAPORAN PRAKTIKUM FisiologiDokumen7 halamanLAPORAN PRAKTIKUM FisiologiDany - Rizkii100% (1)
- Teori Line BalancingDokumen20 halamanTeori Line BalancingSudikse Inggrid N. DamanikBelum ada peringkat
- (ANALISIS PERANCANGAN KERJA) Work Sampling BAB IDokumen3 halaman(ANALISIS PERANCANGAN KERJA) Work Sampling BAB IFairus TIN 08Belum ada peringkat
- Project Based Production SystemDokumen13 halamanProject Based Production SystemWidya AriskaBelum ada peringkat
- 90 Skripsi Teknik Industri Tentang Ergonomis Terbaik Dan Mudah DikerjakanDokumen9 halaman90 Skripsi Teknik Industri Tentang Ergonomis Terbaik Dan Mudah Dikerjakansmklaborti100% (1)
- 1 Kondisi Kerja Dan Psikologi KerekayasaanDokumen28 halaman1 Kondisi Kerja Dan Psikologi KerekayasaanAchi RoBelum ada peringkat
- Tugas 1 - Muhammad Ihsan Fansurya - TI-42-03 - 1201184183-Dikonversi PDFDokumen3 halamanTugas 1 - Muhammad Ihsan Fansurya - TI-42-03 - 1201184183-Dikonversi PDFMuhammad IhsanBelum ada peringkat
- Fisiologi, Biomekanika Dan Postur KerjaDokumen48 halamanFisiologi, Biomekanika Dan Postur KerjaSri Astriani Red50% (4)
- Peta Proses Pembuat GitarDokumen6 halamanPeta Proses Pembuat GitarRifa Alda PratamaBelum ada peringkat
- Contoh Soal Dan Pembahasan Materi "Modeling Process Quality and Inferences About Quality Process"Dokumen11 halamanContoh Soal Dan Pembahasan Materi "Modeling Process Quality and Inferences About Quality Process"Bella ElianaBelum ada peringkat
- UTS ON LINE SPL Reg B WTF017Dokumen1 halamanUTS ON LINE SPL Reg B WTF017Anak Industri Malam 001Belum ada peringkat
- Pendekatan Sistem Model Causal Loop Diagram (CLD) Dalam Memahami Permasalahan Penerimaan Kuantitas Mahasiswa Baru Di Perguruan Tinggi SwastaDokumen7 halamanPendekatan Sistem Model Causal Loop Diagram (CLD) Dalam Memahami Permasalahan Penerimaan Kuantitas Mahasiswa Baru Di Perguruan Tinggi SwastafraditeBelum ada peringkat
- 7.1 Konsep Dasar Ekologi IndustriDokumen36 halaman7.1 Konsep Dasar Ekologi IndustriFarol Raji PaRrBelum ada peringkat
- Soal UAS Mata Kuliah Sistem Pengendalian Proses ProduksiDokumen1 halamanSoal UAS Mata Kuliah Sistem Pengendalian Proses ProduksiHandi KristiantoBelum ada peringkat
- PPC 4Dokumen31 halamanPPC 4Ally XavierBelum ada peringkat
- Praktikum Fisiologi Teknik IndustriDokumen59 halamanPraktikum Fisiologi Teknik Industrirestu nur ramadhan100% (1)
- Tugas Praktikum 3 - Perhitungan Konsumsi EnergiDokumen12 halamanTugas Praktikum 3 - Perhitungan Konsumsi EnergisyolairawanBelum ada peringkat
- Peta KerjaDokumen44 halamanPeta KerjaMochammad-MuslimBelum ada peringkat
- PLC AdvancedDokumen47 halamanPLC AdvancedGanda GppBelum ada peringkat
- LOMCDokumen34 halamanLOMCNasikhuddin100% (1)
- Lapres Tarbligh Kel 8Dokumen32 halamanLapres Tarbligh Kel 8Shafira YuanaBelum ada peringkat
- Uji Keseragaman Data 1Dokumen1 halamanUji Keseragaman Data 1Bima Nova100% (1)
- Laporan Praktikum APK & E Peta KerjaDokumen32 halamanLaporan Praktikum APK & E Peta KerjaAldin Sulthani50% (4)
- Modul 1 Lini Produksi PpicDokumen26 halamanModul 1 Lini Produksi PpicMuhammad Faisal KbaBelum ada peringkat
- BAB III Perhitungan Waktu BakuDokumen55 halamanBAB III Perhitungan Waktu BakuAxtarışPingeksElmBelum ada peringkat
- Proposal Ergocamp 2019Dokumen8 halamanProposal Ergocamp 2019Firman JemmaBelum ada peringkat
- Analisa JaringanDokumen10 halamanAnalisa JaringanDewi SofiyaniBelum ada peringkat
- Laporan Kerja PraktekDokumen31 halamanLaporan Kerja PraktekAnggi Bogi Sf100% (1)
- Tugas Resume Jurnal Ergonomi Muhamad PeransyahDokumen6 halamanTugas Resume Jurnal Ergonomi Muhamad PeransyahMuhamad Peransyah Tasma WisesaBelum ada peringkat
- Fisiologi ErgonomiDokumen29 halamanFisiologi Ergonomijohanes siraitBelum ada peringkat
- PLC Siemens S7 200 For AdvanceDokumen2 halamanPLC Siemens S7 200 For Advancesurya antoBelum ada peringkat
- Studi Waktu Dan Proses Pembuatan Teralis Jendela Di PT X PDFDokumen6 halamanStudi Waktu Dan Proses Pembuatan Teralis Jendela Di PT X PDFTeguh SentosaBelum ada peringkat
- Ekologi Industri Pada Tahu Yun YiDokumen57 halamanEkologi Industri Pada Tahu Yun Yiryanramanda100% (2)
- Model HinesDokumen10 halamanModel HinesAldo WardaniBelum ada peringkat
- 1 Konsep Dan Model Dasar Sistem OtomasiDokumen37 halaman1 Konsep Dan Model Dasar Sistem OtomasiSyaiful MansyurBelum ada peringkat
- L.02 Pengukuran Kinerja Sistem PerawatanDokumen4 halamanL.02 Pengukuran Kinerja Sistem PerawatanNasikhuddinBelum ada peringkat
- Laporan Perancangan Sistem Industri Terpadu Modul ForecastingDokumen41 halamanLaporan Perancangan Sistem Industri Terpadu Modul ForecastingYuliana Rachmawaty100% (1)
- Laporan Praktikum PSKE 2021 - Modul 1 - Kelompok 21Dokumen48 halamanLaporan Praktikum PSKE 2021 - Modul 1 - Kelompok 21Avicenna NaufalBelum ada peringkat
- Analisis Perancangan KerjaDokumen413 halamanAnalisis Perancangan KerjaAnonymous cUbX7OFjBelum ada peringkat
- Analisa Aliran Bahan Atau MaterialDokumen2 halamanAnalisa Aliran Bahan Atau MaterialMHD HERIBelum ada peringkat
- Kuliah 10 Tata Letak Fasilitas ProduksiDokumen18 halamanKuliah 10 Tata Letak Fasilitas ProduksiSangrianBelum ada peringkat
- Modul PTLP Pertemuan Ke 11Dokumen10 halamanModul PTLP Pertemuan Ke 11Sigit Juniarto PrabowoBelum ada peringkat
- Aliran Bahan Dan ArcDokumen19 halamanAliran Bahan Dan ArcFadil SyahputraBelum ada peringkat
- Azas - Azas OrganisasiDokumen30 halamanAzas - Azas OrganisasiAditya KurniawanBelum ada peringkat
- Deteksi Dini Pertumbuhan Dan PerkembanganDokumen61 halamanDeteksi Dini Pertumbuhan Dan PerkembanganAditya KurniawanBelum ada peringkat
- Desain Produk Dan Manajemen KualitasDokumen44 halamanDesain Produk Dan Manajemen KualitasAditya KurniawanBelum ada peringkat
- Analisis Dan Perancangan PerusahaanDokumen21 halamanAnalisis Dan Perancangan PerusahaanRuli HerdianaBelum ada peringkat
- Struktur OrganisasiDokumen22 halamanStruktur OrganisasiAditya KurniawanBelum ada peringkat
- Soal Uts PTLPF SMT 6Dokumen2 halamanSoal Uts PTLPF SMT 6Aditya KurniawanBelum ada peringkat
- Teori PerubahanDokumen10 halamanTeori PerubahanAditya KurniawanBelum ada peringkat
- Analisa Perusahaan Dan StrukturDokumen13 halamanAnalisa Perusahaan Dan StrukturAditya KurniawanBelum ada peringkat
- Tata Tertib PraktikumDokumen2 halamanTata Tertib PraktikumAditya KurniawanBelum ada peringkat
- Soal Uts Manajemen SDM Ti:iiiDokumen2 halamanSoal Uts Manajemen SDM Ti:iiiAditya KurniawanBelum ada peringkat
- Costumer Relations Management Pertemuan 10Dokumen18 halamanCostumer Relations Management Pertemuan 10Aditya KurniawanBelum ada peringkat
- Surat Pengangkatan KaryawanDokumen1 halamanSurat Pengangkatan KaryawanAditya KurniawanBelum ada peringkat
- Tata Tertib PraktikumDokumen2 halamanTata Tertib PraktikumAditya KurniawanBelum ada peringkat
- Penawaran Videotron 2.5 X 4 MeterDokumen7 halamanPenawaran Videotron 2.5 X 4 MeterAditya KurniawanBelum ada peringkat
- Tugas Penentuan Lokasi PabrikDokumen1 halamanTugas Penentuan Lokasi PabrikAditya KurniawanBelum ada peringkat
- Soal Uts Manajemen Industri Te:iiiDokumen1 halamanSoal Uts Manajemen Industri Te:iiiAditya KurniawanBelum ada peringkat
- Entrepreneurship Ep 01Dokumen16 halamanEntrepreneurship Ep 01Aditya KurniawanBelum ada peringkat
- Entrepreneurship Ep 02Dokumen6 halamanEntrepreneurship Ep 02Aditya KurniawanBelum ada peringkat
- Soal Uas Kewirausahaan - TM - SMT IiDokumen1 halamanSoal Uas Kewirausahaan - TM - SMT IiAditya Kurniawan100% (1)
- Entrepreneurship Ep 03Dokumen22 halamanEntrepreneurship Ep 03Aditya KurniawanBelum ada peringkat
- Entrepreneurship Ep 01Dokumen16 halamanEntrepreneurship Ep 01Aditya KurniawanBelum ada peringkat
- Part 01 ManLogDokumen22 halamanPart 01 ManLogAditya KurniawanBelum ada peringkat
- SOAL UTS Ergonomi TI:4Dokumen1 halamanSOAL UTS Ergonomi TI:4Aditya Kurniawan100% (2)
- Soal Uts Tm:smt2:kewirausahaanDokumen1 halamanSoal Uts Tm:smt2:kewirausahaanAditya KurniawanBelum ada peringkat
- Pengertian Etika BisnisDokumen1 halamanPengertian Etika BisnisAditya KurniawanBelum ada peringkat
- JOBDESK Sekretaris LPPM Dan LP3MDokumen2 halamanJOBDESK Sekretaris LPPM Dan LP3MAditya KurniawanBelum ada peringkat
- Soal Uas Kewirausahaan - TM - SMT IiDokumen1 halamanSoal Uas Kewirausahaan - TM - SMT IiAditya Kurniawan100% (1)
- Soal Uts Tm:smt2:kewirausahaanDokumen1 halamanSoal Uts Tm:smt2:kewirausahaanAditya KurniawanBelum ada peringkat
- Tugas 07:04:2021Dokumen1 halamanTugas 07:04:2021Aditya KurniawanBelum ada peringkat
- Soal Uts Teori Probabilitas Ti:i - 2020:2021Dokumen1 halamanSoal Uts Teori Probabilitas Ti:i - 2020:2021Aditya KurniawanBelum ada peringkat