Anda mungkin juga menyukai
- Paku KelingDokumen21 halamanPaku KelingFitriAnggraeniBelum ada peringkat
- Proposal Lomba Gambar TeknikDokumen14 halamanProposal Lomba Gambar TeknikBethaRizkaWitanandaBelum ada peringkat
- Pemilihan Bahan Dan Proses Kelompok 4Dokumen34 halamanPemilihan Bahan Dan Proses Kelompok 4samsudinBelum ada peringkat
- Cara Membuat Huruf TimbulDokumen2 halamanCara Membuat Huruf TimbulHarnadi HajriBelum ada peringkat
- Review Jurnal Kereta ApiDokumen2 halamanReview Jurnal Kereta ApiyukiiyukiichanBelum ada peringkat
- D. Detail Sambungan Rafter KolomDokumen9 halamanD. Detail Sambungan Rafter KolomCindy Putri Nur RachmaBelum ada peringkat
- Modul Uji Bahan-2018Dokumen49 halamanModul Uji Bahan-2018ASRI ANSARBelum ada peringkat
- Jurnal Material Local Quarry Sungai SaddangDokumen12 halamanJurnal Material Local Quarry Sungai SaddangFidya Iryanti N100% (1)
- Perhitungan Roda Gigi LurusDokumen8 halamanPerhitungan Roda Gigi LurusFauzie AkbarBelum ada peringkat
- Dongkrak Sederhana Tipe Ulir Segi EmpatDokumen3 halamanDongkrak Sederhana Tipe Ulir Segi EmpatiYUSBelum ada peringkat
- Desain Dan Analisis Kekuatan Pada LadderDokumen123 halamanDesain Dan Analisis Kekuatan Pada LadderKinanggi SaputraBelum ada peringkat
- Mektek Momen Inersia (Puntir)Dokumen8 halamanMektek Momen Inersia (Puntir)FerryFirmansyah100% (1)
- ASTM C78-02 LengkapDokumen6 halamanASTM C78-02 LengkapMuhammad AriefBelum ada peringkat
- Makalah Las Oxy-AcetyleneDokumen51 halamanMakalah Las Oxy-AcetylenefauziBelum ada peringkat
- Teknik Pemeriksaan Material Menggunakan XRFDokumen5 halamanTeknik Pemeriksaan Material Menggunakan XRFgitaBelum ada peringkat
- KaitDokumen20 halamanKaitHeru HermansyahBelum ada peringkat
- Alat Ukur TeknikDokumen46 halamanAlat Ukur TeknikNael MrboenBelum ada peringkat
- Kajian Produk EksistingDokumen1 halamanKajian Produk EksistingArdiansyahBelum ada peringkat
- BEKISTING LisplangDokumen6 halamanBEKISTING LisplangAHMAD DARIS MAIMUNBelum ada peringkat
- Inspeksi Pengelasan (DT Dan NDT)Dokumen18 halamanInspeksi Pengelasan (DT Dan NDT)Danang Angga SastromihardjoBelum ada peringkat
- Hubungan Pahat Bubut Dengan Benda KerjaDokumen14 halamanHubungan Pahat Bubut Dengan Benda KerjaYudha PratamaBelum ada peringkat
- Analisis Operasi Alat Berat 2007Dokumen10 halamanAnalisis Operasi Alat Berat 2007Benita CintiaBelum ada peringkat
- Pertemuan 3 - Gaya Dalam Bidang Dan Ruang Mekanika TeknikDokumen35 halamanPertemuan 3 - Gaya Dalam Bidang Dan Ruang Mekanika Teknikreza batmanBelum ada peringkat
- Petunjuk Pemeriksaan Peralatan Penyemprot Aspal Tangan (Hand Sprayer) )Dokumen15 halamanPetunjuk Pemeriksaan Peralatan Penyemprot Aspal Tangan (Hand Sprayer) )herry100% (1)
- Job Ruji TromolDokumen3 halamanJob Ruji TromolgonBelum ada peringkat
- Alat Pampat TanahDokumen6 halamanAlat Pampat TanahRagil RezaaBelum ada peringkat
- Laporan Materisl Teknik II Uji Tarik Dan ImpactDokumen5 halamanLaporan Materisl Teknik II Uji Tarik Dan ImpactHamdan Muhammad Al-MukhtaryBelum ada peringkat
- Pedoman Penulisan Laporan PKLDokumen20 halamanPedoman Penulisan Laporan PKLAnton SugiartoBelum ada peringkat
- PROJECT METHODE - Pemasangan Railing TanggaDokumen7 halamanPROJECT METHODE - Pemasangan Railing TanggaIwan Iqo UABelum ada peringkat
- Laporan Las Listrik Kelompok 11Dokumen13 halamanLaporan Las Listrik Kelompok 11yuniar_widiyanti100% (1)
- Makalah Analisis Ekonomi TeknikDokumen39 halamanMakalah Analisis Ekonomi TeknikAndi ArifaiBelum ada peringkat
- Non Destructive TestDokumen51 halamanNon Destructive TestFahmi100% (1)
- Teori Tegangan Dan Regangan NormalDokumen7 halamanTeori Tegangan Dan Regangan NormalMufattihul IkhwanBelum ada peringkat
- Ika Pelaksanaan Slump TestDokumen6 halamanIka Pelaksanaan Slump TestyayangBelum ada peringkat
- Contoh Soal PengelasanDokumen2 halamanContoh Soal PengelasanNur Rokhman100% (1)
- 687 Laporan MTDokumen10 halaman687 Laporan MTDayang Yeni Islaminarti100% (1)
- Cacat LasDokumen4 halamanCacat Lashrohmulyanti100% (3)
- Struktur BajaDokumen6 halamanStruktur BajaauliaBelum ada peringkat
- Laporan Praktikum Fenomena Bahan II Uji BendingDokumen21 halamanLaporan Praktikum Fenomena Bahan II Uji Bendingdan alfalfaBelum ada peringkat
- Baja Batang Tekan Dan TarikDokumen11 halamanBaja Batang Tekan Dan TarikHendriawan SantosoBelum ada peringkat
- Pengaruh Ketajaman Sudut Potong Pahat BubutDokumen9 halamanPengaruh Ketajaman Sudut Potong Pahat BubutNovi Kurniatie GustiBelum ada peringkat
- Slide TSP205 Mek Bahan TSP 205 P7Dokumen28 halamanSlide TSP205 Mek Bahan TSP 205 P7Muhammad Syarif HidayatullahBelum ada peringkat
- Pokok Pokok PerencanaanDokumen4 halamanPokok Pokok Perencanaanramadhan fahmiBelum ada peringkat
- Rumus Bangun RuangDokumen7 halamanRumus Bangun RuangAndi RyanBelum ada peringkat
- SOP Alat Uji Impak Izod Dan SpesifikasiDokumen5 halamanSOP Alat Uji Impak Izod Dan Spesifikasimuhammad sabhiisBelum ada peringkat
- Chapter 5 Pondasi MesinDokumen42 halamanChapter 5 Pondasi MesinYosafat ArdanaBelum ada peringkat
- Laporan Praktikum Analisa Struktur Modul ADokumen40 halamanLaporan Praktikum Analisa Struktur Modul AInda Annisa Fauzani100% (1)
- 2007 - Las Dan Pematrian PDFDokumen120 halaman2007 - Las Dan Pematrian PDFJunaedi Edi50% (2)
- ClamshellDokumen14 halamanClamshellAgOes El-BasYary100% (1)
- Tugas Elemen Mesin IDokumen6 halamanTugas Elemen Mesin Imunir pratamaBelum ada peringkat
- Jobsheet Las Listrik - Mengelas Kampuh 2 GDokumen2 halamanJobsheet Las Listrik - Mengelas Kampuh 2 GSMK Plus Tunas BangsaBelum ada peringkat
- Pertemuan 2 - Perabot Pengangkat FleksibelDokumen33 halamanPertemuan 2 - Perabot Pengangkat FleksibelSendy VgBelum ada peringkat
- Minggu 2 Free Body DiagramDokumen22 halamanMinggu 2 Free Body DiagrammasmunirBelum ada peringkat
- Macam-Macam SambunganDokumen42 halamanMacam-Macam SambunganAnthon SalimBelum ada peringkat
- Bab 3,4,5-1Dokumen9 halamanBab 3,4,5-1Sabda Kurniadi100% (2)
- Makalah SambunganDokumen18 halamanMakalah SambunganYudha PratamaBelum ada peringkat
- Sambungan StrukturDokumen15 halamanSambungan StrukturM Audito AlfansyahBelum ada peringkat
- Material Dan Proses Produksi RivetDokumen14 halamanMaterial Dan Proses Produksi RivetRefky FBelum ada peringkat
- Makalah Sambungan Konstruksi BajaDokumen22 halamanMakalah Sambungan Konstruksi BajaNeira CemaraBelum ada peringkat
- Bab 2 Macam Macam SambunganDokumen15 halamanBab 2 Macam Macam SambunganAnwar Chamidie100% (3)
- K3 Bahaya Pengelasan Dan Pengendaliannya PDFDokumen76 halamanK3 Bahaya Pengelasan Dan Pengendaliannya PDFAhmad NurjamanBelum ada peringkat
- BAB II Tinjauan PustakaDokumen19 halamanBAB II Tinjauan PustakaBarri KarizkiBelum ada peringkat
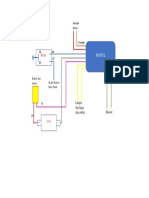
- Rangkaian Alarm V12 Motor Vega ZRDokumen1 halamanRangkaian Alarm V12 Motor Vega ZRAhmad NurjamanBelum ada peringkat
- KINDIMDokumen5 halamanKINDIMAhmad NurjamanBelum ada peringkat
- Makalah Kebakaran HutanDokumen63 halamanMakalah Kebakaran HutanAhmad NurjamanBelum ada peringkat
- Materi Mesin PressDokumen23 halamanMateri Mesin PressSurya SaputraBelum ada peringkat
- KINDIMDokumen5 halamanKINDIMAhmad NurjamanBelum ada peringkat
- Unsur KetahananDokumen16 halamanUnsur KetahananAhmad NurjamanBelum ada peringkat
- 017 - Surat Penawaran Kerjasama (PT BAT)Dokumen3 halaman017 - Surat Penawaran Kerjasama (PT BAT)Ahmad NurjamanBelum ada peringkat
- Laporan Uji Keras FixDokumen12 halamanLaporan Uji Keras FixAhmad NurjamanBelum ada peringkat
- Laporan Praktikum Uji TarikDokumen20 halamanLaporan Praktikum Uji TarikAhmad NurjamanBelum ada peringkat
- Kelompok 1.1Dokumen9 halamanKelompok 1.1Ahmad NurjamanBelum ada peringkat
- Laporan KebulatanDokumen25 halamanLaporan KebulatanAhmad NurjamanBelum ada peringkat
- Uji TarikDokumen32 halamanUji TarikAhmad NurjamanBelum ada peringkat
- 8 Pelapisan - LogamDokumen3 halaman8 Pelapisan - LogamAhmad NurjamanBelum ada peringkat
- 6 TermokimiaDokumen6 halaman6 TermokimiaAhmad NurjamanBelum ada peringkat
- DapusDokumen1 halamanDapusAhmad NurjamanBelum ada peringkat
- NoktahDokumen1 halamanNoktahAhmad NurjamanBelum ada peringkat
- Gambar ProyeksiDokumen4 halamanGambar ProyeksiAhmad NurjamanBelum ada peringkat
- Hayam Kongkorongok SubuhDokumen1 halamanHayam Kongkorongok SubuhDenis RamdaniBelum ada peringkat
- LT Soal MTK Un SMPDokumen0 halamanLT Soal MTK Un SMPwsriyunitaBelum ada peringkat
- LT Soal MTK Un SMPDokumen0 halamanLT Soal MTK Un SMPwsriyunitaBelum ada peringkat