Fcaw & Gmaw
Diunggah oleh
Aqsha Sandiary AnwarJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Fcaw & Gmaw
Diunggah oleh
Aqsha Sandiary AnwarHak Cipta:
Format Tersedia
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
I. Pengelasan Flux Core Arc Welding (FCAW)
Pengelasan FCAW (Flux Core Arc Welding) merupakan salah satu jenis
proses pengelasan yang banyak digunakan untuk pembangunan konstruksi
kapal. Las FCAW merupakan proses pengelasan busur listrik yang berinti
fluks dengan elektroda terumpan yang berbentuk tubular. Proses peleburan
logam terjadi diantara logam induk dengan elektrode dan fluks yang
merupakan inti dari elektrode, terbakar manjadi gas pelindung terhadap
pengaruh udara luar (atmosfer). Dapat juga gas pelindung dibuat dengan gas
tambahan dari suplai luar (auxilary gas).
Proses pengelasan FCAW terjadi ketika filler metal diumpankan secara
terus menerus dengan bidang kerja (base metal) yang menggunakan gas
pelindung dari terbakarnya bahan-bahan yang terkandung dalam inti
elektrode. Bahan-bahan ini akan terbentuk menjadi slag yang lebih ringan
jika dibandingkan dengan deposit logam las, dan akan mengapung di atas
permukaan logam las yang sekaligus berfungsi sebagai pelindung terhadap
kontaminasi udara. Disamping itu bahan-bahan tersebut juga berfungsi
untuk membantu berlangsungnya proses deoksidasi, ionisasi, purifying
agent, dan proses perpaduan elemen-elemen yang lain.
Dibandingkan dengan proses pengelasan busur yang lain, proses
pengelasan dengan FCAW (Flux Core Arc Welding) memberikan beberapa
keuntungan, diantaranya adalah :
Kualitas deposit logam las menjadi tinggi.
Bentuk hasil las yang baik, smooth dan uniform.
Bentuk garis mendatar las fillet sangat baik.
Untuk pengelasan baja dengan macam-macam ketebalan.
Faktor operasionalnya tinggi, mudah dilakukan otomatisasi.
Harga deposit rate-nya tinggi.
Kecepatan gerakan relatif tinggi.
Perencanaan sambungan sederhana dan ekonomis.
Sedikit diperlukan gas pelindung jika dibandingkan dengan las GMAW.
Deformasi puntiran lebih kecil jika dibandingkan dengan las SMAW.
Visible arc mudah dalam penggunaan.
Dalam penggunaannya proses pengelasan dengan FCAW sangat jarang
dilakukan secara manual. Seluruh rangkaian proses kerjanya banyak
menggunakan cara semi otomatis dan otomatis. Pada cara semi otomatis
proses pengumpanan logam las ke bidang kerja dilakukan secara otomatis
namun pergerakan pengelasannya dilakukan secara manual. Metode semi
otomatis ini paling banyak digunakan dalam pengelasan karena lebih
fleksibel. Sedangkan dengan cara otomatis adalah proses pengumpanan
elektrode ke bidang kerja dan pergerakan arah pengelasannya dilakukan
secara otomatis.
Pengelasan FCAW, Elektrode Berinti Fluks
FCAW, proses pengelasan dengan menggunakan elektrode berbentuk
pipa yang berinti fluks dan proses pengelasan ini merupakan pengembangan
dari pengelasan MIG (Metal Inert Gas). Dengan pengelasan FCAW dapat
memperbaiki busur listrik, perpindahan logam cair dari elektrode ke benda
kerja, sifat-sifat logam las dan kualitas sambungan las.
Nur Yanu Nugroho
1
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Proses pengelasan terjadi akibat adanya panas yang dihasilkan oleh
busur listrik. Dan busur listrik akan timbul karena adanya hubungan singkat
(short circuit) antara elektrode FCAW yang berbentuk pipa berinti fluks
dengan benda kerja yang akan disambung. Prinsip kerja dari pengelasan
FCAW sama dengan pengelasan GMAW (Gas Metal arc Welding). Elektrode
las yang digunakan pada pengelasan FCAW mempunyai karakteristik yang
berbeda dengan elektrode pada pengelasan GMAW.
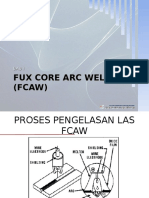
Gambar 1.1. Perpindahan Logam Las Pada Proses Las FCAW.
Gambar 1.2. Proses Las FCAW.
Nur Yanu Nugroho
2
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Penggunaan las FCAW lebih luas, misalnya dapat digunakan untuk
pengelasan logam-logam dengan kekuatan tarik tinggi yang memerlukan
kualitas deposit las yang cukup baik. Pengelasan dengan pemakaian arus
listrik yang tinggi, terjadinya busur listrik masih stabil dan dapat
dikendalikan jika dibandingkan dengan porses las GMAW pada penggunaan
elektrode dengan ukuran diameter besar. Busur listrik dan logam las yang
cair masih dapat terlihat jelas oleh tukang las dan slag pada lapisan logam
las dengan mudah dapat dibersihkan. Pada saat terjadinya perpindahan
logam las dari elektrode ke benda kerja, spatter dan asap yang dihasilkan
relatif sedikit sehingga tidak terlalu mengganggu tukang las.
Beberapa hal yang harus diperhatikan dalam melakukan pengelasan
FCAW, antara lain :
Prinsip kerja sama dengan proses pengelasan GMAW.
Perlindungan terhadap kontaminasi udara dengan self shielded atau
Active Gas (CO2).
Elektrode terumpan (tubular cored wire).
Tubular cored wire rod sebagai logam pengisi & menyalurkan busur.
Wire feeder berfungsi untuk menggerakkan wire rod.
Cara kerja dengan semi otomatis atau otomatis.
Aplikasi untuk pengelasan: carbon steel, high strength low alloy steel,
stainless steel, aluminium, etc.
Prinsip Kerja Las FCAW
Peralatan: torch (gun), yang di dalamnya ada solid wire yang didorong
oleh wire feeder, gas pelindung dialirkan dari tabung gas.
Pengumpanan cored wire secara menerus & otomatis.
Dengan penyetelan parameter las (ampere & voltage) yang sesuai, maka
panjang busur & kecepatan pengumpanan solid wire secara atomatis akan
menyesuaikan.
Juru las mengatur kecepatan dan arah pengelasan dan posisi gun, ini
berarti pengelasan bekerja secara semi otomatis.
Elektrode yang digunakan pada pengelasan flux-cored arc welding
(FCAW) adalah kawat las yang berbentuk tabung (pipa) yang didalamnya
berisi suatu campuran deoxidizers, fluks, bubuk metal, dan ferro-alloys.
Tipe elektrode seperti ini yang membedakan antara elektrode flux-cored
wires dan solid cold-drawn wire. Pemakaian elektrode flux-cored dalam
proses pengelasan FCAW dapat dilakukan dengan dua cara, yaitu : dengan
menggunakan gas asam-arang (CO2) sebagai gas pelindung tambahan dari
luar (external shielding gas) dan dapat juga digunakan untuk pengelasan
yang tidak perlu tambahan gas dari luar, dalam hal ini gas pelindung
didapatkan dari pembakaran slag pada inti elektrode flux-cored (internal
shielding gas).
Pemakaian gas asam-arang untuk las FCAW sebagai pelindung pada
umumnya akan memberikan hasil yang lebih baik jika dibandingkan dengan
yang tanpa menggunakan gas pelindung eksternal. Mesin las FCAW meskipun
dapat digunakan untuk pengelasan semi otomatis atau secara otomatis,
namun pada umumnya banyak diterapkan untuk pengelasan semi otomatis.
Di dalam pengelasan semi otomatis, wire feeder secara terus menerus
memberikan elektrode yang akan dicairkan untuk mengisi kampuh las, dan
Nur Yanu Nugroho
3
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
power source memberikan sumber arus listrik untuk memelihara panjang
busur las yang terjadi. Tukang las menggerakkan welding gun dan
melakukan penyesuaian parameter pengelasan.
Pengelasan FCAW dapat juga dilakukan dengan mesin las yang dapat
mengendalikan jalannya pengelasan, menjaga panjang busur las, dan
mensuplai kawat las untuk pengisian kampuh las. Operator las secara terus
menerus memonitor proses pengelasan itu dan menyesuaikan ke dalam
parameter pengelasan. Pengelasan secara otomatis banyak digunakan untuk
aplikasi pekerjaan dengan produksi yang tinggi dan cepat.
Keuntungan Pengelasan FCAW
Keuntungan utama dari pengelasan flux-cored arc welding (FCAW)
adalah dapat menekan biaya pengelasan dengan deposit logam las yang
lebih tinggi jika dibandingkan dengan pengelasan SMAW maupun GMAW.
Kebutuhan biaya yang lebih sedikit ini dikarenakan elektrode pada las FCAW
sudah dilengkapi dengan fluks pada inti elektrode sebagai gas pelindung
tanpa memerlukan gas tambahan dari luar seperti halnya elektrode pada
pengelasan GMAW.
Pengelasan FCAW menghasilkan bentuk manik-manik las yang sangat
baik dan halus sehingga tidak memerlukan pekerjaan penggerindaan pada
permukaan logam las. Pengelasan flux-cored tidak memerlukan gas
pelindung seperti gas asam-arang (CO2) yang sering digunakan untuk aplikasi
pengelasan konstruksi baja lunak. Menghasilkan logam las yang mempunyai
kekuatan lebih tinggi dengan sifat material sedikit lebih ductile
dibandingkan dengan penggunaan pelindung gas asam-arang (CO2).
Menghasilkan penetrasi las yang lebih dalam sehingga baik untuk pengelasan
pelat-pelat tebal.
Proses las flux-cored menimbulkan kotoran yang relatif kecil pada
logam las, dan ini dapat mengurangi terjadinya cacat pada logam las.
Kecepatan pengelasan yang lebih tinggi karena deposit las yang dihasilkan
lebih banyak dan terjadinya percikan las (spatter) relatif lebih kecil jika
dibandingkan dengan pengelasan SOLID-WIRE MIG. Penggunaan elektrode
dengan diameter yang lebih kecil, sehingga pengelasan bisa dilakukan dalam
semua posisi. Beberapa kawat las flux-cored tidak memerlukan persediaan
gas pelindung eksternal, sehingga akan menyederhanakan peralatan
tersebut. Dengan kawat elektrode yang dapat diumpankan secara terus-
menerus dapat menghemat waktu untuk melaksanakan penggantian
elektrode seperti pada las SMAW.
Kerugian Pengelasan FCAW
Kebanyakan pada pengelasan low-alloy steel maupun mild-steel,
pemakaian elektrode jenis flux-cored dapat menyebabkan material lebih
sensitip terhadap terjadinya perubahan bentuk (deformasi) jika
dibandingkan dengan pengelasan dengan elektrode SMAW. Kepekaan ini,
sangat tergantung dari voltase yang digunakan, dan dapat dikurangi dengan
pemakaian gas pelindung tambahan dari luar. Untuk hasil las yang baik perlu
mesin las tipe constant-voltage dan constant-speed electrode feeder yang
dapat memelihara tegangan busur supaya tetap.
Nur Yanu Nugroho
4
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Peralatan Pengelasan FCAW
Peralatan yang digunakan pada pengelasan FCAW dengan elektrode
berinti fluks sama dengan peralatan yang digunakan pada pengelasan GMAW.
Peralatan utama yang digunakan adalah power source, controls, wire
feeder, welding gun, dan welding cables. Perbedaan utama antara keduanya
adalah terletak pada elektrode yang digunakan. Elektrode untuk FCAW
menggunakan pelindung udara yang berasal dari fluks yang terletak didalam
inti elektrode itu sendiri. Sedangkan elektrode untuk GMAW harus diberi
pelindung udara dari luar yang berasal dari tangki-tangki gas pelindung yang
disiapkan. Hal ini biasanya juga akan berpengaruh terhadap mekanisme
peralatan yang dipakai untuk proses pengelasan, khususnya pada welding
gun yang digunakan. Untuk pengelasan otomatis, ada beberapa hal yang
harus diperhatikan seperti penambahan peralatan pengatur gerakan
elektrode supaya bisa berjalan dengan sendirinya, peralatan untuk mengatur
arah pengelasan, dan tambahan-tambahan peralatan utama yang lain.
Gambar 1.3. Skema Kerja Mesin Las FCAW.
Nur Yanu Nugroho
5
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Gambar 1.4. Peralatan Mesin Las FCAW.
Kebanyakan power source yang digunakan beroperasi pada tegangan
230 hingga 460 volt, akan tetapi mesin yang digunakan juga harus mampu
beroperasi pada tegangan 200 hingga 575 volt. Power sources akan
beroperasi dengan baik pada satu phase maupun tiga phase dengan
frekwensi 50 sampai 60 hertz. Kebanyakan power sources yang digunakan
untuk pengelasan FCAW menggunakan duty cycle 100%. Dengan demikian
mesin las tersebut dapat digunakan secara terus menerus tanpa istirahat.
Ada beberapa mesin las yang digunakan untuk proses ini ada yang
mempunyai duty cycle 60%, yang berarti bahwa mesin las hanya dapat
digunakan untuk mengelas selama 6 menit dari setiap 10 menit.
Mesin las untuk FCAW biasanya telah direkomendasikan dengan tipe
mesin arus listrik DC (Direct Current) dengan tegangan konstan (constant
voltage). Kedua-duanya menggunakan generator berputar dan statis baik
untuk yang satu phase maupun tiga phase transformator rectifiers. Power
sources yang sama dapat digunakan untuk pengelasan GMAW maupun FCAW.
Pada pengelasan FCAW biasanya menggunakan arus listrik yang lebih tinggi
dari pada pengelasan GMAW sehingga kadang-kadang memerlukan power
yang lebih besar. Penting untuk diketahui tentang kapasitas maksimum dari
power source agar kemampuan dari mesin las dapat disesuaikan dengan
kebutuhan pekerjaan pengelasan.
Proses pengelasan FCAW menggunakan sumber arus listrik searah (DC).
Sumber listrik DC ini dapat disesuaikan dengan kebutuhan yaitu DCSP (Direct
Current Straight Polarity) dan DCRP (Direct Current Reverse Polarity).
Kawat elektroda flux-core dirancang untuk beroperasi dengan baik pada
DCEP (Direct Current Electrode Positive) maupun DCEN (Direct Current
Electrode Negative). Kawat elektrode dirancang dengan menggunakan
pelindung yang berasal dari luar, biasanya untuk pengelasan DCEP. Ada
beberapa kawat elektrode flux-core untuk DCEP yang tidak memerlukan lagi
perlindungan udara dari luar (self-shielding flux-cored), akan tetapi
elektrode jenis ini banyak digunakan pada pengelasan DCEN. Elektrode
Nur Yanu Nugroho
6
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
positif (DCEP) dapat memberikan penetrasi ke dalam yang lebih baik
sehingga cocok untuk penyambungan pelat-pelat tebal. Elektrode negatif
(DCEN) akan memberikan penetrasi yang kurang dalam dan cocok digunakan
untuk mengelas bahan-bahan logam yang lemah dan pelat-pelat tipis.
Kampuh las yang dihasilkan oleh DCEN adalah lebih lebar dan lebih dangkal
jika dibandingkan dengan yang dihasilkan oleh DCEP.
Sumber arus listrik yang dihasilkan oleh mesin generator dapat
digunakan untuk proses pengelasan FCAW. Arus listrik ini dibangkitkan oleh
rotor elektrik yang digerakkan oleh mesin penggerak tipe motor bakar dalam
yang sesuai dengan aplikasinya. Mesin penggerak tersebut bisa menggunakan
mesin bensin maupun mesin diesel dengan sistem pendinginan air ataupun
udara. Penggunaan motor generator sebagai pembangkit listrik dapat
menghasilkan busur listrik yang sangat stabil, tetapi menimbulkan
kebisingan, biaya lebih mahal, membutuhkan konsumsi tenaga lebih besar,
dan memerlukan pemeliharaan yang lebih sulit jika dibandingkan dengan
mesin las yang menggunakan transformer-rectifier. Motor penggerak kawat
las (wire feed) pada mesin las FCAW digunakan untuk mengendalikan
jalannya elektrode agar dapat mempercepat proses pekerjaan. Ada
beberapa tipe sistem penggerak kawat las (wire feed) untuk mesin las FCAW
yang tersedia, dan pemilihan sistem tersebut tergantung dari aplikasi yang
digunakan. Kebanyakan dari sistem wire feed yang digunakan pada
pengelasan FCAW adalah jenis wire feed dengan kecepatan tetap (constant
speed) dan digunakan pada mesin las dengan tegangan konstan (constant
voltage). Dengan adanya variasi kecepatan wire feeder, tegangan listrik
dapat diatur untuk menjaga panjang busur las yang diinginkan dengan
bermacam-macam kecepatan wire feed yang ada. Variasi panjang busur las
dapat meningkatkan atau mengurangi kecepatan wire feed tersebut. Wire
feeder terdiri dari rotor elektrik yang dihubungkan ke suatu pengarah yang
berisi bak-engkol (gear box) penggulung kawat las. Skema dari gear box dan
wire feeder ditunjukkan pada gambar 5.
Gambar 1.5. Wire Feed Assembly.
Nur Yanu Nugroho
7
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Gear box dan wire feeder pada pengelasan FCAW kedua-duanya
menggunakan sistem pendinginan dengan udara. Daerah busur las (torch
guns) juga didinginkan dengan udara di sekitar pengelasan, dan jika
menggunakan gas pelindung tambahan juga bisa menambah efek dari
pendinginan pada proses las tersebut. Proses pendinginan ada juga dengan
menggunakan air dengan cara mengalirkan air yang berada di dalam pipa
khusus ke daerah di sekitar gear box dan wire feeder. Pendinginan dengan
air direkomendasikan untuk pengelasan dengan pemakaian arus listrik lebih
besar dari 600 ampere, dan lebih banyak digunakan untuk pengelasan
dengan arus listrik 500 ampere. Pendinginan dengan air memungkinkan
penggunaan arus listrik secara maksimal dan pengoperasian mesin las secara
terus menerus. Pendinginan dengan udara lebih banyak disukai untuk
aplikasi kurang dari 500 ampere, walaupun pendinginan dengan air juga
boleh digunakan. Sistem pendinginan dengan udara lebih mudah dan ringan
dalam pengoperasiannya.
Kabel pengelasan dan connectors digunakan untuk menghubungkan
arus listrik dari power supply kepada welding gun dan benda kerja. Kabel ini
kebanyakan dibuat dari tembaga yang terdiri dari ratusan kawat serabut
yang diselubungi oleh karet baik karet alam atau karet sintetis. Kabel yang
menghubungkan power supply dengan welding gun harus mampu
memberikan arus listrik yang cukup kepada elektrode. Di dalam pengelasan
semi otomatis, kabel ini disamping untuk memenuhi kebutuhan elektrode
untuk memanaskan logam las juga digunakan untuk menggerakkan jalannya
elektrode selama pengelasan. Pada mesin las otomatis, kabel yang
digunakan untuk pencairan logam dan jalannya elektrode dipasang secara
terpisah. Ukuran kabel pengelasan yang digunakan tergantung pada
kapasitas arus listrik dari mesin las, siklus tugas (duty cycle) mesin, dan
jarak antara mesin las dengan benda kerja. Ukuran kabel yang terbentang
paling kecil dengan ukuran nomor 8 pada kuat arus 75 ampere. Pemakaian
kabel yang terlalu kecil dapat mengakibatkan terlalu panas selama
pengelasan berlangsung.
Peralatan gas pelindung dan elektrode pada las FCAW
Gas pelindung berfungsi untuk melindungi proses pencairan logam
kawat las dan benda kerja. Peralatan yang digunakan terdiri dari tabung
persediaan gas, pengontrol tekanan, katup pengendali, dan pipa karet untuk
menyalurkan gas menuju welding gun. Pelindung udara dihasilkan dari
cairan gas yang disimpan dalam tangki dan dilengkapi dengan alat
penguapan yang dapat dikontrol. Cairan dalam tangki mempunyai tekanan
tinggi dan ketika menguap keluar akan bereaksi dengan udara dan
membentuk gas sebagai pelindung. Tujuan utama dari pemakaian gas
pelindung pada pengelasan FCAW adalah untuk melindungi busur las pada
saat terjadinya pencairan logam dari kontaminasi atmosfir.
Adanya unsur nitrogen (zat lemas) dan oksigen (zat asam) di udara,
jika terjadi kontak dan masuk ke dalam pencairan logam las dapat
menyebabkan terjadinya porosity dan material sambungan las akan menjadi
getas atau rapuh (martensite). Di dalam pengelasan FCAW, gas untuk
melindungi busur las dapat terpenuhi oleh pembakaran elektrode yang
berinti fluks atau ada tambahan gas dari luar. Gas pelindung akan berfungsi
untuk memindahkan udara di sekitar area busur las, dan proses pengelasan
Nur Yanu Nugroho
8
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
akan berlangsung di bawah selimut gas pelindung tersebut. Inert gas (gas
mulia) dan active gas (gas aktif) keduanya boleh digunakan untuk tambahan
gas pelindung dari luar. Inert gas dan active gas tersebut diantaranya adalah
gas asam-arang (CO2), campuran argon-oxygen (mixture), dan campuran
argon-carbondioksida yang banyak digunakan untuk hampir semua aplikasi.
Penggunaan gas pelindung tambahan
Penggunaan gas pelindung harus dipilih berdasarkan beberapa
pertimbangan agar sesuai dengan aplikasi pengelasan yang digunakan.
Pertimbangan tersebut antara lain : jenis material yang akan dilas,
karakteristik perpindahan logam las (metal transfer), ketersediaan di
pasaran, harga dari gas pelindung yang digunakan, persyaratan sifat mekanis
sambungan las, penembusan, dan bentuk manik-manik logam las. Berbagai
gas pelindung yang sering digunakan dapat dijelaskan di bawah ini.
1. Gas asam-arang atau karbondioksida (CO2)
Gas asam-arang dihasilkan dari gas bahan bakar yang disemburkan oleh
terbakarnya gas-alam atau minyak bakar. Karbondioksida ini juga sebagai
hasil sampingan dari pabrik amoniak, fermentasi alkohol, yang mana
hasilnya hampir 100 persen murni CO2. Gas asam-arang yang dibuat untuk
pemakai tersedia dalam tabung maupun dalam kontainer curah, akan tetapi
yang paling banyak tersedia adalah kemasan dalam tabung. Dengan sistem
curah, gas asam-arang pada umumnya dibuat dalam bentuk cairan dan akan
berubah menjadi gas ketika digunakan untuk memanaskan proses las.
Sistem curah secara normal hanya digunakan ketika diperlukan
persediaan dengan jumlah yang cukup besar pada bengkel pengelasan.
Persediaan gas asam-arang di dalam tabung diperoleh dari campuran antara
cairan dan uap air yang membentuk gas asam-arang, cairan menduduki kira-
kira duapertiga dari ruangan di dalam tabung silinder. Jika ditimbang, kira-
kira 90 persen berat dari isi tabung adalah gas yang berada di atas cairan.
Ketika gas asam-arang keluar dari tabung silinder sudah dalam bentuk gas
yang menguapkan cairan dalam tabung, untuk itu harus dilengkapi dengan
alat pengukur tekanan agar dapat diketahui keseluruhan tekanan gas yang
terbentuk.
Jika tekanan di dalam tabung silinder mengalami penurunan hingga 200
psi (1379 kPa), maka tabung silinder harus digantikan dengan yang baru.
Laju aliran pengeluaran normal CO2 dari tabung silinder adalah sekitar 10
50 cu ft per jam (4,7 24 liter per menit). Laju pengeluaran maksimum 25
cu ft per jam (12 liter per menit) direkomendasikan untuk pengelasan
dengan menggunakan tabung silinder tunggal. Jika laju aliran gas dari
tabung silinder terlalu rendah, dapat mengakibatkan penurunan pemanasan
pada saat pengelasan. Dan jika laju aliran di-set terlalu tinggi, daya serap
panas ini dapat mendorong kearah pembekuan pada pengatur tekanan dan
pengukur aliran yang dapat menghalangi aliran gas pelindung dalam proses
las. Apabila diperlukan laju aliran yang lebih tinggi dari 25 cu ft per jam (12
liter per menit) dengan menggunakan dua jenis tabung silinder CO2 yang
dipasang secara paralel, maka dalam prakteknya harus dipasang alat
pemanas di antara dua tabung tersebut dengan pengatur aliran gas (gas
Nur Yanu Nugroho
9
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
regulator), pengatur tekanan (pressure regulator), dan pengukur aliran
(flowmeter).
Penggunaan gas asam-arang secara luas banyak dipakai sebagai
pelindung pada pengelasan FCAW. Pemakaian CO2 sebagai pelindung
memberikan keuntungan di dalam pengelasan baja. Penetrasi yang
dihasilkan lebih dalam sehingga cocok untuk pengelasan pelat-pelat tebal.
Biaya yang dibutuhkan relatif rendah. Gas asam-arang cenderung
menghasilkan perpindahan logam las berbentuk bulat (globular transfer).
CO2 dapat mengeliminir unsur-unsur yang merugikan dalam pengelasan,
seperti karbon monoksida dan oksigen.
Gas asam-arang adalah suatu pengoksidasi gas, deoxidizing unsur-unsur
yang ditambahkan pada kawat elektrode untuk memindahkan oksigen.
Oksida yang dibentuk oleh deoxidizing pada unsur-unsur elektrode akan
mengapung pada permukaan logam las dan menjadi bagian dari pelindung
terhadap kontaminasi udara. Sebagian dari gas asam-arang dapat menjaga
kandungan karbon dan oksigen pada logam las. Jika kandungan karbon
dalam logam las di bawah sekitar 0.05 persen, dengan gas asam-arang dapat
meningkatkan kandungan karbon didalam logam las tersebut. Karbon dalam
logam las dapat mengurangi terjadinya korosi pada beberapa jenis baja
tahan-karat, dan ini menjadi masalah penting dalam aplikasi pencegahan
korosi. Penambahan karbon pada logam las dapat juga mengurangi
ketangguhan (toughness) dan elastisitas (ductility) pada beberapa jenis
pengelasan baja paduan rendah (low alloy steel). Jika kandungan karbon di
dalam logam las lebih besar dari 0.10 persen, maka penggunaan gas asam-
arang sebagai pelindung dapat mereduksi kandungan karbon tersebut dalam
logam las. Berkurangnya karbon disebabkan karena dapat berubah bentuk
menjadi karbon monoksida, akibat dari deoxidizing pemakaian CO2 pada
pengelasan FCAW.
2. Campuran Argon-Carbon Dioksida
Argon dan gas asam-arang kadang-kadang dicampur dan digunakan
sebagai gas pelindung pada pengelasan FCAW. Persentase campuran gas
argon yang lebih banyak dapat meningkatkan efisiensi pengisian logam las
dan mengurangi terjadinya percikan las. Campuran gas yang paling umum
digunakan di dalam pengelasan FCAW adalah 75 % argon dan 25 % gas asam-
arang. Campuran gas tersebut akan menghasilkan suatu perpindahan logam
las yang berbentuk bulat bagus (globular) yang mendekati ke bentuk
semprotan (spray). Disamping itu juga dapat mengurangi jumlah oksidasi
yang terjadi, jika dibandingkan dengan penggunaan gas asam-arang murni.
Pada sambungan las, pemakaian argon-carbon sebagai pelindung dapat
menghasilkan kekuatan tarik dan kekuatan luluh yang lebih tinggi.
Campuran Argon-Carbon Dioksida sering digunakan untuk posisi pengelasan
lapisan paling luar (capping) dan pengelasan menerus dengan sifat-sifat
busur las yang lebih baik. Campuran ini sering digunakan pada baja tahan-
karat (stainless steel) dan baja paduan rendah (low alloy steel).
Penggunaan elektrode pada pengelasan dengan gas pelindung campuran
Argon-CO2 dapat menyebabkan peningkatan manganese, silikon, dan
deoxidizing dari unsur-unsur yang lain, dan persentase argon lebih tinggi
dapat berpengaruh terhadap sifat mekanis logam las.
Nur Yanu Nugroho
10
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
3. Campuran Argon-Oksigen (O2).
Campuran argon-oksigen berisi satu atau dua persen oksigen yang
banyak digunakan untuk beberapa aplikasi pengelasan FCAW. Campuran
argon-oksigen bertujuan untuk menghasilkan kualitas pengelasan yang lebih
baik dengan mengurangi terjadinya percikan las (spatter). Dalam aplikasinya
campuran ini diprioritaskan untuk pengelasan baja tahan-karat, dimana jika
menggunakan gas asam-arang (CO2) dapat menyebabkan permasalahan
pengkaratan.
Elektrode las FCAW
Elektrode yang digunakan pada pengelasan FCAW sudah dilengkapi
dengan fluks yang berfungsi sebagai pelindung dari udara di sekitar
pengelasan. Perlindungan diperlukan untuk menjaga kualitas hasil las FCAW.
Tujuan dari pemakaian gas pelindung adalah untuk menyediakan
perlindungan logam las dari atmospir pada busur las. Komposisi kimia kawat
elektrode dan fluks yang ada di dalamnya merupakan kombinasi dengan
menghasilkan gas pelindung, ini akan menentukan sifat mekanis dan
komposisi metal logam las yang dihasilkan. Fluks pada elektrode FCAW pada
dasarnya mempunyai fungsi yang sama dengan fluks pada elektrode yang
digunakan untuk pengelasan SMAW. Kegunaan dari fluks pada elektrode las
FCAW adalah sebagai berikut :
1. Untuk membentuk suatu terak las (slag) yang mengapung pada
permukaan logam las dan berfungsi untuk melindungi selama pembekuan
logam las dari kontaminasi udara.
2. Untuk menyediakan deoxidizers yang berfungsi untuk membantu
membersihkan logam las dari unsur-unsur pengotor hingga menghasilkan
weld-metal padat.
3. Untuk menstabilkan busur las sehingga dapat menghasilkan pengelasan
yang halus dan meminimalisasi terjadinya percikan las (spatter).
4. Untuk menambahkan unsur-unsur paduan ke dalam logam las sehingga
dapat meningkatkan kekuatan dan sifat-sifat yang lain pada logam las.
5. Untuk menghasilkan gas pelindung pada proses pencairan logam las yang
didapatkan dari pembakaran inti fluks untuk mencegah terjadinya cacat-
cacat pada logam las.
Tipe, diameter dan klasifikasi elektrode FCAW
Sebagai pelindung terhadap kontaminasi udara pada pengelasan FCAW,
berasal dari fluks yang terbakar secara terus menerus selama proses
pengelasan berlangsung dan berada di dalam inti elektrode yang berbentuk
tubular. Perlindungan ini dapat dikombinasikan antara fluks yang terletak di
dalam inti elektrode dengan tambahan gas dari luar. Variasi komposisi fluks
yang ada dapat memungkinkan untuk dilakukan penyesuaian variabel yang
diinginkan pada pengelasan butt-joint untuk semua posisi. Terjadinya slag
pada permukaan logam las mudah dibersihkan dengan cara manual (palu
tetek, semprotan udara tekan, gerinda, sikat baja, dll).
Klasifikasi elektrode yang digunakan untuk las FCAW adalah dengan
menggunakan elektrode kawat yang berbentuk pipa dengan fluks sebagai
intinya dan telah direkomendasikan oleh AWS (American Welding Society).
Kandungan karbon dan logam paduannya digolongkan atas dasar persyaratan
sebagai berikut:
Nur Yanu Nugroho
11
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
1. Sifat mekanis logam las.
2. Posisi pengelasan.
3. Komposisi kimia logam las.
4. Jenis arus pengelasan.
5. Perlu atau tidak penggunaan CO2 sebagai gas pelindung.
Gambar 1.6. Wire Feed Electrode.
Gambar 1.7. Bentuk Elektrode FCAW.
Nur Yanu Nugroho
12
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Contoh penggolongan elekrode baja karbon untuk pengelasan FCAW :
E70T-4
Cara membaca kode elektrode tersebut adalah sebagai berikut :
1. "E" menandai suatu elektrode terbungkus.
2. Digit yang kedua atau "7" menandai kekuatan tarik minimum dikalikan
dengan 10.000 psi (69 MPA), berarti 70.000 psi (483 MPA).
3. Digit yang ketiga atau "0" menandai posisi pengelasan. Angka "0" berarti
untuk posisi las horisontal dan datar, sedangkan angka "1" untuk semua
posisi pengelasan.
4. "T" mewakili elektrode las yang berbentuk pipa atau untuk penggolongan
kawat las berinti fluks.
5. Digit terakhir "4" menunjukkan jenis fluks yang digunakan seperti pada
elektrode las SMAW.
Penggolongan elektrode untuk baja paduan rendah (low alloy steel)
adalah serupa dengan penggolongan elektrode untuk baja karbon. Contoh
penggolongan elektrode baja paduan rendah adalah E81T1-Ni2 dimana :
1. "E" menandai elektrode terbungkus.
2. Digit yang kedua atau "8" menandai kekuatan tarik minimum dikalikan
dengan 10.000 psi (69 MPA), dalam hal ini adalah 80.000 psi (552 MPA).
3. Digit yang ketiga atau "1" menandai kemampuan posisi pengelasan dari
elektrode. Angka "1" menandai untuk semua posisi las dan angka "0" untuk
posisi horisontal dan datar saja.
4. "T" menandai suatu elektrode yang berbentuk pipa dan berinti fluks, yang
digunakan untuk pengelasan FCAW.
5. Digit yang ke lima atau "1" menjelaskan tentang penggunaan fluks dan
karakteristik yang dapat dicapai oleh elektrode. Digit ini adalah sama
yang digunakan dalam penggolongan elektrode baja karbon, akan tetapi
hanya EXXT1-X, EXXT4-X, EXXT5-X dan EXXT8-X digunakan untuk
penggolongan fluks pada elektrode FCAW baja paduan rendah (low alloy
steel).
6. Digit terakhir atau "Ni2" menjelaskan tentang komposisi kimia yang
terkandung di dalam elektrode.
Sistem klasifikasi untuk elektrode FCAW baja tahan-karat didasarkan
pada komposisi kimia logam las (filler metal) dan jenis pelindung yang
digunakan untuk pengelasan. Contoh penggolongan elektrode baja tahan-
karat adalah E308T-1 dimana :
1. "E" menandai elektrode terbungkus.
2. Digit diantara "E" dan "T" menunjukkan adanya komposisi kimia logam las
(filler metal).
3. "T" menandai elektrode berbentuk pipa dengan inti fluks untuk las FCAW.
4. Akhiran "1" menandai adanya jenis fluks untuk pelindung yang digunakan.
Salah satu cara untuk meningkatkan produktivitas hasil las-lasan adalah
dengan cara memperhatikan jenis elektroda yang digunakan. Sebagai
contoh, banyak fabrikator yang melakukan pengelasan pelat dengan tebal
1/2-inch dengan menggunakan elektrode 0.045-in. E71T-1, karena
Nur Yanu Nugroho
13
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
penggunaan elektrode jenis ini sudah direkomendasikan. Demikian juga
pada pemakaian elektrode 1/16-in. atau 3/32-in. untuk posisi pegelasan
datar dapat meningkatkan deposition rate dan travel speed tanpa
meningkatkan masukan panas yang terjadi.
Penggolongan Elektroda juga dapat mempengaruhi produktivitas hasil
pengelasan. Misalnya elektrode E71T-1 terkenal oleh karena kemampuannya
untuk all-position. Akan tetapi jenis elektrode ini kurang bagus jika sering
digunakan untuk pengelasan dengan posisi datar.
Dalam hal ini penggunaan elektrode harus dipilihkan yang benar-benar
sesuai untuk pengelasan posisi datar seperti elektrode E70T-1, agar
diperoleh kualitas pengelasan yang baik.
Gambar 1.8. Perbandingan Elektrode FCAW.
Dual Electrode Feeders (Sistim Pengumpanan Elektrode Rangkap)
Untuk meningkatkan efisiensi penggunaan pengelasan FCAW agar
diperoleh kecepatan penyelesaian, maka dapat dilakukan penambahan
elektrode dengan sistem elektrode rangkap (dual electrode). Sistim
pengumpanan elektrode rangkap (dual electrode feeders) ini akan
mengendalikan dua gulungan kawat dan dilengkapi dengan pelindung gas
tambahan dari luar (CO2). Beberapa dual electrode feeders dapat
dikendalikan secara otomatis pada dua electrode rod secara bersamaan,
ketika proses las FCAW mulai dijalankan. Dengan penambahan sistim
pengumpanan elektrode rangkap (dual electrode feeders) dapat digunakan
untuk pengelasan all-position dan flat-position (diameter elektrode 0.045-
in. dan 1/16-in.). Pemakaian elektrode harus dipilih yang paling sesuai
untuk aplikasinya.
Penggunaan feeder dengan empat gulungan pengarah juga dapat
meningkatkan deposit logam las. Tegangan kritis dapat terjadi pada
gulungan pengarah, akan tetapi dapat dikendalikan dengan sistem tegangan
rangkap yang dapat dikontrol dengan penyetelan pada tekanan elektrode
ketika terjadi proses pencairan logam las.
Dalam perkembangan teknologi yang lebih maju, untuk menyatukan
sistem elektrode rangkap (dual electode) sudah dilengkapi dengan meter
digital yang memberikan kemudahan dalam menentukan parameter-
parameter yang tepat. Selain itu juga dapat dilakukan pengaturan program
ganda terhadap pekerjaan pengelasan yang akan dilakukan. Sebagai contoh,
antara parameter panas yang lebih tinggi untuk mengelas posisi datar dan
parameter lebih dingin untuk mengelas vertical-up. Beberapa model
pengelasan rangkap juga memungkinkan untuk melakukan pemrograman
untuk pengelasan dengan empat electrode feeder dengan menyimpan
Nur Yanu Nugroho
14
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
masing-masing program yang akan dijalankan sehingga bisa dilakukan
pengelasan untuk masing-masing sisi pengelasan.
Dalam peningkatan produktifitas, pekerjaan dengan menggunakan
mesin las perlu dipertimbangkan peralatan keselamatan kerja yang
digunakan. Pengelasan dengan elektrode berinti fluks (flux-core) akan
mengakibatkan terbakarnya fluks pada inti elektrode tersebut dan
menghasilkan slag pada permukaan logam las. Dari hasil pembakaran fluks
akan menyebabkan asap dan gas yang terjadi sangat banyak dan berbahaya,
ini memerlukan peralatan khusus seperti masker udara agar tidak
menganggu pernafasan, sehingga kesehatan dan keselamatan kerja bisa
terjaga.
Elektrode flux-core terdiri dari suatu lapisan pelindung yang terbuat
dari metal dan inti berasal dari bahan campuran material logam dan oksida
yang lain. Pengelasan dengan elektrode flux-core banyak digunakan dalam
proses fabrikasi karena beberapa alasan, diantaranya terjadinya spatter las
relatif kecil, sedikit slag yang terbentuk dan silikon. Elektrode flux-core
dalam aplikasinya banyak digunakan dalam pekerjaan fabrikasi umum,
otomotif, jalan kereta api, pembuatan kapal, konstruksi, agrikultur,
bangunan lepas pantai, dan aplikasi robotic.
Dalam pemilihan elektrode flux-core perlu dipertimbangkan
keuntungan dan kerugiannya, serta persiapan peralatannya. Jika pengelasan
dengan menggunakan elektrode metal-core harus dipikirkan bagian-bagian
yang harus dibersihkan slag-nya untuk pekerjaan pengelasan berikutnya.
Pada pengelasan FCAW dengan elektrode yang berbentuk wire-rod proses
perpindahan logam las dari elektrode ke benda kerja dapat berlangsung
lama sehingga menghasilkan alur las yang panjang. Dengan demikian tidak
perlu lagi pembersihan terak pada kampuh las untuk tiap-tiap pengelasan
seperti pada proses pengelasan dengan elektrode metal-core. Penggunaan
elektrode flux-core lebih efisien karena tidak memerlukan pekerjaan
tambahan untuk membersihkan slag hasil proses las seperti halnya
pekerjaan penggerindaan untuk persiapan kampuh pengelasan berikutnya.
Pengelasan dengan elektrode flux-core juga dapat membantu
mengurangi pekerjaan las yang berulang-ulang sehingga dapat digunakan
untuk pekerjaan yang lain. Elektroda flux-core dapat digunakan untuk
penyambungan pelat dengan bermacam-macam ketebalan. Proses
penyambungan pelat dengan cara pencairan logam las yang disebabkan
karena adanya masukan panas yang berasal dari arus listrik. Panas yang
digunakan dapat disesuaikan dengan kebutuhan, penggunaan arus listrik
dapat menentukan besar kecilnya panas yang terjadi. Dengan elektrode
flux-core meskipun digunakan dalam amper tinggi akan tetap menghasilkan
semburan panas yang cukup stabil.
Pada pengelasan dengan GMAW (Gas Metal Arc Welding) untuk hasil las
yang paling baik dengan menggunakan gas pelindung yang berasal dari
campuran 75% argon dan 25% CO2. Akan tetapi pada pengelasan FCAW
dengan hasil las yang sama cukup dengan menggunakan gas pelindung 100%
CO2. Hal ini menunjukkan bahwa pemakaian las FCAW lebih efisien jika
dibandingkan dengan pengelasan dengan GMAW.
Nur Yanu Nugroho
15
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
II. Pengelasan Gas Metal Arc Welding (GMAW)
Pendahuluan
Inert gas (Ar, He, Mix) MIG (Metal Inert Gas)
Active Gas (CO2) MAG (Metal Active Gas)
Elektrode terumpan (Solid Wire)
Solid wire rod sebagai logam pengisi & menyalurkan busur
Wire feeder menggerakkan wire rod
Semi otomatis atau otomatis
Pengelasan: carbon steel, high strength low alloy steel, stainless
steel, aluminium, copper, titanium, & nickel alloy
Gambar 2.1. Peralatan Mesin Las GMAW.
Gambar 2.2. Wire Feeder & Solid Wire Rod Las GMAW.
Nur Yanu Nugroho
16
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Prinsip Kerja Las GMAW :
Peralatan : torch (gun), di dalamnya terdapat solid wire yang didorong
oleh wire feeder untuk pengumpanan logam las.
Gas pelindung dialirkan dari tabung gas yang tersedia (CO2, Argon,
Helium, Mixture)
Pengumpanan solid wire secara terus menerus & otomatis.
Dengan penyetelan parameter las (ampere & voltase) yang sesuai
panjang busur & kecepatan pengumpanan solid wire secara atomatis
menyesuaikan.
Juru las mengatur kecepatan dan arah pengelasan dan posisi gun
semi otomatis.
Gambar 2.3. Prinsip Kerja Las GMAW.
Nur Yanu Nugroho
17
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Gambar 2.4. Skema Kerja Pengelasan GMAW.
Gambar 2.5. Perpindahan Logam Cair Pada Pengelasan GMAW.
Nur Yanu Nugroho
18
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Keunggulan Las GMAW :
Deposition rate tinggi.
Kecepatan pengelasan tinggi.
Pengumpanan solid wire menerus las panjang dapat dihasilkan tanpa
banyak start & stop.
Penetrasi dalam bila dengan spray metal transfer ukuran las fillet
dapat lebih kecil dengan kekuatan yang sama.
Pembersihan slag minim.
Kelemahan Las GMAW :
Peratalan lebih kompleks.
Sulit menjangkau posisi sempit dan sulit.
Busur las harus terlindung dari hembusan angin.
Penggunaan terbatas hanya pada indoor.
Outdoor, busur las harus dilindungi dgn protective shield.
Tipe Metal Transfer Pada Pengelasan GMAW
Short circuit metal transfer
Diameter solid wire 0,8 1,1 mm
Busur las pendek
Volt rendah
Amper rendah
Short circuit hanya terjadi bila ujung wire rod menyentuh benda kerja
Perpindahan metal transfer 20 200 kali per detik
Aplikasi
Plat tebal
Posisi overhead & vertical
Mengisi gap yang besar
Aspek distorsi penting
Gas pelindung
Gambar 2.6. Jenis Perpindahan Logam Cair Short Circuiting Transfer.
Nur Yanu Nugroho
19
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Globular metal transfer
Polarity DCEP & amper rendah (untuk semua gas)
Gas CO2 & Helium
Arus dan Voltase dinaikkan s/d diatas arus max short arc
Cairan las berbentuk bola dengan diameter > diameter wire rod
Axial transfer dipengaruhi oleh gaya elektromagnetik (pinch effect &
anode reaction force
Aplikasi
Posisi flat
Mild steel
Gambar 2.7. Jenis Perpindahan Logam Cair Globular Transfer.
Spray metal transfer
Gas pelindung Argon
Polarity DCEP & arus di atas arus transisi
Cairan las kecil
Metal bergerak cepat dengan gaya busur yang dapat melawan gaya
gravitasi
Penetrasi dalam
Aplikasi
Tebal plat > 2,4 mm
Al & Cu posisi flat
Gambar 2.8. Jenis Perpindahan Logam Cair Spray Transfer.
Nur Yanu Nugroho
20
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Gambar 2.9. Hubungan Arus Listrik dengan Rata-rata Spray Metal Transfer.
Metal transfer ditentukan oleh :
Amper
Diameter solid wire
Komposisi solid wire
Panjang ekstensi
Gas pelindung
Pemilihan Wire Rod
Komposisi dari bahan dasar
Sifat mekanik
Gas pelindung
Spesifikasi pekerjaan
Tipe sambungan las
Nur Yanu Nugroho
21
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Bahan non-ferro
Al & Al alloy (Mg, Mn, Sn, Si, & Cu) memperbaiki sifat mekanis.
Cu & Cu alloy (Si, Pb, Ni, & Al) untuk mendapatkan sifat mekanik yang
diinginkan.
Bahan ferro
Si (0,4-1) % deoxidiser, duktile, tangguh.
Si >1,2 % sensitif crack.
Mn (1-2) % menambah kekuatan, mengurangi sensitif crack.
Al, Ti, Zr deoxidiser, max. 0,2 %.
C (0,05-0,12) % menambah kkuatan
Ni, Cr, Mo meningkatkan sifat mekanis & tahan korosi.
Pengelasan
Dipilih spesifikasi solid wire yang sesuai dengan material yang
disambung.
Mengatur arus, voltase, gas flow rate dan stick out wire.
Gambar 2.10. Pengaruh Posisi Elektrode dan Teknik Pengelasan Terhadap Bentuk Hasil Las.
Nur Yanu Nugroho
22
Teknik Perkapalan-UHT Pengelasan FCAW&GMAW
Gas pelindung (He, Ar, CO2, Mix)
Melindungi weld pool dari kontaminasi udara
Sifat busur las
Tipe metal transfer
Penetrasi dan bentuk lasan
Kecepatan pengelasan
Sifat mekanis hasil lasan
Gambar 2.11. Variasi Gas Pelindung dan Bentuk Logam Las.
Nur Yanu Nugroho
23
Anda mungkin juga menyukai
- Fcaw SSDokumen7 halamanFcaw SSBilly Kurniawan100% (1)
- WeldingDokumen17 halamanWeldingakuakanpergikeboneBelum ada peringkat
- Dasar2 PengelasanDokumen61 halamanDasar2 PengelasanGultom Juliana LiliesBelum ada peringkat
- Proses FCAWDokumen31 halamanProses FCAWAerdiaBelum ada peringkat
- PENGELASAN FCAW SEMENTARA (Unsada) by RidwanDokumen148 halamanPENGELASAN FCAW SEMENTARA (Unsada) by RidwanMuhammadRidwan100% (3)
- Pengertian GmawDokumen6 halamanPengertian GmawMohammad Agus MubarokBelum ada peringkat
- Materi Training WelderDokumen14 halamanMateri Training WelderAlfand Altamirano Letnanpampat100% (1)
- PreheatingDokumen20 halamanPreheatingBruce leeBelum ada peringkat
- Welding InspetorDokumen3 halamanWelding InspetoriansyaBelum ada peringkat
- GmawDokumen40 halamanGmawMiftakhul Ulum100% (1)
- MATERIDokumen47 halamanMATERIdwexprions100% (3)
- Welding Inspector ExamDokumen6 halamanWelding Inspector ExamLenvin100% (2)
- Materi Welding Inspector - Pengelasan KapalDokumen76 halamanMateri Welding Inspector - Pengelasan KapalIwan New Moula100% (1)
- WPS Welding Procedure Specification and PQR Procedure Qualification Record PDFDokumen16 halamanWPS Welding Procedure Specification and PQR Procedure Qualification Record PDFFikri SiplhoBelum ada peringkat
- Welding InspectorDokumen8 halamanWelding Inspectorarrohma sukmaBelum ada peringkat
- Pengelasan GTAWDokumen40 halamanPengelasan GTAWPanji Primansah0% (1)
- Quality Assurance of Welding InspectionDokumen67 halamanQuality Assurance of Welding InspectionCandy Kendee100% (4)
- Elektroda TungstenDokumen15 halamanElektroda TungstenLizar JamilBelum ada peringkat
- Welding InspectorDokumen15 halamanWelding InspectorFiqri Permana Mohamad100% (2)
- Pengertian WPSDokumen7 halamanPengertian WPSEdwardhutaurukBelum ada peringkat
- Dasar Dasar WPSDokumen83 halamanDasar Dasar WPSTri Sutrisno100% (1)
- t2 - Kualifikasi Welding - Ikhsan KholisDokumen10 halamant2 - Kualifikasi Welding - Ikhsan KholisAwahida WidiBelum ada peringkat
- Materi Training AWS D1.1 - 85Dokumen14 halamanMateri Training AWS D1.1 - 85Iwan SetiawanBelum ada peringkat
- Pembersihan Las (Welding Cleaning)Dokumen3 halamanPembersihan Las (Welding Cleaning)ooredoo50% (2)
- Cacat PengelasanDokumen18 halamanCacat PengelasanLEendro De-San MartinBelum ada peringkat
- Macam - Macam Cacat LasDokumen8 halamanMacam - Macam Cacat LasVicky ZulfikarBelum ada peringkat
- Makalah WpsDokumen19 halamanMakalah WpsIndra UtamaBelum ada peringkat
- Pemeriksaan Dan Pengujian Hasil LasDokumen30 halamanPemeriksaan Dan Pengujian Hasil LasAgustinus Budi Santoso100% (5)
- Soft FootDokumen9 halamanSoft FootbudiharyatnoBelum ada peringkat
- Procedure For Calibration of Machines Welding - En.idDokumen3 halamanProcedure For Calibration of Machines Welding - En.idMuhammad HafizBelum ada peringkat
- WPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Dokumen16 halamanWPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Herik renaldo83% (6)
- Training Welder Welding (Rev.0-Dedi)Dokumen91 halamanTraining Welder Welding (Rev.0-Dedi)dedikartiwa_dk100% (1)
- Exam Level I WIDokumen8 halamanExam Level I WIDimas Habibi Surya PratamaBelum ada peringkat
- Seam WeldingDokumen8 halamanSeam WeldingMuhammmad Fadhil RaihanBelum ada peringkat
- Menyelesaikan Proyek Pengelasan Secara UmumDokumen23 halamanMenyelesaikan Proyek Pengelasan Secara UmumAvebFrederiksen100% (1)
- Carbon EquivalentDokumen2 halamanCarbon EquivalentDidiTriAmaliaDi100% (1)
- Penjelasan Stud WeldingDokumen3 halamanPenjelasan Stud WeldingDede SetiawanBelum ada peringkat
- 2.elektroda (Filller Metal)Dokumen38 halaman2.elektroda (Filller Metal)idien100% (1)
- WPS Welding Procedure Specification and PQR Procedure Qualification Record PDFDokumen16 halamanWPS Welding Procedure Specification and PQR Procedure Qualification Record PDFPrabu CholanBelum ada peringkat
- SMAW Dan GTAWDokumen6 halamanSMAW Dan GTAWWahyu Kurniawan100% (2)
- PWHTDokumen7 halamanPWHTMas Arifin100% (1)
- Pengelasan GTAWDokumen57 halamanPengelasan GTAWtutuz100% (1)
- Makalah GMAWDokumen22 halamanMakalah GMAWIrul Anaam50% (2)
- Las Mig - GmawDokumen16 halamanLas Mig - GmawrafiqhariyantoBelum ada peringkat
- AlignmentDokumen9 halamanAlignmentyoni pratamaBelum ada peringkat
- Jenis Cacat Las Dan Penyebabnya Serta Cara MengatasinyaDokumen10 halamanJenis Cacat Las Dan Penyebabnya Serta Cara MengatasinyaUned JunaidiBelum ada peringkat
- Elekroda Dan Jenis Pengelasan 2Dokumen17 halamanElekroda Dan Jenis Pengelasan 2Rosid Ridwan Nur IchsanBelum ada peringkat
- Welding InspectionDokumen32 halamanWelding InspectionWahyudi BlueghostBelum ada peringkat
- Proses WeldingDokumen11 halamanProses WeldingridwanBelum ada peringkat
- Makalah FcawDokumen8 halamanMakalah FcawPutri ChaerunisaBelum ada peringkat
- MAKALAH Pengelasan FCAW Kel 1Dokumen20 halamanMAKALAH Pengelasan FCAW Kel 1Chandra Ahmad SeptianBelum ada peringkat
- Pengelasan Elektroda Terumpan Dan Tak Terumpan (Kel.2)Dokumen16 halamanPengelasan Elektroda Terumpan Dan Tak Terumpan (Kel.2)Faishal100% (1)
- BAHAN PengelasanDokumen8 halamanBAHAN Pengelasanbahtiar abdul rahmanBelum ada peringkat
- Tugas I-Pengelasan - Mugi Maula Muttaqin - 3334190034Dokumen9 halamanTugas I-Pengelasan - Mugi Maula Muttaqin - 3334190034Mugi MaulaBelum ada peringkat
- Fcaw Dan GtawDokumen25 halamanFcaw Dan Gtawamal dalimuntheBelum ada peringkat
- Pengelasan Busur Elektroda TerbungkusDokumen15 halamanPengelasan Busur Elektroda TerbungkusFany Denty FauzanBelum ada peringkat
- Fusion WeldingDokumen14 halamanFusion WeldingBagas Wijdan WidodoBelum ada peringkat
- Pengertian Las GTAW Argon Adalah Beserta Gambar PeralatannyaDokumen8 halamanPengertian Las GTAW Argon Adalah Beserta Gambar PeralatannyaGomes TosnomosBelum ada peringkat
- FCAWDokumen27 halamanFCAWErfina Rahma FauzaBelum ada peringkat
- Presentation WeldingDokumen28 halamanPresentation WeldingFahmyMuuslimBelum ada peringkat
- UAS KewirausahaanDokumen8 halamanUAS KewirausahaanAqsha Sandiary AnwarBelum ada peringkat
- Tugas Marine Safety (Fix)Dokumen17 halamanTugas Marine Safety (Fix)Aqsha Sandiary Anwar100% (1)
- Peraturan Statutory International MaritiDokumen20 halamanPeraturan Statutory International MaritiAqsha Sandiary AnwarBelum ada peringkat
- Tugas 1Dokumen1 halamanTugas 1Aqsha Sandiary AnwarBelum ada peringkat
- KewirausahaanDokumen9 halamanKewirausahaanyogiBelum ada peringkat
- KewirausahaanDokumen9 halamanKewirausahaanyogiBelum ada peringkat
- Jurnal LatifaTri AnalisisPerhitunganHargaPokokProduksiDokumen14 halamanJurnal LatifaTri AnalisisPerhitunganHargaPokokProduksiririnnafisaulfa01Belum ada peringkat
- Proposal Penawaran TenderDokumen7 halamanProposal Penawaran TenderAqsha Sandiary AnwarBelum ada peringkat
- Perencanaan KapalDokumen7 halamanPerencanaan KapalAqsha Sandiary AnwarBelum ada peringkat
- Jurnal LatifaTri AnalisisPerhitunganHargaPokokProduksiDokumen14 halamanJurnal LatifaTri AnalisisPerhitunganHargaPokokProduksiririnnafisaulfa01Belum ada peringkat
- Jurnal LatifaTri AnalisisPerhitunganHargaPokokProduksiDokumen14 halamanJurnal LatifaTri AnalisisPerhitunganHargaPokokProduksiririnnafisaulfa01Belum ada peringkat
- Teknik Las Manual SMAWDokumen56 halamanTeknik Las Manual SMAWAqsha Sandiary AnwarBelum ada peringkat
- Shielded Metal Arc WeldingDokumen18 halamanShielded Metal Arc WeldingAqsha Sandiary AnwarBelum ada peringkat
- Spek Kapal FRP 10gtDokumen32 halamanSpek Kapal FRP 10gtAqsha Sandiary AnwarBelum ada peringkat
- 1 SmawDokumen7 halaman1 SmawAqsha Sandiary AnwarBelum ada peringkat
- 4-SAW PpsDokumen12 halaman4-SAW PpsAqsha Sandiary AnwarBelum ada peringkat
- 5-FCAW PpsDokumen5 halaman5-FCAW PpsAqsha Sandiary AnwarBelum ada peringkat
- 2-GMAW PpsDokumen16 halaman2-GMAW PpsAqsha Sandiary AnwarBelum ada peringkat
- Penggunaan Konstruksi FiberglassDokumen7 halamanPenggunaan Konstruksi FiberglassAqsha Sandiary AnwarBelum ada peringkat