Surface Coating
Diunggah oleh
didiDeskripsi Asli:
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Surface Coating
Diunggah oleh
didiHak Cipta:
Format Tersedia
PENGENDALIAN DOKUMEN
LEVEL No. Dokumen : PTCCI/SMM-
PTCCI/SMM-4.2.2.1/XI/2006
3 Revisi Ke / Tgl
Kaji Ulang Tgl
: 01 / 26 Desember 2006
: -
Dokumen ini dilarang diperbanyak tanpa ijin tertulis dari
PT. Corrosion Care Indonesia. Hak cipta dilindungi oleh
Undang-
Undang-Undang No. 19 Tahun 2002 dan terdaftar pada
Direktorat Jenderal Hak Kekayaan Intelektual Departemen
Kehakiman dan HAM Republik Indonesia.
PT. Corrosion Care Indonesia 2
PT. CORROSION CARE INDONESIA
Materi pelatihan ini telah disusun mengikuti ketentuan
Standar Kompetensi Kerja Nasional Indonesia (SKKNI)
dan Kerangka Kualifikasi Nasional Indonesia (KKNI)
Sektor Coating Subsektor Protektif yang telah
dikonvensikan melalui forum konsensus nasional
berdasarkan Surat Keputusan BNSP (Badan Nasional
Sertifikasi Profesi) No. B.562/BNSP/XI/2006.
PT. Corrosion Care Indonesia 3
“Keadaan anda ditentukan oleh sikap anda sendiri. Masalah di
dunia ini berasal dari orang-orang yang tidak tahu mengenal diri
mereka sendiri dan berpura-pura menjadi pribadi yang lain”
Lilian Hellman
PT. Corrosion Care Indonesia 4
PT. CORROSION CARE INDONESIA
COA.PR.02.001.01
Mengidentifikasi lingkungan/permukaan
sebelum pembersihan
PT. Corrosion Care Indonesia 5
KRITERIA UNJUK KERJA
Setelah mempelajari unit kompetensi ini,
ini, anda harus mampu:
mampu:
1. Menggunakan Magnetic Surface Thermometer untuk mengukur
temperatur permukaan
2. Menggunakan Sling Psychrometer untuk mengukur temperatur basah
dan kering
3. Menggunakan Dewpoint Calculator untuk menentukan temperatur titik
embun dan persentase kelembaban udara
4. Menggunakan SSPC- 8501:1-1998 untuk menetapkan
SSPC-Vis1 atau ISO 8501:1-
tingkat karat awal pada permukaan baru (yang belum dilapisi)
dilapisi)
5. Menggunakan SSPC-
SSPC-Vis2 untuk menetapkan tingkat karat awal pada
permukaan lama (yang pernah dilapisi)
dilapisi)
6. Mengidentifikasi desain,
desain fabrikasi, dan kontaminasi lainnya pada
, fabrikasi,
permukaan sebelum dibersihkan
7. Memahami segala persyaratan lingkungan dan permukaan sebelum
pembersihan dan dapat menginterpretasi hasil pengukuran dan
pengamatan diatas.
diatas.
PT. Corrosion Care Indonesia 6
PT. CORROSION CARE INDONESIA
KONDISI LINGKUNGAN
Kondisi lingkungan yang dimaksud adalah lokasi/tempat dimana
pembersihan akan dilakukan. Beberapa kondisi lingkungan yang
mutlak diperhatikan sebelum pembersihan permukaan adalah:
Temperatur Permukaan
Pemeriksaan terhadap temperatur permukaan logam sebelum
pembersihan berguna untuk mendeteksi adanya kondensasi atau
uap air pada permukaan. Temperatur permukaan yang akan
dibersihkan, minimal harus 30C diatas temperatur titik embun.
Titik Embun
Titik embun adalah temperatur tertentu dimana kelembaban
udara berubah menjadi uap air yang akan membasahi permukaan
logam.
PT. Corrosion Care Indonesia 7
KONDISI LINGKUNGAN
Kelembaban Udara
Yang dimaksud dengan kelembaban udara adalah persentase
kadar air yang ada dalam udara. Tingginya persentase kadar air
dalam udara akan menyebabkan hujan. Pembersihan hanya dapat
dilakukan bila kelembaban dibawah 85%.
Arah dan Kecepatan Angin
Sebelum pembersihan, arah dan kecepatan angin ada baiknya
untuk diketahui, agar proses penyemburan tepat pada sasaran
permukaan dan kontaminasi yang dapat terjadi pada permukaan
yang telah dibersihkan akibat debu dan partikel kimia yang
terbawa oleh angin dapat dihindari. Penyemburan permukaan
tidak disarankan apabila kecepatan angin melebihi 25 km/jam.
PT. Corrosion Care Indonesia 8
PT. CORROSION CARE INDONESIA
TEMPERATUR PERMUKAAN
Petunjuk Penggunaan:
Penggunaan:
1. Letakkan Magnetic Surface Thermometer
pada permukaan logam yang akan
dibersihkan.
dibersihkan.
2. Hindari terik / panas matahari yang langsung
menjangkau atau mengarah pada alat
tersebut.
tersebut.
3. Tunggu sekitar 5 menit agar sensor alat dapat
beradaptasi dengan temperatur permukaan
dan memberikan hasil yang akurat.
akurat.
4. Baca temperatur yang ditunjuk oleh jarum
penunjuk.
penunjuk.
5. Catat hasil pengukuran dan kendalikan
rekamannya.
rekamannya.
PT. Corrosion Care Indonesia 9
TITIK EMBUN & KELEMBABAN
PT. Corrosion Care Indonesia 10
PT. CORROSION CARE INDONESIA
TITIK EMBUN & KELEMBABAN
Petunjuk Penggunaan:
Penggunaan:
1. Untuk menentukan temperatur titik embun atau dewpoint,
dewpoint, terlebih
dahulu ukur temperatur lingkungan pada area kerja yang terdiri dari
temperatur basah dan kering dengan Sling Psychrometer.
Psychrometer.
2. Bukalah tutup Sling Psychrometer dimana sumbu terletak,terletak, dan
basahkan sumbu tersebut dengan air bersih secukupnya.
secukupnya.
3. Tunggu beberapa menit hingga air menyerap dan membasahi bagian
sumbu yang membungkus thermometer basah.
basah.
4. Putar Sling Psychrometer searah jarum jam minimal selama 1 menit
dengan kecepatan putaran 2-3 kali per detik.
detik.
5. Baca temperatur pada thermometer basah terlebih dahulu sebelum
membaca temperatur pada thermometer kering.
kering.
6. Catat hasil pengukuran temperatur basah dan kering untuk
selanjutnya digunakan menentukan temperatur titik embun dan
persentase kelembaban udara.
udara.
PT. Corrosion Care Indonesia 11
TITIK EMBUN & KELEMBABAN
Petunjuk Penggunaan:
Penggunaan:
7. Gunakan Dewpoint Calculator untuk menentukan temperatur titik
pengembunan dan kelembaban udara.
udara.
8. Untuk memperoleh temperatur titik pengembunan,
pengembunan, gunakan
temperatur basah dan kering pada Dewpoint Calculator, setelah itu
lanjutkan untuk mendapatkan persentase kelembaban dengan
membandingkan temperatur titik pengembunan atau dewpoint
dengan temperatur kering pada alat tersebut.
tersebut.
9. Kelembaban udara harus dibawah 85% dan temperatur permukaan
yang akan dibersihkan minimal harus 30C diatas temperatur titik
pengembunan.
pengembunan.
10. Catat hasil pengukuran dan kendalikan rekamannya.
rekamannya. Lakukan
pengukuran ini sesering mungkin dengan interval tidak lebih dari 4
jam sekali pengukuran.
pengukuran.
PT. Corrosion Care Indonesia 12
PT. CORROSION CARE INDONESIA
TITIK EMBUN & KELEMBABAN
PT. Corrosion Care Indonesia 13
ARAH & KECEPATAN ANGIN
PT. Corrosion Care Indonesia 14
PT. CORROSION CARE INDONESIA
ARAH & KECEPATAN ANGIN
Petunjuk Penggunaan:
1. Untuk menentukan arah angin dapat menggunakan Bendera,
sedangkan untuk mengukur kecepatan angin diperlukan
peralatan Digital Anemometer.
2. Hidupkan Anemometer dengan menekan tombol ‘on’ dan
periksa kondisi alat dapat berfungsi dengan baik termasuk
kualitas baterainya.
3. Ukur kecepatan angin dengan menekan tombol lain pada alat
tersebut dan diamkan selama beberapa saat hingga kecepatan
angin rata-rata ditampilkan pada display monitor.
4. Bila kecepatan angin lebih dari 25 km/jam, maka pekerjaan
pembersihan permukaan tidak dapat dilakukan.
5. Catat hasil pengukuran tersebut dan kendalikan rekamannya.
PT. Corrosion Care Indonesia 15
TINGKAT KARAT
Mengamati tingkat karat awal pada permukaan sebelum dibersihkan
merupakan langkah yang sangat berguna.
berguna. Dengan mengetahui tingkat
karat awal tersebut,
tersebut, maka setelah permukaan dibersihkan dengan
penyemburan sesuai dengan tingkat kebersihan yang ditetapkan,
ditetapkan, akan
lebih mudah dibandingkan dengan referensi photo dari standar yang
digunakan. Misalnya tingkat karat awal permukaan adalah A dan tingkat
digunakan.
kebersihan yang ditetapkan spesifikasi/instruksi kerja adalah ISO 8501-
8501-1-
1988 Sa2½, maka setelah permukaan dibersihkan dengan penyemburan,
penyemburan,
untuk memastikan tingkat kebersihan Sa2½ tercapai atau tidak,
tidak, referensi
photo ASa2½ dari standar ISO 8501-
8501-1-1988 akan lebih mudah digunakan
untuk membandingkan dengan permukaan yang dibersihkan tersebut.tersebut.
Tingkat Karat Tingkat Kebersihan Gunakan Photo
Awal A ASa2½ Sebagai
Yang Ditetapkan
Pembanding
Sa2½
PT. Corrosion Care Indonesia 16
PT. CORROSION CARE INDONESIA
TINGKAT KARAT (BARU)
PT. Corrosion Care Indonesia 17
TINGKAT KARAT (BARU)
A: Permukaan ditutupi seluruhnya oleh Mill Scale (kerak
(kerak / laminasi pada
permukaan)
permukaan) dan hanya terdapat sedikit Karat yang nampak atau tidak
ada sama sekali.
sekali.
B: Permukaan ditutupi oleh Mill Scale dan Karat dalam jumlah yang
hampir sama banyaknya
C: Permukaan ditutupi seluruhnya oleh Karat yang menyebar rata pada
permukaan dan terdapat sedikit Pitting (lubang
(lubang karat) yang nampak atau
tidak ada sama sekali
D: Permukaan ditutupi seluruhnya oleh Karat dan banyak Pitting yang
menyebar nampak pada permukaan
PT. Corrosion Care Indonesia 18
PT. CORROSION CARE INDONESIA
SSPC-VIS1 ATAU ISO8501-1-1988
Petunjuk Penggunaan:
Penggunaan:
1. Pahami spesifikasi atau instruksi kerja terlebih dahulu, dahulu, bila tingkat
kebersihan permukaan yang dituntut mengandung kata SSPC atau NACE
maka gunakan SSPC- SSPC-Vis1 untuk menentukan tingkat karat awal pada
permukaan baru yang akan dibersihkan,
dibersihkan, namun jika terdapat kata Sa, maka
gunakan ISO 8501-
8501-1-1988.
2. Jika spesifikasi atau instruksi kerja menuntut tingkat kebersihan berdasarkan
standar SSPC/NACE dan perusahaan anda tidak memiliki SSPC- SSPC-Vis1 atau
begitupun sebaliknya,
sebaliknya, maka terlebih dahulu lakukan konfirmasi dengan
atasan anda atau inspector yang berwenang untuk memperoleh persetujuan
menggunakan standar lain yang relevan untuk menetapkan tingkat karat awal
pada permukaan baru yang akan dibersihkan.
dibersihkan.
3. Bandingkan secara kasat mata tingkat karat A, B, C, dan D dari standar
photo yang digunakan dengan permukaan baru yang akan dibersihkan.
dibersihkan.
4. Tetapkan salah satu tingkat karat yang paling mendekati atau yang paling
menyerupai dengan standar photo yang digunakan.
digunakan.
5. Catat hasil pengamatan tersebut dan kendalikan rekamannya.
rekamannya.
PT. Corrosion Care Indonesia 19
TINGKAT KARAT (LAMA)
PT. Corrosion Care Indonesia 20
PT. CORROSION CARE INDONESIA
TINGKAT KARAT (LAMA) SSPC-VIS2
G: Coating sistem yang sebelumnya dilapisi diatas permukaan baru yang
memiliki mill scale. Sistem pelapisan tersebut telah terekspose seluruhnya
dengan cuaca,
cuaca, terdapat bisul (blister) atau noda (stain) pada permukaan.
permukaan.
G1: Terdapat bintik karat pada permukaan dalam jumlah yang
besar (extensive pinpoint rusting).
G2: Terdapat lubang karat pada permukaan dalam jumlah yang
memadai (moderate pitting)
G3: Terdapat lubang karat pada permukaan dalam jumlah yang
besar yang sudah parah dan keropos (severe pitting)
S: Terdapat karat yang terlokalisasi (spot rusting) dimana karat tersebut
terkonsentrasi pada beberapa bagian permukaan.
permukaan.
P: Terdapat karat yang bentuknya menyerupai titik jarum yang kecil /
bintik karat (pinpoint rusting) yang menyebar secara individu pada
permukaan.
permukaan.
PT. Corrosion Care Indonesia 21
TINGKAT KARAT (LAMA) SSPC-VIS2
PT. Corrosion Care Indonesia 22
PT. CORROSION CARE INDONESIA
TINGKAT KARAT (LAMA) SSPC-VIS2
Tingkat Karat % Penyebaran Karat Standar Photo SSPC-
SSPC-Vis2
10 ≤ 0.01% Tidak Ada
9 > 0.01% - 0.03% 9S 9G 9P
8 > 0.03% - 0.1% 8S 8G 8P
7 > 0.1% - 0.3% 7S 7G 7P
6 > 0.3% - 1% 6S 6G 6P
5 > 1% - 3% 5S 5G 5P
4 > 3% - 10% 4S 4G 4P
3 > 10% - 16% 3S 3G 3P
2 > 16% - 33% 2S 2G 2P
1 > 33% - 50% 1S 1G 1P
0 > 50% Tidak Ada
PT. Corrosion Care Indonesia 23
TINGKAT KARAT (LAMA) SSPC-VIS2
PT. Corrosion Care Indonesia 24
PT. CORROSION CARE INDONESIA
TINGKAT KARAT (LAMA) SSPC-VIS2
PT. Corrosion Care Indonesia 25
TINGKAT KARAT (LAMA) SSPC-VIS2
PT. Corrosion Care Indonesia 26
PT. CORROSION CARE INDONESIA
TINGKAT KARAT (LAMA) ISO 4628-3
R0: Tidak terdapat karat pada seluruh permukaan lama
R1: Terdapat karat pada seluruh permukaan lama kurang
dari 0.05%
R2: Terdapat karat pada seluruh permukaan lama lebih
dari 0.05%, namun kurang dari 0.5%
R3: Terdapat karat pada seluruh permukaan lama lebih
dari 0.5%, namun kurang dari 1.0%
R4: Terdapat karat pada seluruh permukaan lama lebih
dari 1.0%, namun kurang dari 8.0%
R5: Terdapat karat pada seluruh permukaan lama sekitar
40.0 – 50.0%
PT. Corrosion Care Indonesia 27
TINGKAT KARAT (LAMA) ISO 4628-3
R1
PT. Corrosion Care Indonesia 28
PT. CORROSION CARE INDONESIA
TINGKAT KARAT (LAMA) ISO 4628-3
R21
PT. Corrosion Care Indonesia 29
TINGKAT KARAT (LAMA) ISO 4628-3
R3
PT. Corrosion Care Indonesia 30
PT. CORROSION CARE INDONESIA
TINGKAT KARAT (LAMA) ISO 4628-3
R4
PT. Corrosion Care Indonesia 31
TINGKAT KARAT (LAMA) ISO 4628-3
R5
PT. Corrosion Care Indonesia 32
PT. CORROSION CARE INDONESIA
TINGKAT KARAT (LAMA)
SSPC-
SSPC-VIS2 / ASTM D610 ISO 4628-
4628-3 CEPA
Area Rusted % Rust Grade Area Rusted % Rust Grade
<0.01 10 0 Ri0 Re0
0.03 – 0.1 8 0.05 Ri1 Re1
0.3 – 1 6 0.5 Ri2 Re2
0.3 – 1 6 1 Ri3 Re3
3 – 10 4 8 Ri4 Re4
33 – 50 1 40/50 Ri5 Re5
PT. Corrosion Care Indonesia 33
SSPC-VIS2 ATAU ISO 4628-3-2003
Petunjuk Penggunaan:
1. Pahami spesifikasi atau instruksi kerja terlebih dahulu,
dahulu, bila tingkat
kebersihan permukaan yang dituntut mengandung kata SSPC atau
NACE maka gunakan SSPC- SSPC-Vis2 untuk menentukan tingkat karat
awal pada permukaan lama yang akan dibersihkan,
dibersihkan, namun jika
terdapat kata Sa, maka gunakan ISO 4628-
4628-3-2003.
2. Jika spesifikasi atau instruksi kerja menuntut tingkat kebersihan
berdasarkan standar SSPC/NACE dan perusahaan anda tidak
memiliki SSPC-
SSPC-Vis2 atau begitupun sebaliknya,
sebaliknya, maka terlebih dahulu
lakukan konfirmasi dengan atasan anda atau inspector yang
berwenang untuk memperoleh persetujuan menggunakan standar lain
yang relevan untuk menetapkan tingkat karat awal pada permukaan
dibersihkan.
lama yang akan dibersihkan.
PT. Corrosion Care Indonesia 34
PT. CORROSION CARE INDONESIA
SSPC-VIS2 ATAU ISO 4628-3-2003
Petunjuk Penggunaan:
3. Jika menggunakan SSPC- SSPC-Vis2, tentukan terlebih dahulu jenis
distribusi karat dengan membandingkan standar photo secara kasat
mata dengan permukaan lama yang akan dibersihkan untuk
mengidentifikasi G, S, atau P, setelah itu amati persentase karat pada
seluruh permukaan lama untuk menentukan tingkat karat seperti
misalnya 9G atau lain sebagainya.
sebagainya.
4. Apabila menggunakan ISO 4628- 4628-3-2003, persentase karat pada
seluruh permukaan lama dapat langsung diamati untuk menentukan
tingkat karat seperti misalnya R1 atau R2 atau lain sebagainya.
sebagainya.
5. Catat hasil pengamatan anda dan kendalikan rekamannya sebagai
laporan.
laporan.
PT. Corrosion Care Indonesia 35
KONTAMINASI LAINNYA
Kontaminasi lainnya yang perlu diamati pada permukaan sebelum
pembersihan dilakukan adalah minyak, gemuk dan garam karena
kontaminasi atau kotoran tersebut akan sulit dibersihkan dengan
penyemburan. Diperlukan suatu metoda pembersihan awal untuk
menghilangkan atau mencuci terlebih dahulu permukaan yang
terkontaminasi tersebut sebelum dilakukan penyemburan.
PT. Corrosion Care Indonesia 36
PT. CORROSION CARE INDONESIA
DESAIN
Hasil desain yang perlu diamati sebelum pembersihan dilakukan
adalah kisi, celah, ujung yang lancip dan sudut yang sulit
dijangkau serta permukaan yang memiliki baut atau rivet karena
bagian-bagian tersebut memerlukan metoda pembersihan awal
sebelum dilakukan penyemburan, oleh sebab itu perlu
diidentifikasi sebelumnya.
PT. Corrosion Care Indonesia 37
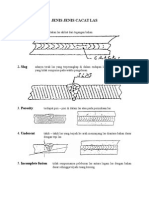
FABRIKASI
Hasil fabrikasi yang perlu diamati sebelum pembersihan
dilakukan adalah kerak las (weld slag), asap pengelasan (weld
smoke), percikan las (weld spatter), pengelasan yang berlubang
(weld porosity), dan pengelasan yang kasar dan tidak rata (rough
and uneven welds) karena bagian-bagian tersebut memerlukan
metoda pembersihan awal atau penanganan tertentu sebelum
dilakukan penyemburan, oleh sebab itu perlu diidentifikasi
sebelumnya.
PT. Corrosion Care Indonesia 38
PT. CORROSION CARE INDONESIA
KESIMPULAN
Unit kompetensi ini menjelaskan tentang perlunya pemahaman
sehubungan dengan kondisi lingkungan dan identifikasi permukaan
sebelum dilakukan pembersihan.
pembersihan.
Kondisi lingkungan dengan kelembaban yang tinggi dapat menimbulkan
hujan yang akan mengganggu proses pembersihan,
pembersihan, begitupun temperatur
permukaan yang kurang dari 30C diatas titik pengembunan akan
mengakibatkan permukaan lembab serta kecepatan angin yang kencang
melebihi 25 km/jam akan memicu ketidakefektifan pembersihan.
pembersihan.
Mengidentifikasi tingkat karat awal baik pada permukaan baru dan lama
akan membantu memberikan ketepatan dalam membandingkan tingkat
kebersihan yang ditetapkan dengan yang dicapai.
dicapai. Demikianpun dengan
mengidentifikasi kontaminasi lainnya termasuk mengamati desain dan
fabrikasi dari benda yang akan dibersihkan akan memberikan informasi
sehubungan dengan metoda atau penanganan awal yang diperlukan
sebelum dilakukan pembersihan yang efektif.
efektif.
PT. Corrosion Care Indonesia 39
PERAGAAN / SIMULASI
Setelah instruktur menjelaskan seluruh unit kompetensi ini,
anda akan dikelompokan menurut group anda oleh
instruktur yang bertugas dan masing-masing group
diberikan waktu selama setengah jam untuk mempraktekan
bagaimana menggunakan Magnetic Surface Thermometer,
Sling Psychrometer, Dewpoint Calculator, SSPC-Vis1, SSPC-
Vis2, ISO8501-1-1988 dan ISO4628-3-2003 serta
mengidentifikasi desain dan fabrikasi dari panel yang
disediakan. Ikuti petunjuk instruktur anda dengan tertib dan
disiplin.
PT. Corrosion Care Indonesia 40
PT. CORROSION CARE INDONESIA
COA.PR.02.002.01
Mengidentifikasi abrasive yang ditetapkan
PT. Corrosion Care Indonesia 41
KRITERIA UNJUK KERJA
Setelah mempelajari unit kompetensi ini, anda harus mampu:
1. Mengenal berbagai macam abrasive yang umum digunakan dan
mengetahui sifatnya masing-masing.
2. Memahami ukuran abrasive yang diperlukan untuk mencapai
tingkat kedalaman profile permukaan yang ditetapkan oleh
spesifikasi atau instruksi kerja atau produk data teknis.
3. Melakukan pengujian dasar terhadap abrasive yang akan
digunakan terutama untuk mendeteksi adanya minyak atau
gemuk yang mengkontaminasi abrasive tersebut.
PT. Corrosion Care Indonesia 42
PT. CORROSION CARE INDONESIA
ABRASIVE
Abrasive adalah bahan yang digunakan untuk membersihkan dan
mengasarkan permukaan.
permukaan. Bahan ini disemburkan dengan tekanan yang
tinggi menggunakan suatu peralatan yang lazim dikenal dengan blast pot
(istilah lapangan,
lapangan, umumnya alat ini disebut sand pot).
Selain tingkat kebersihan yang diperlukan,
diperlukan, suatu pelapisan dasar,
dasar,
umumnya menuntut kekasaran permukaan agar dapat merekat dengan
baik sehingga memberikan perlindungan yang diharapkan.
diharapkan. Kekasaran
permukaan mencerminkan kedalaman profile (corak/bentuk
(corak/bentuk)) yang
diciptakan oleh benturan abrasive yang disemburkan.
disemburkan. Suatu permukaan
yang memiliki profile yang dangkal dapat menyebabkan pelapisan tidak
merekat dengan baik,
baik, begitupun permukaan yang mempunyai kedalaman
profile yang berlebihan juga dapat menimbulkan pinpoint rusting (karat
yang menyerupai bintik/titik pada permukaan).
permukaan). Oleh sebab itu, itu,
menggunakan abrasive yang tepat merupakan salah satu persyaratan
untuk mencapai mutu pelapisan yang diharapkan.
diharapkan. Selain itu,
itu, turut
mempercepat produktivitas kerja.
kerja.
PT. Corrosion Care Indonesia 43
ABRASIVE
PT. Corrosion Care Indonesia 44
PT. CORROSION CARE INDONESIA
ABRASIVE
PT. Corrosion Care Indonesia 45
ABRASIVE
PT. Corrosion Care Indonesia 46
PT. CORROSION CARE INDONESIA
JENIS ABRASIVE
Silica Sand
Merupakan bahan mineral alam yang
terdiri dari kristal silika dan memiliki
bentuk yang agak runcing. Efektif
membersihkan permukaan dengan baik
namun sangat rapuh dan berdebu. Tidak
dapat digunakan ulang setelah
disemburkan pada permukaan.
Menyebabkan silikosis atau penyakit
paru-paru karena mempunyai kandungan
silika bebas yang tinggi.
PT. Corrosion Care Indonesia 47
JENIS ABRASIVE
Garnet
Merupakan bahan mineral alam yang
terdiri dari almandite. Memiliki bentuk
yang agak runcing. Sifatnya yang keras
dan berat tersebut memberikan
keefektifan dalam membersihkan dan
menciptakan profile permukaan dengan
baik. Tidak rapuh dan dapat digunakan
ulang untuk beberapa kali setelah
disemburkan pada permukaan. Umumnya
memiliki kandungan silika bebas kurang
dari 0.1%.
PT. Corrosion Care Indonesia 48
PT. CORROSION CARE INDONESIA
JENIS ABRASIVE
Steel Shot
Merupakan bahan abrasive yang
diproduksi dari baja. Memiliki bentuk
yang bundar dan mengandung silika
bebas kurang dari 1.0%. Steel Shot baik
digunakan untuk membersihkan
permukaan namun kurang efektif untuk
menciptakan kedalaman profile, oleh
sebab itu, umumnya dicampur dengan
steel grit. Dapat digunakan kembali untuk
beberapa kali dan dipakai untuk shop
blasting saja (pekerjaan blasting dalam
ruang tertutup).
PT. Corrosion Care Indonesia 49
JENIS ABRASIVE
Steel Grit
Sama dengan steel shot yang diproduksi
dari baja, namun memiliki bentuk yang
runcing. Mengandung silika bebas kurang
dari 1.0%. Abrasive ini dapat berkarat
dan mengkontaminasi permukaan yang
dibersihkan. Oleh sebab itu, baik steel grit
dan steel shot harus diperhatikan tidak
berkarat sebelum digunakan. Dapat
digunakan ulang untuk beberapa kali dan
umumnya digunakan untuk shop blasting
saja.
PT. Corrosion Care Indonesia 50
PT. CORROSION CARE INDONESIA
JENIS ABRASIVE
Coal Slag
Merupakan ampas hasil olah pembakaran
industri. Mengandung silika bebas kurang
dari 1.0%. Memiliki bentuk persegi-empat
atau agak lonjong dan mempunyai tingkat
kekerasan 6 Mohs dengan berat yang
lebih besar dibanding pasir silika, oleh
sebab itu dapat digunakan untuk
membersihkan permukaan logam dan
memperoleh kedalaman profile, namun
umumnya tidak digunakan untuk
beberapa kali pembersihan karena
sifatnya yang agak rapuh.
PT. Corrosion Care Indonesia 51
JENIS ABRASIVE
Copper Slag
Merupakan ampas hasil olah industri
yang berasal dari peleburan tembaga.
Bentuknya sama dengan coal slag, persegi-
empat dengan kekerasan 6 Mohs.
Abrasive ini memiliki kekerasan yang
lebih rendah dibanding pasir silika namun
mempunyai berat yang lebih besar, oleh
sebab itu dapat digunakan untuk
membersihkan dan menciptakan profile
permukaan, tetapi memiliki kelemahan
yang sering menempel dalam celah profile
yang harus dibersihkan dengan seksama.
PT. Corrosion Care Indonesia 52
PT. CORROSION CARE INDONESIA
JENIS ABRASIVE
Aluminum Oxide
Merupakan jenis sintetik abrasive yang
mempunyai tingkat kekerasan yang
sangat tinggi dan dapat membersihkan
dan menciptakan kekasaran permukaan
dengan cepat karena beratnya dan
bentuknya yang memiliki sudut-sudut
yang runcing. Dipakai untuk shop blasting
dan dapat dipergunakan kembali untuk
beberapa kali pembersihan permukaan.
PT. Corrosion Care Indonesia 53
JENIS ABRASIVE
Silicon Carbide
Sama dengan aluminum oxide, abrasive
ini merupakan jenis sintetik abrasive yang
mempunyai tingkat kekerasan yang
sangat tinggi. Membersihkan dan
menghasilkan profile kedalaman
permukaan dengan cepat karena memiliki
berat dengan sudut-sudut yang runcing.
Dipakai untuk shop blasting dan dapat
dipergunakan kembali untuk beberapa
kali pembersihan permukaan.
PT. Corrosion Care Indonesia 54
PT. CORROSION CARE INDONESIA
KARAKTERISTIK ABRASIVE
Abrasive Kekerasan Berat Silika Warna Tingkat Pengguna-
Pengguna-
Jenis Bebas Debu an Ulang
A. Jenis Nonmetal
Pasir Silika 6-7 Mohs 2.6 >90% Putih Tinggi Buruk
Garnet 7-8 Mohs 4 <1.0% Coklat Rendah Bagus
Coal Slag 6 Mohs 2.8 <1.0% Hitam Tinggi Buruk
Copper Slag 6 Mohs 3.3 <1.0% Hitam Sedang Bagus
Aluminum Ox 9 Mohs 4 <1.0% Coklat Rendah Bagus
Silicon Carb 8-9 Mohs 3.2 <1.0% Hitam Sedang Bagus
B. Jenis Metal
Steel Shot 42-
42-50 RC 7 <1.0% Perak Rendah Bagus
Steel Grit 42-
42-62 RC 7 <1.0% Perak Rendah Bagus
PT. Corrosion Care Indonesia 55
KEKERASAN ABRASIVE
Kekerasan abrasive memiliki peranan dalam menghasilkan
kekasaran atau kedalaman profile permukaan. Abrasive
yang terbuat dari mineral, ampas olahan industri, dan
sintetik, kekerasannya diukur dalam skala Mohs, sedangkan
abrasive jenis metalik diukur dalam satuan Rockwell C.
Untuk abrasive jenis non-metalik, umumnya yang sesuai
digunakan untuk mengasarkan atau menciptakan profile
kedalaman permukaan adalah abrasive yang memiliki
kekerasan minimal 6 Mohs.
PT. Corrosion Care Indonesia 56
PT. CORROSION CARE INDONESIA
BERAT ABRASIVE
Berat dari abrasive akan turut mempengaruhi kecepatan
pembersihan permukaan dan penciptaan kedalaman profile.
Abrasive yang memiliki berat jenis yang lebih tinggi
memberikan indikasi mempunyai berat yang lebih besar.
Oleh sebab itu, abrasive dengan berat jenis yang lebih besar
tersebut akan memberikan kedalaman profile yang lebih
dalam dibanding dengan abrasive yang memiliki berat jenis
yang lebih ringan bila disemburkan pada permukaan dengan
tekanan yang sama. Selain itu abrasive yang memiliki berat
jenis yang lebih tinggi cenderung kurang menghasilkan debu
yang banyak pada waktu penyemburan.
PT. Corrosion Care Indonesia 57
BENTUK ABRASIVE
Bentuk abrasive terdiri dari runcing (angular), persegi-
empat (blocky), agak bulat (semi-round) dan bundar
(spherical). Abrasive yang runcing memiliki kecepatan dalam
membersihkan kontaminasi yang merekat keras pada
permukaan dan menghasilkan kedalaman profile.
Sedangkan abrasive yang memiliki bentuk persegi-empat
atau lonjong memiliki sudut yang agak datar, oleh sebab itu
terbatas dalam membersihkan kontaminasi tertentu yang
merekat keras pada permukaan. Demikianpun dengan
abrasive yang memiliki bentuk yang bundar, dapat
membersihkan permukaan tetapi menghasilkan profile yang
dangkal.
PT. Corrosion Care Indonesia 58
PT. CORROSION CARE INDONESIA
WARNA ABRASIVE
Warna kurang memiliki dampak yang penting, tetapi dalam
hal tertentu merupakan faktor yang sangat kritis. Abrasive
dapat meninggalkan serpihan debu pada permukaan yang
akan mempengaruhi penampilan setelah dibersihkan.
Abrasive yang berwarna gelap cenderung menimbulkan
kesan kurang berdebu setelah permukaan dibersihkan
dibanding dengan abrasive yang berwarna terang, karena
tidak memantulkan cahaya dengan mudah. Oleh sebab itu
hal ini penting diperhatikan dengan baik sewaktu melakukan
pembersihan.
PT. Corrosion Care Indonesia 59
UKURAN ABRASIVE
Ukuran abrasive sangat mempengaruhi tingkat kecepatan
pembersihan dan penciptaan profile kedalaman permukaan.
Ukuran tersebut ditetapkan dalam satuan Mesh. Semakin
kecil ukuran Mesh dari suatu abrasive, semakin besar
ukuran diameter partikel abrasive tersebut atau semakin
kasar. Abrasive yang tergolong kasar, menghasilkan profile
yang lebih dalam, tetapi memiliki produktivitas atau
kecepatan pembersihan yang lebih lama. Sedangkan abrasive
yang tergolong halus, mempunyai kecepatan pembersihan
yang lebih cepat, namun tidak dapat menghasilkan profile
permukaan yang dalam.
PT. Corrosion Care Indonesia 60
PT. CORROSION CARE INDONESIA
UKURAN ABRASIVE
0.5-
0.5-mil profile (12.7 µm), 80/120-
80/120-mesh silica sand, G-
G-200 iron or steel grit,
120-
120 - grit aluminum oxide.
1-mil profile (25 µm), 30/60-
30/60-mesh silica sand, G-
G-80 iron or steel grit, S-
S-110
steel shot, 80-
80-mesh garnet, 100-
100-grit aluminum oxide
1.5-
1.5-mil profile (37 µm), 16/40-
16/40-mesh silica sand, G-
G-50 iron or steel grit, S-
S-
170 steel shot, 36-
36-mesh garnet, 50-
50-grit aluminum oxide
2-mil profile (50 µm), 16/40-
16/40-mesh silica sand, G-
G-40 chilled iron or steel
grit, S-
S-280 steel shot, 36- 36-grit aluminum oxide
36-mesh garnet, 36-
2.5-
2.5-mil profile (62 µm), 8/35-
8/35-mesh silica sand, G-
G-25 iron or steel grit, S-
S-
280 steel shot, 16-
16-mesh garnet, 24-
24-grit aluminum oxide
3-4-mil profile (75-
(75-100 µm), 8/20-
8/20-mesh silica sand, G-
G-16 chilled iron or
steel grit, S-
S-330 or 390 steel shot, 16-
16-mesh garnet, 16-
16-grit aluminum oxide
PT. Corrosion Care Indonesia 61
KEBERSIHAN ABRASIVE
Abrasive tidak boleh mengandung minyak atau gemuk
karena akan mengkontaminasi permukaan yang dibersihkan
dan akan menyebabkan kegagalan pada pelapisan dasar.
Adanya minyak atau gemuk pada permukaan akan
menyebabkan pelapisan tidak akan merekat karena sifat
minyak dan gemuk yang menarik atau melunakan pelapisan.
Untuk mendeteksi adanya minyak atau gemuk pada
abrasive, maka perlu dilakukan pengujian dasar berupa Vial
Test, sebelum abrasive yang akan digunakan tersebut
dituangkan ke dalam blast pot atau sand pot.
PT. Corrosion Care Indonesia 62
PT. CORROSION CARE INDONESIA
KEBERSIHAN ABRASIVE
PT. Corrosion Care Indonesia 63
PROSEDUR VIAL TEST
1. Ambil gelas transparan yang kering dan bersih.
bersih.
2. Ambil segenggam abrasive secara acak dari kantongan abrasive yang
tersedia,
tersedia, dan masukan ke dalam gelas yang sudah disiapkan tersebut.
tersebut.
3. Isi gelas yang sudah terisi abrasive tersebut dengan air tawar yang
bersih.
bersih.
4. Aduk dengan sendok atau gunakan alat yang bersih untuk mengaduk
dengan baik selama paling sedikit 1 menit.
menit.
5. Diamkan dan tunggu selama 5 menit sampai semua abrasive yang
diaduk tersebut mengendap ke dasar gelas.
gelas.
6. Bila air yang berada dalam gelas menjadi keruh, keruh, hal tersebut
menandakan bahwa abrasive yang akan digunakan kotor.
kotor.
7. Selanjutnya perhatikan pada seluruh permukaan air dengan cermat,
cermat,
jika ada minyak atau gemuk yang mengambang.
mengambang.
8. Apabila abrasive terkontaminasi dengan minyak atau gemuk,
gemuk, maka
abrasive tersebut tidak dapat digunakan.
digunakan.
PT. Corrosion Care Indonesia 64
PT. CORROSION CARE INDONESIA
KESIMPULAN
Unit kompetensi ini menjelaskan tentang pentingnya pemahaman
terhadap abrasive sebagai media yang digunakan dalam
pembersihan dan penciptaan profile permukaan, karena suatu
pelapisan dasar, selain menuntut tingkat kebersihan yang sesuai,
juga memerlukan kekasaran permukaan tertentu agar dapat
merekat dengan baik sehingga memberikan perlindungan yang
diharapkan. Mengetahui jenis, sifat, dan ukuran masing-masing
abrasive sangat berguna untuk mencapai hasil pembersihan dan
kekasaran yang ditetapkan.
Begitupun, abrasive tidak boleh mengandung minyak atau gemuk
karena akan mengkontaminasi permukaan yang dibersihkan dan
akan menyebabkan kegagalan pada pelapisan dasar. Untuk
mendeteksi adanya minyak atau gemuk pada abrasive, maka perlu
dilakukan vial test sebelum abrasive dituangkan ke dalam blast pot
atau sand pot.
PT. Corrosion Care Indonesia 65
PERAGAAN / SIMULASI
Setelah instruktur menjelaskan seluruh unit kompetensi ini,
anda akan dikelompokan menurut group anda oleh
instruktur yang bertugas dan masing-masing group
diberikan waktu selama setengah jam untuk mempraktekan
bagaimana melakukan vial test. Ikuti petunjuk instruktur
anda dengan tertib dan disiplin.
PT. Corrosion Care Indonesia 66
PT. CORROSION CARE INDONESIA
COA.PR.02.003.01
Membersihkan permukaan dengan solvent
PT. Corrosion Care Indonesia 67
KRITERIA UNJUK KERJA
Setelah mempelajari unit kompetensi ini, anda harus mampu:
1. Memahami pentingnya dilakukan pembersihan awal solvent
cleaning.
2. Mengenal berbagai macam bahan dan metoda yang dapat
digunakan untuk solvent cleaning.
3. Melaksanakan metoda solvent cleaning yang benar dan tepat
sesuai dengan prosedur yang berlaku.
PT. Corrosion Care Indonesia 68
PT. CORROSION CARE INDONESIA
SOLVENT CLEANING
Solvent Cleaning adalah proses pencucian yang dilakukan pada
permukaan logam untuk menghilangkan kontaminasi seperti minyak, minyak,
gemuk,
gemuk, garam,
garam, lumpur,
lumpur, dan kotoran lainnya yang mudah dicuci. dicuci.
Pencucian ini mutlak dilakukan sebelum dilaksanakan pembersihan
permukaan dengan penyemburan.
penyemburan. Minyak atau gemuk yang terdapat
pada permukaan bila tidak dicuci terlebih dahulu, dahulu, maka akan
menyebarluas pada permukaan sewaktu dilakukan penyemburan, penyemburan,
begitupun halnya dengan garam yang terdapat pada permukaan akan
masuk lebih jauh ke dalam celah profile permukaan bila tidak dicuci.
dicuci. Hal
ini semuanya akan menyebabkan kegagalan pelapisan.
pelapisan. Minyak/gemuk
menyebabkan pelapisan tidak dapat merekat,
merekat, sedangkan garam yang
terdapat pada permukaan dikemudian hari akan menimbulkan blister
(bisul)
bisul) pada pelapisan.
pelapisan. Oleh sebab itu semua kontaminasi tersebut mutlak
dicuci terlebih dahulu dengan seksama sebelum dilakukan penyemburan.
penyemburan.
Solvent Cleaning diatur oleh standar SSPC-
SSPC-SP1.
PT. Corrosion Care Indonesia 69
BAHAN SOLVENT CLEANING
1. Pelarut/thinner
Dapat menggunakan jenis pelarut kerosene, mineral spirit,
toluene, xylene, acetone, methyl ethyl ketone. Yang umum
digunakan adalah jenis mineral spirit.
2. Sabun/deterjen
Sabun yang digunakan adalah jenis yang tidak
mengandung minyak atau santan.
3. Air tawar
Air tawar yang digunakan harus benar-benar bersih
terutama yang tidak mengandung garam.
PT. Corrosion Care Indonesia 70
PT. CORROSION CARE INDONESIA
BAHAN SOLVENT CLEANING
4. Larutan alkali
Bahan kimia yang digunakan seperti sodium hydroxide,
silicates, and carbonates, namun tidak dapat digunakan
pada jenis permukaan aluminum, zinc, kayu dan concrete
karena dapat menimbulkan kerusakan pada jenis
permukaan tersebut.
5. Larutan degreaser/emulsifier
Bahan kimia ini umumnya terbuat dari konsentrasi
larutan organik. Sebelum digunakan biasanya diencerkan
dengan 4 sampai 10 bagian spiritus. Dapat diaplikasi
dengan penguasan, penyemprotan dan pencelupan.
PT. Corrosion Care Indonesia 71
METODA SOLVENT CLEANING
1. Pencucian Dengan Solvent/Pelarut
Metoda ini efektif untuk menghilangkan kadar minyak atau
gemuk yang berlebihan pada permukaan. Menggunakan kain
lap yang dibasahkan dengan pelarut dan dibilas pada
permukaan yang terkontaminasi.
2. Pencucian Dengan Uap Air Panas (Steam Cleaning)
Metoda ini menggunakan peralatan semprot air yang
bertekanan tinggi, dapat dikombinasi dengan bahan kimia
pembersih lainnya seperti deterjen atau alkali yang diaduk
dengan rata oleh tangki pengaduk pada alat tersebut, kemudian
dipanaskan dan disemprotkan melalui nozzle pada tekanan
yang tinggi. Efektif untuk bidang permukaan yang luas.
Menghilangkan minyak, gemuk, garam, dan kotoran lainnya
pada permukaan.
PT. Corrosion Care Indonesia 72
PT. CORROSION CARE INDONESIA
METODA SOLVENT CLEANING
3. Pencucian Dengan Air Tawar (Water Cleaning)
Metoda ini menggunakan air tawar bersih yang dapat
disemprotkan pada permukaan. Dapat dikombinasi dengan
deterjen atau sabun pembersih untuk mencuci permukaan.
Efektif untuk menghilangkan garam, membersihkan kadar
minyak dan gemuk yang ringan pada permukaan serta
menghilangkan kotoran lainnya yang dapat dicuci dari
permukaan.
4. Pencucian Dengan Pencelupan (Dipping)
Metoda ini menggunakan alat tertentu dimana benda yang akan
dibersihkan dari minyak dan gemuk dicelupkan ke dalam alat
tersebut. Dipergunakan untuk benda yang berukuran kecil dan
diaplikasi dalam ruang tertutup.
PT. Corrosion Care Indonesia 73
PENCUCIAN DENGAN SOLVENT
PT. Corrosion Care Indonesia 74
PT. CORROSION CARE INDONESIA
PENCUCIAN DENGAN STEAM
PT. Corrosion Care Indonesia 75
PENCUCIAN DENGAN STEAM
PT. Corrosion Care Indonesia 76
PT. CORROSION CARE INDONESIA
PENCUCIAN DENGAN AIR
PT. Corrosion Care Indonesia 77
PENCUCIAN DENGAN AIR
PT. Corrosion Care Indonesia 78
PT. CORROSION CARE INDONESIA
PENCUCIAN DENGAN DIPPING
PT. Corrosion Care Indonesia 79
MEMBERSIHKAN MINYAK/GEMUK
1. Pakai perlengkapan K3 yang diperlukan untuk solvent cleaning.
2. Bilas permukaan yang terkontaminasi tersebut terlebih dahulu
dengan air tawar bersih dan deterjen.
3. Gunakan sikat plastik atau sejenisnya dan sikat permukaan
dengan rata sampai minyak atau gemuk mulai berkurang atau
tidak nampak pada permukaan. Cuci kembali permukaan
tersebut dengan air tawar bersih.
4. Keringkan permukaan, setelah itu ambil kain lap yang bersih
dan basahkan dengan pelarut, dan bersihkan kembali bekas
minyak atau gemuk pada permukaan yang terkontaminasi.
5. Ganti kain lap sesering mungkin dengan yang baru apabila kain
lap sebelumnya mulai nampak kotor. Basahkan dengan pelarut
dan lap kembali permukaan tersebut sampai semua noda
minyak atau gemuk tidak meninggalkan bekas pada
permukaan.
PT. Corrosion Care Indonesia 80
PT. CORROSION CARE INDONESIA
MEMBERSIHKAN GARAM
1. Prosedur sebelumnya digunakan untuk menghilangkan minyak
dan gemuk. Perlu diketahui, pelarut atau thinner tidak efektif
menghilangkan garam pada permukaan.
2. Pakai perlengkapan K3 yang diperlukan untuk solvent cleaning.
3. Cuci permukaan yang mengandung garam, lumpur, dan
kotoran lainnya seperti asap pengelasan dengan air tawar
bersih yang disemprotkan dengan tekanan.
4. Gunakan sabun pembersih dan sikat permukaan tersebut
dengan rata hingga kotoran yang ada pada permukaan mulai
menghilang dan tidak nampak.
5. Semprot kembali permukaan dengan air tawar bersih dan
keringkan segera permukaan tersebut sebelum ditindaklanjuti
dengan metoda pembersihan awal lainnya.
PT. Corrosion Care Indonesia 81
KESIMPULAN
Solvent cleaning merupakan proses pencucian yang mutlak
dilakukan pada permukaan yang terkontaminasi dengan minyak,
gemuk, garam, lumpur, dan kotoran lainnya yang dapat dicuci.
Metoda pembersihan tersebut dapat dilakukan dengan pencucian
yang menggunakan bahan pelarut atau thinner yang efektif
menghilangkan minyak dan gemuk, pencucian dengan air tawar
dan deterjen yang baik untuk menghilangkan garam, lumpur dan
kotoran lainnya, serta dapat juga menggunakan metoda pencucian
dengan uap air panas yang dikombinasi dengan deterjen atau
larutan kimia alkali untuk menghilangkan minyak, gemuk, garam,
lumpur dan kontaminasi lainnya pada permukaan yang
terkontaminasi. Mengikuti petunjuk yang tepat untuk mencuci
permukaan berarti anda telah melakukan salah satu prosedur
pencegahan kegagalan yang dapat terjadi pada pelapisan.
PT. Corrosion Care Indonesia 82
PT. CORROSION CARE INDONESIA
PERAGAAN / SIMULASI
Peragaan atau simulasi untuk unit kompetensi ini, akan
dilakukan bersama-sama dengan unit kompetensi
COA.PR.02.007.01 Membersihkan Permukaan Dengan Dry
Abrasive.
PT. Corrosion Care Indonesia 83
COA.PR.02.004.01
Membersihkan permukaan dengan
chemical stripping
PT. Corrosion Care Indonesia 84
PT. CORROSION CARE INDONESIA
KRITERIA UNJUK KERJA
Setelah mempelajari unit kompetensi ini, anda harus mampu:
1. Memahami mengapa metoda chemical stripper atau bahan
pengupas digunakan untuk melakukan pembersihan awal pada
permukaan lama.
2. Mengetahui berbagai macam bahan pengelupas yang dapat
digunakan untuk mengupas pelapisan lama pada permukaan
yang akan dibersihkan.
3. Melaksanakan pembersihan awal dengan metoda chemical
stripper sesuai prosedur yang tepat.
PT. Corrosion Care Indonesia 85
CHEMICAL STRIPPER
Chemical Stripper yang diatur oleh standar SSPC-TU6
merupakan suatu metoda pembersihan awal dengan teknik
mengupas pelapisan organik lama yang merekat keras pada
permukaan seperti misalnya pelapisan epoxy, polyurethane dan
pelapisan dua-komponen organik lainnya.
Metoda ini menggunakan suatu bahan kimia tertentu yang
diaplikasi pada pelapisan lama sehingga pelapisan lama tersebut
akan menjadi lunak dan terkelupas dari permukaan setelah
beberapa saat sesudah bahan pengelupas diaplikasi. Umumnya
digunakan untuk mempercepat proses pekerjaan pembersihan dan
menghilangkan pelapisan lama yang sulit dibersihkan dengan
sempurna melalui cara mekanis seperti penyemburan.
PT. Corrosion Care Indonesia 86
PT. CORROSION CARE INDONESIA
CHEMICAL STRIPPER
PT. Corrosion Care Indonesia 87
BAHAN STRIPPER
1. Bond Breaker
Merupakan suatu campuran dari pelarut yang keras yang
mengandung toluene atau metyl ethyl ketone. Bekerja dengan
merusak ikatan kimia pelapisan lama sehingga pelapisan
tersebut berkerut dan terkelupas. Umumnya digunakan untuk
mengupas pelapisan lama jenis organik dan tidak dapat
digunakan untuk pelapisan jenis inorganik, alkyd, red lead dan
sejenisnya yang tergolong oil base.
2. Caustics
Merupakan suatu jenis pengelupas yang mengandung sodium,
calcium, dan magnesium hydroxide. Bekerja dengan cara
melunakan pelapisan lama dan penggunaannya terbatas hanya
untuk pelapisan lama jenis alkyd dan oil base.
PT. Corrosion Care Indonesia 88
PT. CORROSION CARE INDONESIA
BAHAN STRIPPER
3. SARA/Selective Adhesion Release Agent
Merupakan suatu bahan pengelupas yang berpelarut air.
Mekanisme kerjanya sama dengan jenis bond breaker dan
dapat mengupas sistem pelapisan lama jenis organik namun
penggunaannya terbatas kepada jenis inorganik, alkyd, red lead
dan sejenisnya yang tergolong oil base serta tidak dapat
digunakan untuk jenis pelapisan lama seperti novalac epoxy
dan vinyl esther.
PT. Corrosion Care Indonesia 89
PROSEDUR STRIPPER
1. Siapkan dan gunakan perlengkapan kesehatan dan keselamatan
kerja yang diperlukan.
2. Permukaan dicuci terlebih dahulu menggunakan air tawar
bersih, kontaminasi seperti lumpur dan kotoran lainnya yang
menempel pada permukaan dibersihkan.
3. Bahan stripper atau pengelupas diaplikasi pada permukaan
dengan kuas atau alat semprot. Tunggu beberapa saat sampai
pelapisan lama mengerut atau menjadi lunak. Reaksi bervariasi
mulai dari 1 – 4 jam.
4. Bila permukaan terdiri dari beberapa lapis pelapisan, aplikasi
kembali bahan stripper untuk melunakan atau mengelupas
lapisan berikutnya hingga seluruh sistem pelapisan dapat
dikupas.
PT. Corrosion Care Indonesia 90
PT. CORROSION CARE INDONESIA
PROSEDUR STRIPPER
5. Gunakan kape untuk membantu mengupas seluruh pelapisan
lama dan limbah pelapisan lama tersebut harus dikumpulkan
dan dibuang pada tempat yang telah disediakan agar tidak
mencemari lingkungan.
6. Cuci kembali permukaan yang telah dibersihkan dari pelapisan
lama dengan air tawar bersih dan bila perlu gunakan deterjen
untuk memastikan seluruh kontaminasi telah dibersihkan
dengan seksama dari permukaan.
7. Keringkan segera permukaan yang telah dicuci tersebut untuk
ditindaklanjuti dengan metoda pembersihan selanjutnya.
PT. Corrosion Care Indonesia 91
KESIMPULAN
Chemical Stripper merupakan suatu metoda pembersihan awal
dengan teknik mengupas pelapisan organik lama yang merekat
keras pada permukaan. Bahan pengelupas yang digunakan dapat
berupa bond breaker, caustic, dan SARA tergantung dari jenis
sistem pelapisan lama yang akan dibersihkan.
Bahan pengelupas tersebut dapat diaplikasi dengan kuas maupun
menggunakan alat semprot. Umumnya digunakan untuk
mempercepat proses pekerjaan pembersihan dan menghilangkan
pelapisan lama yang sulit dibersihkan sempurna dengan
penyemburan.
PT. Corrosion Care Indonesia 92
PT. CORROSION CARE INDONESIA
PERAGAAN / SIMULASI
Peragaan atau simulasi untuk unit kompetensi ini, akan
dilakukan bersama-sama dengan unit kompetensi
COA.PR.02.007.01 Membersihkan Permukaan Dengan Dry
Abrasive.
PT. Corrosion Care Indonesia 93
COA.PR.02.005.01
Membersihkan permukaan dengan
hand-tools
PT. Corrosion Care Indonesia 94
PT. CORROSION CARE INDONESIA
KRITERIA UNJUK KERJA
Setelah mempelajari unit kompetensi ini, anda harus mampu:
1. Memahami tujuan dilakukan pembersihan dengan hand-tools
(peralatan tangan manual)
2. Mengidentifikasi berbagai peralatan yang dapat digunakan
untuk tujuan tersebut.
3. Melakukan pembersihan dengan metoda hand-tools mengikuti
prosedur yang tepat dan aman.
4. Menggunakan standar photo pembanding SSPC-Vis3 dan
ISO8501-1-1988
PT. Corrosion Care Indonesia 95
METODA HAND-TOOLS
Metoda pembersihan dengan hand-tools diatur oleh standar SSPC-
SP2 atau ISO 8504-3-1993. Metoda ini harus diawali sebelumnya
dengan solvent cleaning yaitu minyak, gemuk, garam, dan kotoran
lainnya yang terdapat pada permukaaan harus terlebih dahulu
dibersihkan.
Pada umumnya, hand-tools digunakan bila permukaan yang akan
dibersihkan tidak luas atau power-tools (peralatan yang digerakan
oleh angin atau listrik) yang diperlukan tidak tersedia di tempat
kerja atau memiliki keterbatasan untuk digunakan.
Hand-tools hanya dapat membersihkan kontaminasi yang mudah
lepas dari permukaan seperti karat atau kerak besi (mill scale)
atau pelapisan yang sudah tidak merekat dengan baik pada
permukaan termasuk debu dan kotoran lainnya yang mudah
dibersihkan.
PT. Corrosion Care Indonesia 96
PT. CORROSION CARE INDONESIA
METODA HAND-TOOLS
Oleh sebab itu peralatan hand-tools tersebut hanya cocok
digunakan untuk keperluan spot cleaning saja atau pembersihan
pada tempat-tempat tertentu yang tidak luas dari suatu
permukaan.
Selain itu, peralatan manual ini juga dapat dipakai untuk
membersihkan permukaan dari percikan las (weld spatter) dan
kerak las (weld slag), termasuk merapihkan hasil pengelasan yang
kasar, tajam, dan tidak rata, serta menumpulkan sudut-sudut yang
runcing pada permukaan.
PT. Corrosion Care Indonesia 97
HAND-TOOLS
PT. Corrosion Care Indonesia 98
PT. CORROSION CARE INDONESIA
HAND-TOOLS
PT. Corrosion Care Indonesia 99
PEMBERSIHAN SSPC-SP2 / ISO8504-3
1. Siapkan dan gunakan perlengkapan kesehatan dan keselamatan
kerja yang diperlukan.
2. Pastikan permukaan telah dicuci sebelumnya dengan metoda
solvent cleaning SSPC-SP1.
3. Bersihkan terlebih dahulu dengan seksama kisi-kisi, sudut-
sudut dan bagian-bagian permukaan yang sulit terjangkau
dengan peralatan tangan seperti amplas atau sikat.
4. Bersihkan percikan dan kerak las pada permukaan dengan palu
atau pahat atau gunakan peralatan tangan lainnya yang sesuai.
5. Hasil pengelasan yang tajam, tidak rata, dan kasar pada
permukaan dirapihkan dan ditumpulkan dengan kikir atau
amplas.
6. Sudut-sudut yang tajam pada permukaan dibulatkan dengan
baik sampai dengan radius sekitar 0.3 – 0.6 mm.
PT. Corrosion Care Indonesia 100
PT. CORROSION CARE INDONESIA
PEMBERSIHAN SSPC-SP2 / ISO8504-3
7. Bersihkan seluruh permukaan dengan amplas yang kasar dan
sikat baja serta pastikan debu hasil pembersihan tersebut
dibersihkan dari seluruh permukaan.
8. Bila instruksi kerja atau spesifikasi mempersyaratkan
permukaan dibersihkan dengan penyemburan, maka
persiapkan permukaan untuk metoda selanjutnya.
9. Apabila instruksi kerja atau spesifikasi mempersyaratkan
pembersihan cukup dilakukan dengan metoda hand-tools saja,
maka bandingkan hasil pembersihan permukaan dengan
standar photo sesuai standar kebersihan yang ditetapkan oleh
instruksi kerja atau spesifikasi tersebut. Jika yang ditetapkan
adalah SSPC-SP2 maka bandingkan dengan standar photo
SSPC-Vis3 dan bila yang ditetapkan ISO 8504 St2 atau St3,
bandingkan dengan standar photo ISO 8501-1-1988.
PT. Corrosion Care Indonesia 101
PEMBERSIHAN / PERAPIHAN
RAPIHKAN BERSIHKAN
BULATKAN SESUDAH
PT. Corrosion Care Indonesia 102
PT. CORROSION CARE INDONESIA
SSPC-VIS3/ISO8501-1-1988
PT. Corrosion Care Indonesia 103
STANDAR PHOTO SSPC-VIS3
PT. Corrosion Care Indonesia 104
PT. CORROSION CARE INDONESIA
STANDAR PHOTO ISO8501-1-1998
PT. Corrosion Care Indonesia 105
MENGGUNAKAN SSPC-VIS3
1. SSPC-
SSPC-Vis3 hanya dapat digunakan apabila tingkat kebersihan
yang diminta oleh instruksi kerja atau spesifikasi cukup dengan
metoda SSPC-
SSPC-SP2 Hand-
Hand-Tools Cleaning (pembersihan
(pembersihan permukaan
dengan peralatan tangan) tangan) atau SSPC-
SSPC-SP3 Power-
Power-tools
(pembersihan permukaan dengan peralatan yang digerakan oleh
tenaga angin atau listrik).
listrik).
2. Hal yang sangat perlu diperhatikan sebelum melakukan
pembersihan awal pada permukaan adalah mengidentifikasi
terlebih dahulu tingkat karat awal pada permukaan tersebut agar
setelah dibersihkan dapat dibandingkan secara tepat dengan
standar photo tingkat kebersihan yang diperlukan.
diperlukan.
3. Bila instruksi kerja atau spesifikasi mempersyaratkan tingkat
kebersihan cukup sampai SSPC- SSPC-SP2, maka identifikasi tingkat
karat awal harus dilakukan menggunakan SSPC- SSPC-Vis3 bukan
SSPC-
SSPC-Vis1.
PT. Corrosion Care Indonesia 106
PT. CORROSION CARE INDONESIA
MENGGUNAKAN SSPC-VIS3
4. Pada SSPC-
SSPC-Vis3 terdapat 7 tingkat karat awal yaitu A, B, C, D, E, F, dan
G. Untuk tingkat karat awal A, B, C, dan D memiliki kesamaan dengan
SSPC-
SSPC-Vis1, namun tingkat karat awal E, F, dan G (ketiganya(ketiganya untuk
permukaan lama) mempunyai pengertian sebagai berikut:
berikut:
E. Permukaan yang sebelumnya dilapisi dengan pelapisan yang
berwarna terang dimana permukaan tersebut terlebih dahulu
dibersihkan dengan penyemburan abrasive. Kondisi pelapisan
masih merekat dengan baik pada permukaan.
permukaan.
F. Permukaan yang sebelumnya dilapisi dengan pelapisan jenis zinc- zinc-
rich dimana permukaan tersebut terlebih dahulu dibersihkan
dengan penyemburan abrasive. Kondisi pelapisan masih merekat
dengan baik pada permukaan.
permukaan.
G. Permukaan yang sebelumnya dilapisi dengan sistem pelapisan
(terdiri dari primer, intermediate, dan top coat atau primer dengan
top coat) dimana permukaan tersebut sebelumnya memiliki mill
scale (kerak
(kerak besi).
besi). Kondisi sistem pelapisan telah terekspose dengan
cuaca.
cuaca.
PT. Corrosion Care Indonesia 107
MENGGUNAKAN SSPC-VIS3
5. Setelah permukaan dibersihkan dengan hand-
hand-tools, bandingkan hasil
pembersihan tersebut dengan standar photo tingkat kebersihan SSPC-
SSPC-
SP2 yang terdapat dalam SSPC-
SSPC-Vis3 sesuai dengan tingkat karat awal
yang diidentifikasi sebelumnya.
sebelumnya. Gambar dibawah ini memberikan
penjelasan yang mudah dipahami.
dipahami.
6. Bila permukaan yang dibersihkan belum menyerupai dengan tingkat
kebersihan standar photo yang digunakan,
digunakan, maka permukaan tersebut
harus dibersihkan kembali.
kembali.
Bandingkan
Bandingkanhasil
hasil kerja
kerjaanda
andadengan
dengan
Identifikasi awal Standar Photo
Instruksi Kerja
G GSP2
Menetapkan
SP2
PT. Corrosion Care Indonesia 108
PT. CORROSION CARE INDONESIA
MENGGUNAKAN ISO8501-1-1988
1. ISO8501-1-1988 hanya dapat digunakan apabila tingkat
kebersihan yang diminta oleh instruksi kerja atau spesifikasi
cukup dengan metoda ISO8504-3-1993 St2 Thorough Hand and
Power Tools Cleaning (pembersihan permukaan dengan hand-
tools atau power-tools yang seksama) atau ISO8504-3-1993 St3
Very Thorough Hand and Power Tools Cleaning (pembersihan
permukaan dengan hand-tools atau power-tools yang sangat
seksama).
2. Hal yang sangat perlu diperhatikan sebelum melakukan
pembersihan awal pada permukaan adalah mengidentifikasi
terlebih dahulu tingkat karat awal pada permukaan tersebut
agar setelah dibersihkan dapat dibandingkan secara tepat
dengan standar photo tingkat kebersihan yang diperlukan.
PT. Corrosion Care Indonesia 109
MENGGUNAKAN ISO8501-1-1988
3. Bila instruksi kerja atau spesifikasi mempersyaratkan tingkat
kebersihan cukup sampai ISO8504-3-1993 St2 atau St3 saja,
maka identifikasi tingkat karat awal dilakukan menggunakan
ISO8501-1-1988.
4. Perlu diketahui bahwa tingkat karat awal pada ISO8501-1-1988
hanya ada A, B, C, dan D dimana keempat tingkat karat awal
tersebut hanya diperuntukan khusus untuk permukaan baru
atau permukaan yang sebelumnya belum pernah dilapisi, oleh
sebab itu penggunaan metoda pembersihan baik dengan St2
atau St3 untuk permukaan lama (yang sebelumnya telah
dilapisi), identifikasi tingkat karat awal pada permukaan
tersebut sebaiknya didasarkan pada tingkat C atau D saja.
PT. Corrosion Care Indonesia 110
PT. CORROSION CARE INDONESIA
MENGGUNAKAN ISO8501-1-1988
5. Setelah permukaan dibersihkan dengan hand-tools, bandingkan
hasil pembersihan tersebut dengan standar photo tingkat
kebersihan St2 atau St3 yang terdapat dalam ISO8501-1-1988
sesuai dengan tingkat karat awal yang diidentifikasi
sebelumnya.
6. Bila permukaan yang dibersihkan belum menyerupai dengan
tingkat kebersihan standar photo yang digunakan, maka
permukaan tersebut harus dibersihkan kembali.
PT. Corrosion Care Indonesia 111
KESIMPULAN
Hand-
Hand-tools hanya dapat membersihkan kontaminasi yang mudah
lepas dari permukaan seperti karat atau kerak besi atau pelapisan
yang sudah tidak merekat dengan baik pada permukaan termasuk
debu dan kotoran lainnya yang mudah dibersihkan.
dibersihkan. Selain itu,
itu, juga
dapat dipakai untuk membersihkan percikan dan kerak las,
las, termasuk
merapihkan hasil pengelasan yang kasar,
kasar, tajam,
tajam, dan tidak rata, serta
menumpulkan sudut-
sudut-sudut yang runcing pada permukaan.
permukaan.
Bila instruksi kerja atau spesifikasi mempersyaratkan pembersihan
permukaan cukup sampai dengan SSPC- SSPC-SP2 atau ISO 8504-
8504-3-1993
St2 atau St3, maka hasil pembersihan permukaan yang dilakukan
tersebut harus dibandingkan dengan standar photo yang berlaku
untuk memastikan mutu yang dikerjakan telah tercapai.
tercapai. Untuk SSPC
gunakan standar photo SSPC-
SSPC-Vis3 sedangkan untuk ISO gunakan
standar photo ISO8501-
ISO8501-1-1988.
PT. Corrosion Care Indonesia 112
PT. CORROSION CARE INDONESIA
PERAGAAN / SIMULASI
Peragaan atau simulasi untuk unit kompetensi ini, akan
dilakukan bersama-sama dengan unit kompetensi
COA.PR.02.007.01 Membersihkan Permukaan Dengan Dry
Abrasive.
PT. Corrosion Care Indonesia 113
COA.PR.02.006.01
Membersihkan permukaan dengan
power-tools
PT. Corrosion Care Indonesia 114
PT. CORROSION CARE INDONESIA
KRITERIA UNJUK KERJA
Setelah mempelajari unit kompetensi ini, anda harus mampu:
1. Memahami prinsip pembersihan dengan power-tools (peralatan
yang digerakan oleh tenaga angin atau listrik).
2. Membedakan prosedur pembersihan power-tools SSPC-SP3 /
ISO8504-3-1993 dengan SSPC-SP11.
3. Mengidentifikasi berbagai peralatan power-tools yang dapat
digunakan sesuai persyaratan.
4. Melakukan pembersihan dengan metoda power-tools mengikuti
prosedur yang tepat dan aman.
5. Menggunakan standar photo pembanding SSPC-Vis3 dan
ISO8501-1-1988
6. Melakukan pengukuran profile kedalaman permukaan SSPC-
SP11 dengan testex replica tape.
PT. Corrosion Care Indonesia 115
METODA POWER-TOOLS
Sama halnya dengan metoda hand-tools, penggunaan metoda ini
harus terlebih dahulu diawali dengan solvent cleaning yaitu
minyak, gemuk, garam, dan kotoran lainnya yang terdapat pada
permukaaan harus dibersihkan sebelumnya.
Pada umumnya, metoda power-tools merupakan duplikasi dari
hand-tools, namun memiliki produktivitas dan kecepatan
pembersihan yang lebih tinggi dibanding hand-tools karena
digerakan oleh motor yang memiliki tenaga dari angin atau listrik.
Standar penggunaan power-tools diatur oleh SSPC-SP3 (power-
tools cleaning) atau ISO 8504-3-1993 (hand/power-tools cleaning)
dan SSPC-SP11 (power-tools cleaning to bare metal/ pembersihan
dengan power-tools sampai kepada seluruh permukaan logam /
tidak ada yang menutupi permukaan logam).
PT. Corrosion Care Indonesia 116
PT. CORROSION CARE INDONESIA
METODA POWER-TOOLS
Menurut SSPC-SP3 atau ISO 8504-3-1993 metoda power-tools
membersihkan kontaminasi yang mudah lepas dari permukaan
seperti karat atau kerak besi (mill scale) atau pelapisan yang sudah
tidak merekat dengan baik pada permukaan termasuk debu dan
kotoran lainnya yang mudah dibersihkan, namun tidak
diperuntukan untuk membersihkan karat, kerak besi dan
pelapisan lama yang masih merekat kuat pada permukaan.
Begitupun metoda SSPC-SP3 atau ISO8504-3-1993 ini juga
dipakai untuk membersihkan permukaan dari percikan las (weld
spatter) dan kerak las (weld slag), termasuk merapihkan hasil
pengelasan yang kasar, tajam, dan tidak rata, serta menumpulkan
sudut-sudut yang runcing pada permukaan sebagai langkah
persiapan permukaan sebelum dilakukan proses penyemburan.
PT. Corrosion Care Indonesia 117
METODA POWER-TOOLS
Sebaliknya SSPC-SP11 hanya digunakan jika pembersihan
permukaan dengan penyemburan (abrasive blasting) tidak praktis
dilakukan atau tidak dapat dilaksanakan.
Standar tingkat kebersihan SSPC-SP11 ini mempersyaratkan
bahwa permukaan yang dibersihkan bila dilihat secara kasat mata,
harus bebas dari segala minyak, gemuk, kotoran, debu, kerak besi,
karat, pelapisan lama, dan semua kontaminasi lainnya, kecuali
yang diperkenankan hanya ada sedikit sisa karat dan pelapisan
lama yang tertinggal pada dasar pitting (lubang karat) dengan
catatan bahwa kondisi asli permukaan tersebut sebelumnya
memang mengandung pitting. Selain itu, standar ini juga
mempersyaratkan bahwa peralatan power-tools yang digunakan
harus mampu menciptakan profile kedalaman permukaan paling
sedikit 1 mil atau 25.4 microns.
PT. Corrosion Care Indonesia 118
PT. CORROSION CARE INDONESIA
POWER-TOOLS SSPC-SP3/ISO 8504-3
PT. Corrosion Care Indonesia 119
POWER-TOOLS SSPC-SP3/ISO 8504-3
PT. Corrosion Care Indonesia 120
PT. CORROSION CARE INDONESIA
POWER-TOOLS SSPC-SP3/ISO 8504-3
PT. Corrosion Care Indonesia 121
POWER-TOOLS SSPC-SP11
PT. Corrosion Care Indonesia 122
PT. CORROSION CARE INDONESIA
POWER-TOOLS SSPC-SP11
PT. Corrosion Care Indonesia 123
PEMBERSIHAN SSPC-SP3 / ISO8504-3
1. Siapkan dan gunakan perlengkapan kesehatan dan keselamatan
kerja yang diperlukan.
2. Pastikan permukaan telah dicuci sebelumnya dengan metoda
solvent cleaning SSPC-SP1.
3. Bersihkan terlebih dahulu dengan seksama kisi-kisi, sudut-
sudut dan bagian-bagian permukaan yang sulit terjangkau
menggunakan peralatan power-tools jenis sikat atau gurinda.
4. Bersihkan percikan dan kerak las pada permukaan dengan
peralatan power-tools sikat baja atau yang sesuai.
5. Hasil pengelasan yang tajam, tidak rata, dan kasar pada
permukaan dirapihkan dan ditumpulkan dengan power-tools
jenis gurinda.
6. Sudut-sudut yang tajam pada permukaan dibulatkan dengan
baik sampai dengan radius sekitar 0.3 – 0.6 mm.
PT. Corrosion Care Indonesia 124
PT. CORROSION CARE INDONESIA
PEMBERSIHAN SSPC-SP3 / ISO8504-3
7. Bersihkan seluruh permukaan dengan menggunakan power-
tools jenis sikat baja (wire brush) atau piringan amplas (sanding
disc) atau pistol jarum (needle gun) setelah itu pastikan seluruh
permukaan tersebut bebas dari debu hasil pembersihan.
8. Bila instruksi kerja atau spesifikasi mempersyaratkan
permukaan dibersihkan dengan penyemburan, maka
persiapkan permukaan untuk metoda selanjutnya.
9. Apabila instruksi kerja atau spesifikasi mempersyaratkan
pembersihan cukup dilakukan dengan metoda power-tools saja,
maka bandingkan hasil pembersihan permukaan dengan
standar photo sesuai standar kebersihan yang ditetapkan oleh
instruksi kerja atau spesifikasi tersebut. Jika yang ditetapkan
adalah SSPC-SP3 maka bandingkan dengan standar photo
SSPC-Vis3 dan bila yang ditetapkan ISO 8504 St2 atau St3,
bandingkan dengan standar photo ISO 8501-1-1988.
PT. Corrosion Care Indonesia 125
PEMBERSIHAN SSPC-SP11
1. Siapkan dan gunakan perlengkapan kesehatan dan keselamatan
kerja yang diperlukan.
2. Pastikan permukaan telah dicuci sebelumnya dengan metoda
solvent cleaning SSPC-SP1.
3. Lakukan langkah nomor 3 sampai dengan 6 sesuai yang tertera
pada prosedur pembersihan SSPC-SP3 / ISO8504-3 yang
terdapat pada halaman sebelumnya.
4. Bersihkan seluruh permukaan dengan wire brush atau sanding
disc untuk memastikan bebas dari kerak besi, karat, dan
pelapisan lama. Setelah itu lanjutkan dengan pistol jarum yang
memiliki diameter jarum sekitar 2.0 mm untuk menciptakan
profile kedalaman pada permukaan tersebut.
5. Semua debu dan kotoran lainnya hasil pembersihan permukaan
harus dibersihkan dengan cermat dari permukaan. Gunakan
penghisap debu (vacuum) atau penyemprot debu (air duster).
PT. Corrosion Care Indonesia 126
PT. CORROSION CARE INDONESIA
PEMBERSIHAN SSPC-SP11
6. Bandingkan hasil pembersihan permukaan tersebut dengan
standar photo SSPC-SP11 yang terdapat dalam SSPC-Vis3
sesuai dengan tingkat karat awal yang teridentifikasi
sebelumnya. Bila pembersihan belum tercapai, bersihkan
kembali permukaan tersebut.
7. Ingat!, standar SSPC-SP11 mempersyaratkan permukaan yang
dibersihkan bila dilihat secara kasat mata, harus bebas dari
segala minyak, gemuk, kotoran, debu, kerak besi, karat,
pelapisan lama, dan semua kontaminasi lainnya, kecuali yang
diperkenankan hanya ada sedikit sisa karat dan pelapisan lama
yang tertinggal pada dasar pitting (lubang karat) dengan
catatan bahwa kondisi asli permukaan tersebut sebelumnya
memang mengandung pitting.
PT. Corrosion Care Indonesia 127
PEMBERSIHAN SSPC-SP11
8. Gunakan testex replica tape (ASTM D4417-C) untuk mengukur
kedalaman profile permukaan yang dihasilkan dan untuk
memastikan bahwa permukaan telah memiliki kedalaman
minimal 1 mil atau 25.4 microns sesuai dengan persyaratan
standar SSPC-SP11.
9. Perlu disampaikan bahwa segala jenis komparator untuk
membandingkan kedalaman profile permukaan tidak boleh
digunakan untuk SSPC-SP11 karena profile kedalaman yang
dihasilkan oleh power-tools mempunyai corak/motif atau
penampilan yang berbeda. Metoda pengukuran kedalaman
profile permukaan yang diperkenankan hanya testex replica
tape saja.
PT. Corrosion Care Indonesia 128
PT. CORROSION CARE INDONESIA
SSPC-VIS3/ISO8501-1-1988
PT. Corrosion Care Indonesia 129
STANDAR PHOTO SSPC-VIS3
Untuk SSPC-SP3, tergantung dari alat power-tools yang
digunakan, permukaan dapat dibersihkan dengan:
SP3/PWB: Power-Tool Cleaning / Power Wire Brush
¾ Menggunakan power-tools jenis sikat baja
• SP3/SD: Power-Tool Cleaning / Sanding Disc
¾ Menggunakan power-tools jenis piringan amplas
• SP3/NG: Power-Tool Cleaning / Needle Gun
¾ Menggunakan power-tools jenis pistol jarum
PT. Corrosion Care Indonesia 130
PT. CORROSION CARE INDONESIA
STANDAR PHOTO SSPC-VIS3
PT. Corrosion Care Indonesia 131
STANDAR PHOTO SSPC-VIS3
PT. Corrosion Care Indonesia 132
PT. CORROSION CARE INDONESIA
STANDAR PHOTO SSPC-VIS3
PT. Corrosion Care Indonesia 133
STANDAR PHOTO ISO8501-1-1998
PT. Corrosion Care Indonesia 134
PT. CORROSION CARE INDONESIA
TESTEX REPLICA TAPE
PT. Corrosion Care Indonesia 135
MENGUKUR PROFILE (TESTEX)
1. Testex replica tape terdiri dari 2 jenis ukuran yaitu ukuran tape
0.8 – 2.0 mil (20 – 50 microns) dan 1.5 – 4.5 mil (38 – 114
microns). Untuk SSPC-SP11 gunakan ukuran tape 0.8 – 2.0
mil.
2. Pilih bagian permukaan secara acak yang dapat mewakili
pengukuran tersebut, jangan pilih bagian permukaan yang ada
pitting (lubang/bopeng karat).
3. Persiapkan micrometer atau anvil gauge, pastikan sensor alat
pengukur tersebut bersih dan lakukan kalibrasi ke posisi nol.
4. Letakan replica tape pada bagian permukaan yang telah
ditentukan dan gosok daerah putih bulat yang terdapat pada
permukaan tengah tape tersebut sampai berubah warna
menjadi kegelap-gelapan agar menjiplak profile permukaan
dengan baik. Gunakan penggosok yang telah ditetapkan.
PT. Corrosion Care Indonesia 136
PT. CORROSION CARE INDONESIA
MENGUKUR PROFILE (TESTEX)
5. Angkat tape yang telah digosok tersebut dan tarik pelatuk
micrometer agar tape dapat diletakan pada sensor micrometer.
Permukaan bulat tape harus berada tepat dibawah sensor
pengukur.
6. Lepaskan pelatuk micrometer dan baca hasilnya dalam mil atau
micron, setelah itu kurangi dengan ketebalan tape yang
umumnya sekitar 2 mil atau 50 microns.
7. Hasil pengukuran profile permukaan adalah hasil baca yang
telah dikurangi dengan tebal tape.
PT. Corrosion Care Indonesia 137
MENGUKUR PROFILE (TESTEX)
PT. Corrosion Care Indonesia 138
PT. CORROSION CARE INDONESIA
KESIMPULAN
Power-tools harus terlebih dahulu diawali dengan solvent cleaning.
Standar power-tools diatur SSPC-SP3 atau ISO 8504-3-1993 dan
SSPC-SP11.
SSPC-SP3 atau ISO 8504-3-1993 membersihkan kontaminasi yang
mudah lepas termasuk menghilangkan percikan dan kerak las
serta menumpulkan sudut-sudut yang runcing sebagai persiapan
sebelum penyemburan. Sebaliknya SSPC-SP11 digunakan jika
penyemburan tidak praktis dilakukan dan mempersyaratkan
secara kasat mata, permukaan harus bebas dari segala minyak,
gemuk, kotoran, debu, kerak besi, karat, pelapisan lama, dan
semua kontaminasi lainnya, kecuali sedikit sisa karat dan
pelapisan lama pada dasar pitting dengan catatan kondisi
permukaan sebelumnya memang ada pitting. Selain itu
menegaskan permukaan harus memiliki profile minimal 1 mil.
PT. Corrosion Care Indonesia 139
PERAGAAN / SIMULASI
Peragaan atau simulasi untuk unit kompetensi ini, akan
dilakukan bersama-sama dengan unit kompetensi
COA.PR.02.007.01 Membersihkan Permukaan Dengan Dry
Abrasive.
PT. Corrosion Care Indonesia 140
PT. CORROSION CARE INDONESIA
COA.PR.02.007.01
Membersihkan permukaan dengan
dry abrasive
PT. Corrosion Care Indonesia 141
KRITERIA UNJUK KERJA
Setelah mempelajari unit kompetensi ini, anda harus mampu:
1. Memahami prinsip pembersihan dengan metoda penyemburan
kering atau dry abrasive blasting.
2. Mengetahui semua komponen peralatan yang dibutuhkan dan
yang harus diperhatikan untuk melaksanakan penyemburan.
3. Mengidentifikasi perbedaan standar tingkat kebersihan antara
SSPC/NACE dengan ISO8501-1-1988 dan memahami dengan
tepat seluruh persyaratan tingkat kebersihan dari masing-
masing standar tersebut.
4. Melakukan pengujian dasar untuk mendeteksi kualitas angin
dan tekanan angin yang diperlukan untuk penyemburan.
5. Melaksanakan proses pembersihan dan prosedur penyemburan
dengan benar dan tepat.
6. Menggunakan standar photo pembanding dan mengukur
profile kedalaman permukaan.
PT. Corrosion Care Indonesia 142
PT. CORROSION CARE INDONESIA
DRY ABRASIVE BLASTING
Pembersihan dengan dry abrasive blasting adalah suatu metoda
pembersihan permukaan yang dilakukan dengan menyemburkan
abrasive kering.
kering. Merupakan suatu metoda yang umum dilakukan dan
menjadi persyaratan sebelum pelapisan.
pelapisan.
Benturan abrasive yang disemburkan pada kecepatan yang tinggi
terhadap permukaan yang dibersihkan dapat secara menyeluruh
menghilangkan segala kontaminasi yang merekat keras pada permukaan
seperti kerak besi,
besi, karat, pelapisan lama dan kotoran lainnya dan pada
saat yang sama sekaligus mengasarkan permukaan sehingga tercipta
profile kedalaman yang diperlukan sebagai fondasi oleh hampir seluruh
jenis pelapisan.
pelapisan.
Hasil pelapisan yang baik sangat dipengaruhi oleh tingkat kebersihan
permukaan yang akan diaplikasi.
diaplikasi. Pengalaman telah menunjukkan bahwa
sekitar 85% kegagalan pelapisan diakibatkan oleh ketidaksempurnaan
pembersihan permukaan.
permukaan.
PT. Corrosion Care Indonesia 143
DRY ABRASIVE BLASTING
Perlu ditekankan sekali lagi,
lagi, bahwa penyemburan dengan abrasive tidak
dapat membersihkan kontaminasi minyak dan gemuk pada permukaan. permukaan.
Oleh sebab itu,
itu, sebelum melakukan pembersihan dengan penyemburan,
penyemburan,
permukaan harus dibersihkan terlebih dahulu dengan metoda SSPC- SSPC-SP1
Solvent Cleaning, SSPC-
SSPC-SP2 Hand-
Hand-Tools Cleaning dan SSPC-
SSPC-SP3 Power-
Power-
Tools Cleaning agar minyak,
minyak, gemuk,
gemuk, garam,
garam, lumpur,
lumpur, asap pengelasan
dan kotoran lainnya terlebih dahulu dicuci dari permukaan,
permukaan, sudut-
sudut-sudut
dan bagian-
bagian-bagian yang sulit terjangkau telah dibersihkan sebelumnya,
sebelumnya,
dan percikan las,
las, kerak las,
las, hasil pengelasan yang kasar,
kasar, tajam,
tajam, dan tidak
rata telah terlebih dahulu dibersihkan dan dirapihkan termasuk sudut- sudut-
sudut yang tajam pada permukaan telah dibulatkan sebelumnya.
sebelumnya.
Secara prinsip,
prinsip, tujuan pembersihan permukaan dengan penyemburan
adalah untuk mendapatkan tingkat kebersihan dan tingkat kedalaman
profile permukaan yang dipersyaratkan oleh pelapisan.
pelapisan. Dengan demikian
pelapisan akan memiliki daya rekat yang kuat pada permukaan.
permukaan.
PT. Corrosion Care Indonesia 144
PT. CORROSION CARE INDONESIA
DRY ABRASIVE BLASTING
PT. Corrosion Care Indonesia 145
KOMPONEN PERALATAN
PT. Corrosion Care Indonesia 146
PT. CORROSION CARE INDONESIA
KOMPONEN PERALATAN
Kompresor
Sebagai sumber tenaga untuk menghasilkan angin yang
dibutuhkan oleh alat penyemburan dan pernafasan. Kapasitas
kompresor harus memenuhi persyaratan, yaitu memiliki
kemampuan untuk menghasilkan tekanan angin sampai dengan
100 psi (7 bar) dan volume angin yang memadai sekitar 375 cfm
(dua kali lebih besar dari volume angin yang diperlukan oleh
blasting nozzle). Selain itu, kompresor yang digunakan sangat
disarankan memiliki penyaring air dan minyak karena kualitas
angin yang dihasilkan harus benar-benar kering dan tidak boleh
mengandung air dan minyak yang dapat mengkontaminasi
permukaan yang dibersihkan.
PT. Corrosion Care Indonesia 147
KOMPONEN PERALATAN
Harus Diperhatikan Sehubungan Dengan Kompresor:
1. Letak atau posisi kompresor harus berlawanan arah dengan
debu yang dihasilkan oleh penyemburan.
2. Pastikan asap atau gas buang dari mesin atau kendaraan berat
di lokasi kerja tidak langsung berhadapan dengan inlet udara
dari kompresor, begitupun pastikan corong buang asap
kompresor tidak langsung berdekatan dengan inlet udara
kompresor tersebut.
3. Jangan sekali-kali mengisi bahan bakar sewaktu kompresor
sedang beroperasi atau kompresor dalam keadaan panas,
pastikan mengisi bahan bakar sewaktu pagi sebelum kompresor
digunakan.
4. Pastikan setiap saat selalu membuang air atau minyak yang
terperangkap dalam penyaring (oil/moisture trap) agar tidak
mengkontaminasi permukaan yang dibersihkan.
PT. Corrosion Care Indonesia 148
PT. CORROSION CARE INDONESIA
KEBUTUHAN VOLUME ANGIN
Blast Kebutuhan Volume Angin (cfm)
Nozzle
(inch) 60 psi 70 psi 80 psi 90 psi 100 psi
1/4 55 62 68 74 81
3/8 126 143 161 174 196
1/2 224 252 280 309 338
PT. Corrosion Care Indonesia 149
KOMPRESOR DAN PENYARING
PT. Corrosion Care Indonesia 150
PT. CORROSION CARE INDONESIA
KOMPONEN PERALATAN
Slang Angin
Slang angin yang digunakan bila melebihi 30 meter panjangnya,
harus yang memiliki diameter dalam, paling tidak empat kali lebih
besar dari ukuran diameter nozzle blasting yang digunakan guna
menghindari hilangnya tekanan. Perlu diketahui, setiap kelipatan
15 meter panjang slang terjadi kehilangan tekanan sekitar 2-3 psi
dan untuk tiap tekukan 90 derajat terdapat kehilangan tekanan
sekitar 5-6 psi. Selain itu bahan slang juga harus terbuat dari
materi yang memiliki ketahanan terhadap air dan minyak
termasuk tahan terhadap tekanan.
PT. Corrosion Care Indonesia 151
KOMPONEN PERALATAN
Harus Diperhatikan Sehubungan Dengan Slang Angin:
1. Usahakan panjang slang sependek mungkin dari blasting pot
dan hindari tekukan pada slang angin karena slang ini
membawa sumber tenaga penggerak untuk blasting pot.
2. Jangan meletakan slang angin diatas permukaan jalan yang
dilalui oleh alat dan kendaraan berat.
3. Semua fitting atau penyambung yang digunakan untuk
menghubungkan slang, harus dipastikan bahwa diameter
dalamnya memiliki ukuran yang sama agar tidak terjadi
kehilangan tekanan dan gesekan yang menimbulkan cepatnya
aus fitting atau sambungan tersebut.
4. Penjepit yang digunakan pada slang angin harus dipastikan
kuat dan aman.
PT. Corrosion Care Indonesia 152
PT. CORROSION CARE INDONESIA
SLANG ANGIN
Blasting Ukuran Blasting Minimum Diameter
Nozzle No. Nozzle Dalam Slang Angin
3 3/16” (5.0mm) 1” (25.0mm)
4 1/4” (6.5mm) 1” (25.0mm)
5 5/16” (8.0mm) 1-1/4” (32.0mm)
6 3/8” (9.5mm) 1-1/2” (38.0mm)
7 7/16” (11.0mm) 2” (50.0mm)
8 1/2” (12.5mm) 2” (50.0mm)
10 5/8” (16.0mm) 2-1/2” (64.0mm)
12 3/4” (19.0mm) 3” (76.0mm)
PT. Corrosion Care Indonesia 153
SLANG ANGIN
PT. Corrosion Care Indonesia 154
PT. CORROSION CARE INDONESIA
KOMPONEN PERALATAN
Blasting Pot
Blasting pot adalah mesin penyemburan yang diperlukan untuk
melakukan pembersihan. Abrasive dan angin dengan tekanan yang
tinggi akan bersatu dalam mesin ini, oleh sebab itu kualitas
blasting pot yang digunakan harus yang memiliki ketahanan
tekanan sampai dengan 150 psi dengan ketebalan dinding minimal
8.0mm serta mempunyai sertifikat pengujian tekanan. Pada
umumnya, bagian yang sering aus pada mesin ini adalah pop-up
valve, pop-up seal, dan metering/ball valvenya.
PT. Corrosion Care Indonesia 155
KOMPONEN PERALATAN
Harus Diperhatikan Sehubungan Dengan Blasting Pot:
1. Blasting pot harus memiliki moisture separator yang menyaring
air dari kompressor agar tidak mengkontaminasi abrasive.
2. Pipa, fitting dan valve atau katup pembuka dan penutup dari
blasting pot harus memiliki ukuran diameter dalam yang sama
besarnya. Ukuran yang kecil akan menghambat aliran abrasive
dan memperlambat laju penyemburan.
3. Semua sambungan fitting dari blasting pot harus dipastikan
terikat dengan aman dan benar.
4. Valve pengatur abrasive yang terdapat pada bagian bawah
blasting pot harus diatur dengan tepat agar abrasive yang
disemburkan imbang dengan tekanan angin.
5. Tekanan yang terdapat dalam blasting pot harus selalu dibuang
atau dikosongkan setelah penyemburan selesai.
PT. Corrosion Care Indonesia 156
PT. CORROSION CARE INDONESIA
BLASTING POT
PT. Corrosion Care Indonesia 157
BLASTING POT
PT. Corrosion Care Indonesia 158
PT. CORROSION CARE INDONESIA
KOMPONEN PERALATAN
Slang Blasting
Ukuran slang blasting yang digunakan untuk penyemburan harus
memiliki diameter dalam minimal empat kali lebih besar dari
diameter blasting nozzle yang digunakan. Slang ini membawa
abrasive dan tekanan angin yang akan disemburkan, oleh sebab itu
slang blasting tersebut harus memiliki ketahanan yang kuat
terhadap gesekan abrasive dan dapat menampung tekanan sampai
dengan 175 psi serta mempunyai ketahanan terhadap panas
sampai dengan 800C. Slang tersebut juga harus memiliki tingkat
fleksibilitas yang cukup agar tidak sulit digunakan. Untuk alasan
keselamatan kerja, gunakan selalu slang blasting yang terdiri dari
tiga lapis slang atau three-ply blast hose.
PT. Corrosion Care Indonesia 159
KOMPONEN PERALATAN
Harus Diperhatikan Sehubungan Dengan Slang Blasting:
1. Usahakan slang blasting sependek mungkin dari blasting pot,
lebih baik slang angin yang dipanjangkan dari pada slang
blasting. Pastikan slang tersebut memiliki ukuran diameter
yang sesuai.
2. Bila slang blasting memiliki arde, pastikan arde tersebut
dibumikan terlebih dahulu sebelum penyemburan agar tidak
menghimpun listrik statis.
3. Gunakan coupling atau penyambung dan penjepit slang
blasting yang disarankan oleh pihak manufaktur, jangan
menyambung dengan cara yang tidak aman.
4. Bila terdapat sambungan antara slang blasting, pastikan gasket
atau karet kompresi yang terdapat pada sambungan dalam
keadaan baik dan pastikan letak gasket tersebut berada pada
posisi yang tepat sebelum disambungkan.
PT. Corrosion Care Indonesia 160
PT. CORROSION CARE INDONESIA
SLANG BLASTING
PT. Corrosion Care Indonesia 161
COUPLING SLANG BLASTING
PT. Corrosion Care Indonesia 162
PT. CORROSION CARE INDONESIA
KOMPONEN PERALATAN
Nozzle Blasting
Jenis, ukuran, dan bahan blasting nozzle berhubungan erat dengan
kecepatan produksi dan hasil pembersihan permukaan. Terdapat
dua jenis blasting nozzle yaitu venturi dan straight-bore. Venturi
umumnya digunakan untuk permukaan yang lebar dan untuk
membersihkan permukaan baru atau pembersihan secara
menyeluruh terhadap permukaan lama, sedangkan jenis straight-
bore digunakan untuk permukaan yang kecil dan pembersihan
untuk perbaikan pelapisan. Begitupun terhadap ukuran nozzle
bervariasi namun umumnya yang digunakan untuk pembersihan
permukaan baru yang luas adalah ukuran no. 6 dan ukuran no. 4
untuk permukaan yang kecil atau untuk pemeliharaan atau kasus
perbaikan setempat pada permukaan. Bahan nozzle ada yang
terbuat dari ceramic, tungsten, silicon carbide, dan boron silicon.
Masing-masing memiliki ketahanan dan umur yang berbeda-beda.
PT. Corrosion Care Indonesia 163
KOMPONEN PERALATAN
Harus Diperhatikan Sehubungan Dengan Nozzle Blasting:
1. Gunakan jenis nozzle blasting sesuai dengan bentuk dan ukuran
permukaan yang akan dibersihkan.
2. Ukuran nozzle yang umum digunakan adalah no. 6. Nomor 6
hanya pengkodean dan berarti memiliki diameter dalam 6/16”
atau 3/8”. Untuk mengetahui ukuran diameter dalam nozzle
yang sebenarnya selalu di per enambelas.
3. Setiap ukuran nozzle yang bertambah akibat keausan akan
meningkatkan konsumsi abrasive dan konsumsi angin.
4. Untuk pembersihan permukaan baru atau secara menyeluruh
pada permukaan, anda membutuhkan tekanan pada nozzle
sekitar 90-100 psi, sedangkan untuk perbaikan pada bagian
setempat permukaan, anda membutuhkan 60-70 psi.
5. Untuk alasan keselamatan kerja, gunakan death-man valve
untuk mengontrol nozzle blasting.
PT. Corrosion Care Indonesia 164
PT. CORROSION CARE INDONESIA
NOZZLE BLASTING
PT. Corrosion Care Indonesia 165
NOZZLE BLASTING
VENTURI
STRAIGHT-BORE
PT. Corrosion Care Indonesia 166
PT. CORROSION CARE INDONESIA
NOZZLE BLASTING
Blasting Ukuran Blasting
Nozzle No. Nozzle
3 3/16” (5.0mm)
4 1/4” (6.5mm)
5 5/16” (8.0mm)
6 3/8” (9.5mm)
7 7/16” (11.0mm)
8 1/2” (12.5mm)
10 5/8” (16.0mm)
12 3/4” (19.0mm)
PT. Corrosion Care Indonesia 167
NOZZLE BLASTING
Umur Pemakaian Efektif Nozzle Blasting
Ceramic Nozzle 1 to 2 Jam
Cast Iron Nozzle 6 to 8 Jam
Tungsten Carbide Nozzle 300 Jam
Silicon Carbide Nozzle 350 – 400 Jam
Boron Silicon Carbide Nozzle 750 – 1000 Jam
PT. Corrosion Care Indonesia 168
PT. CORROSION CARE INDONESIA
KOMPONEN PERALATAN
Pakaian Pelindung dan Pernafasan
Blasting hood yang digunakan harus dapat menutupi kepala,
wajah, leher, dan bahu dengan rapat dan dilengkapi alat bantu
pernafasan yang dapat memasok dengan cukup kadar angin yang
bersih. Pakaian pelindung yang digunakan harus terbuat dari
bahan yang cukup kuat menahan benturan balik abrasive yang
disemburkan. Sarung tangan pelindung dan sepatu boot yang
sesuai harus digunakan selama penyemburan.
PT. Corrosion Care Indonesia 169
KOMPONEN PERALATAN
Harus Diperhatikan Sehubungan Dengan Pakaian Pelindung:
1. Blasting hood yang digunakan harus memiliki alat bantu
pernafasan yang dapat menghasilkan kadar angin bersih yang
memadai dan memiliki lensa penglihatan yang jelas.
2. Angin untuk pernafasan yang digunakan selama penyemburan
harus disaring dengan baik oleh carbon monoxide filter.
Kualitas filter harus selalu diperiksa dan diganti pada
waktunya.
3. Pakaian pelindung, sarung tangan, dan sepatu boot yang sesuai
yang dapat menutupi rapat dan melindungi seluruh badan
dengan baik sewaktu penyemburan harus selalu digunakan.
PT. Corrosion Care Indonesia 170
PT. CORROSION CARE INDONESIA
PAKAIAN PELINDUNG
PT. Corrosion Care Indonesia 171
CARBON MONOXIDE FILTER
PT. Corrosion Care Indonesia 172
PT. CORROSION CARE INDONESIA
TINGKAT KEBERSIHAN
NACE/SSPC Join Standar:
• White Metal NACE 1/SSPC SP5
• Near-White NACE 2/SSPC SP10
• Commercial NACE 3/SSPC SP6
• Brush-Off NACE 4/SSPC SP7
• Industrial NACE 8/SSPC SP14
ISO 8501-1-1988
• Blasting to Visually Cleaned Metal Sa3
• Very Thorough Blast Cleaning Sa2½
• Thorough Blast Cleaning Sa2
• Light Blast Cleaning Sa1
PT. Corrosion Care Indonesia 173
TINGKAT KEBERSIHAN
NACE/SSPC & ISO 8501-1-1988
NACE SSPC ISO 8501-1
1 5 Sa 3
2 10 Sa 2½
3 6 Sa 2
4 7 Sa 1
8 14 -
PT. Corrosion Care Indonesia 174
PT. CORROSION CARE INDONESIA
NACE 1 / SSPC-SP5
Secara KASAT MATA, permukaan setelah
dibersihkan harus BEBAS dari semua minyak,
gemuk, pasir, debu, kerak besi, karat, pelapisan
lama, oksida, dan kontaminasi lainnya yang nampak
DIMANA keseluruhan permukaan menyerupai
WARNA PUTIH BESI.
PT. Corrosion Care Indonesia 175
NACE 2 / SSPC-SP10
Secara KASAT MATA, permukaan setelah
dibersihkan harus BEBAS dari semua minyak,
gemuk, pasir, debu, kerak besi, karat, pelapisan
lama, oksida, dan kontaminasi lainnya yang nampak
DIMANA keseluruhan permukaan HAMPIR
menyerupai WARNA PUTIH BESI, kecuali
kontaminasi yang diperbolehkan pada permukaan
hanya NODA atau BAYANGAN bekas karat, kerak
besi dan pelapisan lama yang banyaknya tidak boleh
lebih 5% dari total keseluruhan permukaan.
PT. Corrosion Care Indonesia 176
PT. CORROSION CARE INDONESIA
NACE 3 / SSPC-SP6
Secara KASAT MATA, permukaan setelah
dibersihkan harus BEBAS dari semua minyak,
gemuk, pasir, debu, kerak besi, karat, pelapisan
lama, oksida, dan kontaminasi lainnya yang
nampak, kecuali kontaminasi yang diperbolehkan
pada permukaan hanya NODA atau BAYANGAN
bekas karat, kerak besi dan pelapisan lama yang
banyaknya tidak boleh lebih 33% atau 1/3 bagian
dari total keseluruhan permukaan.
PT. Corrosion Care Indonesia 177
NACE 4 / SSPC-SP7
Secara KASAT MATA, permukaan setelah
dibersihkan harus BEBAS dari semua minyak,
gemuk, pasir, debu, kerak besi yang mudah lepas,
karat yang mudah lepas, dan pelapisan lama yang
mudah lepas yang nampak. Kerak besi, karat, dan
pelapisan lama yang sifatnya MEREKAT KERAS
pada permukaan dibolehkan ada jika tidak dapat
dicungkil dengan PISAU DEMPUL setelah
permukaan dibersihkan dengan penyemburan
abrasive.
PT. Corrosion Care Indonesia 178
PT. CORROSION CARE INDONESIA
NACE 8 / SSPC-SP14
Secara KASAT MATA, permukaan setelah
dibersihkan harus BEBAS dari semua minyak,
gemuk, pasir, debu yang nampak. Sisa kerak besi,
karat, dan pelapisan lama yang sifatnya MEREKAT
KERAS dibolehkan ada pada permukaan yang
banyaknya tidak boleh lebih 10% dari total
keseluruhan permukaan. Kerak besi, karat, dan
pelapisan lama dianggap merekat keras pada
permukaan jika tidak dapat dicungkil dengan
PISAU DEMPUL setelah permukaan dibersihkan
dengan penyemburan abrasive.
PT. Corrosion Care Indonesia 179
NACE4/SSPC-SP7 & NACE8/SSPC-SP14
PT. Corrosion Care Indonesia 180
PT. CORROSION CARE INDONESIA
ISO8501-1-1998 Sa 3
Secara KASAT MATA, permukaan setelah
dibersihkan harus BEBAS dari minyak, gemuk, dan
pasir yang nampak, dan BEBAS dari kerak besi,
karat, pelapisan lama, dan kontaminasi lainnya
DIMANA keseluruhan permukaan mempunyai
keseragaman warna metalik.
Catatan:
Catatan:
Tidak ada perbedaan dengan NACE1/SSPC-
NACE1/SSPC-SP5
PT. Corrosion Care Indonesia 181
ISO8501-1-1998 Sa 2½
Secara KASAT MATA, permukaan setelah
dibersihkan harus BEBAS dari minyak, gemuk, dan
pasir yang nampak, dan BEBAS dari kerak besi,
karat, pelapisan lama, dan kontaminasi lainnya
KECUALI kontaminasi yang dibolehkan tertinggal
pada permukaan hanya SEDIKIT BAYANGAN
dalam bentuk BINTIK atau GARIS.
Catatan:
Catatan:
Hampir menyerupai NACE2/SSPC-
NACE2/SSPC-SP10 kecuali tidak ada batasan
kuantitatif bayangan yang diperbolehkan.
diperbolehkan.
PT. Corrosion Care Indonesia 182
PT. CORROSION CARE INDONESIA
ISO8501-1-1998 Sa 2
Secara KASAT MATA, permukaan setelah
dibersihkan harus BEBAS dari minyak, gemuk, dan
pasir yang nampak, dan BEBAS dari hampir semua
kerak besi, karat, pelapisan lama, dan kontaminasi
lainnya KECUALI kontaminasi yang dibolehkan
tertinggal pada permukaan hanya yang MEREKAT
KERAS pada permukaan.
Catatan:
Catatan:
Sebagai blasting operator anda harus berhati-
berhati-hati,
hati, standar ini tidak sama
persis dengan NACE3/SSPC-
NACE3/SSPC-SP6, karena ISO8501- ISO8501-1-1998 Sa2
membolehkan ada kontaminasi yang merekat keras pada permukaan
sedangkan NACE3/SSPC-
NACE3/SSPC-SP6 tidak membolehkan sama sekali.sekali.
PT. Corrosion Care Indonesia 183
ISO8501-1-1998 Sa 1
Secara KASAT MATA, permukaan setelah
dibersihkan harus BEBAS dari minyak, gemuk, dan
pasir yang nampak, dan dari kerak besi, karat,
pelapisan lama, dan kontaminasi lainnya yang
merekat lemah pada permukaan.
Catatan:
Catatan:
Tidak ada perbedaan dengan NACE4/SSPC-
NACE4/SSPC-SP7
PT. Corrosion Care Indonesia 184
PT. CORROSION CARE INDONESIA
TINGKAT KEBERSIHAN SSPC/NACE
PT. Corrosion Care Indonesia 185
TINGKAT KEBERSIHAN SSPC/NACE
PT. Corrosion Care Indonesia 186
PT. CORROSION CARE INDONESIA
TINGKAT KEBERSIHAN ISO8501-1-1988
PT. Corrosion Care Indonesia 187
TINGKAT KEBERSIHAN ISO8501-1-1988
PT. Corrosion Care Indonesia 188
PT. CORROSION CARE INDONESIA
PROSES DRY ABRASIVE BLASTING
1. Identifikasi Lingkungan: ASTM E337
2. Pengamatan Permukaan Logam
¾ Desain dan Fabrikasi: NACE RP0178 / ISO8501-3-2001
¾ Tingkat Karat SSPC/NACE: SSPC-VIS1/SSPC-VIS2
¾ Tingkat Karat ISO: ISO8501-1/ISO4628-3
¾ Kontaminasi: Identifikasi Kotoran Pada Permukaan
3. Pencucian Permukaan Logam
¾ Solvent Cleaning: SSPC-SP1
¾ Chemical Stripper: SSPC-TU6
4. Perapihan Permukaan Logam
¾ Bagian Sulit Terjangkau: SSPC-SP2/SSPC-SP3
¾ Percikan dan Kerak Las: SSPC-SP2/SSPC-SP3
¾ Penumpulan Sudut Tajam: SSPC-SP2 / SSPC-SP3
¾ Atau ISO8504-3-1993 St2 / St3.
PT. Corrosion Care Indonesia 189
PROSES DRY ABRASIVE BLASTING
5. Pembersihan Permukaan Logam / Penyemburan
¾ NACE/SSPC Abrasive Cleaning: SSPC SP5 / SP10 / SP 6 /
SP7
¾ ISO8501-1-1988 Abrasive Cleaning: Sa3 / Sa2½ / Sa2 / Sa1
6. Pengukuran Tingkat Kebersihan dan Kedalaman Profile
¾ Tingkat Kebersihan: SSPC-VIS1
¾ Tingkat Kebersihan: ISO8501-1-1988
¾ Profile: Komparator KTA Disc ASTM D4417A
¾ Profile: Testex Replica ASTM D4417C / NACE RP0287
PT. Corrosion Care Indonesia 190
PT. CORROSION CARE INDONESIA
PROSEDUR PENYEMBURAN KERING
1. Miliki instruksi kerja,
kerja, baca dan pahami seluruh persyaratan yang
ditetapkan.
ditetapkan. Bila anda kurang atau tidak mengerti,
mengerti, tanyakan
kepada atasan,
atasan, jangan menerka-
menerka-nerka persyaratan yang
ditetapkan.
ditetapkan. Ingat!,
Ingat!, anda bergelut dengan mutu.
mutu.
2. Catat segala persyaratan yang ditetapkan untuk kegiatan
pembersihan termasuk garis- garis-bawahi tingkat kebersihan dan
kedalaman profile yang dipersyaratkan.
dipersyaratkan.
3. Siapkan rencana kerja anda termasuk pengaturan mobilitas
peralatan kerja,
kerja, aksesibilitas lokasi pekerjaan,
pekerjaan, alat perancah dan
tangga yang dibutuhkan serta rambu-
rambu-rambu larangan yang harus
dipasang dan lainnya yang harus dilindungi dari dampak
penyemburan.
penyemburan.
4. Pakai pakaian pelindung tubuh dan perlengkapan kesehatan dan
keselamatan lainnya dan taati peraturan yang berlaku.
berlaku.
PT. Corrosion Care Indonesia 191
PROSEDUR PENYEMBURAN KERING
5. Lakukan pengukuran kelembaban dan pengembunan terlebih
dahulu untuk memastikan cuaca mendukung kegiatan
pembersihan permukaan.
permukaan.
6. Setelah itu,
itu, amati benda atau permukaan yang akan dibersihkan,
dibersihkan,
tentukan tingkat karat awalnya dan identifikasi kontaminasi
seperti minyak,
minyak, gemuk,
gemuk, bercak garam,
garam, air dan kotoran lainnya
seperti asap pengelasan,
pengelasan , percikan dan kerak las dan lain
sebagainya termasuk sudut-
sudut-sudut atau bagian yang sukar
dibersihkan dan jika terdapat permukaan yang cacat,
cacat, laporkan
kepada atasan anda untuk ditindaklanjuti.
ditindaklanjuti.
7. Lanjutkan dengan pencucian permukaan dengan metoda SSPC- SSPC-
SP1 secara seksama atau untuk permukaan pelapisan yang lama
menyeluruh, anda boleh menggunakan SSPC-
yang akan dikupas menyeluruh, SSPC-
TU6, setelah itu diteruskan dengan SSPC-SSPC-SP1 dan keringkan
secepatnya permukaan dengan baik.baik.
PT. Corrosion Care Indonesia 192
PT. CORROSION CARE INDONESIA
PROSEDUR PENYEMBURAN KERING
8. Gunakan hand/power tools untuk membersihkan percikan dan
kerak las,
las, merapihkan hasil pengelasan yang kasar,
kasar, tajam,
tajam, dan
tidak rata, serta menumpulkan sudut-
sudut-sudut yang tajam pada
permukaan sampai radius 0.3- 0.3-0.6 mm. Pastikan debu
pembersihan tidak menempel pada permukaan.
permukaan.
gunakan, terutama
9. Periksa kualitas abrasive yang akan anda gunakan,
tidak boleh mengandung kontaminasi minyak atau gemuk dan
pastikan abrasive yang akan digunakan tidak lembab dan sesuai
ukuran yang ditetapkan.
ditetapkan.
10. Siapkan peralatan dan perlengkapan penyemburan yang akan
anda gunakan,
gunakan, pastikan tidak ada retak dan tekukan pada slang,
penjepit dan penyambung dalam kondisi yang aman dan
tepat, buang air yang terperangkap pada
terpasang dengan tepat,
penyaring,
penyaring, isi dengan bahan bakar,
bakar, dan pastikan nozzle blasting
yang digunakan tepat sesuai jenis dan ukuran yang ditetapkan.
ditetapkan.
PT. Corrosion Care Indonesia 193
PROSEDUR PENYEMBURAN KERING
11. Isi blasting pot dengan abrasive yang telah anda periksa dan
pastikan valve pembuka dan penutup abrasive pada alat tersebut
dalam kondisi tertutup sebelum anda menyalakan kompresor.
kompresor.
12. Nyalakan kompresor dan setel sesuai tekanan yang diperlukan.
diperlukan.
Periksa terlebih dahulu kualitas angin dari kompressor tidak
mengandung minyak dan gemuk (lakukan pengujian blotter test),
setelah itu lanjutkan dengan pengujian tekanan blasting.
Pengujian yang anda lakukan ini harus disaksikan dan disetujui
oleh coating inspector yang bertugas.
bertugas.
13. Lakukan pembersihan permukaan dengan penyemburan dengan
teknik sembur yang tepat dan sesuai dengan tingkat kebersihan
yang ditetapkan.
ditetapkan. Untuk itu anda harus memahami dengan baik
persyaratan dan ketentuan dari tiap tingkat standar kebersihan.
kebersihan.
PT. Corrosion Care Indonesia 194
PT. CORROSION CARE INDONESIA
PROSEDUR PENYEMBURAN KERING
14. Bersihkan seluruh permukaan dari debu dan kotoran
penyemburan dengan penyedot atau alat penyemprot angin,
angin, dan
bandingkan hasil pembersihan permukaan yang telah anda
lakukan dengan standar photo SSPC-
SSPC-Vis1 atau ISO8501-
ISO8501-1-1988
sesuai dengan tingkat kebersihan yang ditetapkan.
ditetapkan.
15. Lakukan pengukuran profile kedalaman permukaan untuk
memastikan ketentuan instruksi kerja telah terpenuhi sesuai yang
dipersyaratkan.
dipersyaratkan.
16. Setelah pekerjaan anda selesai dan memenuhi persyaratan
instruksi kerja,
kerja, rapihkan segala peralatan dan perlengkapan
kerja yang telah anda gunakan dan simpan pada tempat yang
telah ditentukan.
ditentukan. Bila ada yang rusak,
rusak, pisahkan dan laporkan
kepada atasan anda untuk segera ditindaklanjuti.
ditindaklanjuti.
PT. Corrosion Care Indonesia 195
PROSEDUR PENYEMBURAN KERING
15 cm
45 cm
PT. Corrosion Care Indonesia 196
PT. CORROSION CARE INDONESIA
PROSEDUR PENYEMBURAN KERING
RATA DAN TERATUR
PT. Corrosion Care Indonesia 197
PROSEDUR PENYEMBURAN KERING
450-600
PELAPISAN
LAMA
600-700 800-900
PEMBERSIHAN KARAT DAN
UMUM KERAK BESI
PT. Corrosion Care Indonesia 198
PT. CORROSION CARE INDONESIA
PROSEDUR PENYEMBURAN KERING
PT. Corrosion Care Indonesia 199
PROSEDUR BLOTTER TEST
1. Pengujian yang anda lakukan ini harus disaksikan dan
disetujui oleh coating inspector yang bertugas.
2. Pastikan valve pembuka dan penutup abrasive tertutup pada
blasting pot sebelum anda melakukan pengujian ini.
3. Ambil blotter paper yang ditetapkan, bila tidak ada, anda
dapat menggunakan kain katun putih yang bersih atas
persetujuan terlebih dahulu dari coating inspector yang
berwenang.
4. Letakan blotter paper atau kain katun putih tersebut pada
permukaan yang rata dengan baik, dan jepit agar tidak
terbang sewaktu disemprotkan angin.
5. Pegang blasting nozzle dan slang blasting dengan baik dan
arahkan tepat ke tengah blotter paper atau kain katun dengan
jarak sekitar 50 cm dari permukaan.
PT. Corrosion Care Indonesia 200
PT. CORROSION CARE INDONESIA
PROSEDUR BLOTTER TEST
6. Teman anda akan membuka keran pembuka dan penutup
angin pada blasting bot, dan angin akan keluar melalui
blasting nozzle untuk disemprotkan tepat mengenai ke tengah
blotter paper atau kain katun putih tersebut selama satu
menit.
7. Tutup keran angin pada blasting pot, dan amati blotter paper
atau kain katun yang telah anda semprotkan. Bila lembab atau
basah berarti mengandung air dan jika terdapat noda minyak
maka kompresor yang anda gunakan tidak memenuhi
persyaratan.
PT. Corrosion Care Indonesia 201
PROSEDUR BLOTTER TEST
PT. Corrosion Care Indonesia 202
PT. CORROSION CARE INDONESIA
PROSEDUR HYPODERMIC TEST
1. Pengujian yang anda lakukan ini harus disaksikan dan
disetujui oleh coating inspector yang bertugas.
2. Pastikan valve pembuka dan penutup angin tertutup pada
pada blasting pot sebelum anda melakukan pengujian ini.
3. Ambil hypodermic pressure gauge (alat pengukur tekanan
blasting) yang ditetapkan.
4. Panggil teman anda untuk memegang slang blasting dan nozzle
yang diarahkan ke permukaan yang aman untuk
memperagakan penyemburan.
5. Teman anda yang lain yang bersiap dekat blasting pot, akan
membuka valve abrasive dan angin pada blasting pot.
6. Tunggu sampai aliran abrasive yang disemburkan melalui
nozzle blasting keluar dengan mantap dan tidak tersendat-
sendat.
PT. Corrosion Care Indonesia 203
PROSEDUR HYPODERMIC TEST
7. Bila aliran abrasive yang keluar sudah mantap, sambil anda
berdiri membelakangi teman anda yang memperagakan
penyemburan, tusuk pelan-pelan jarum hypodermic dengan
sudut 45 derajat berlawanan dengan aliran abrasive pada
slang blasting tepat dibelakang sambungan blasting nozzle.
8. Jarum tidak perlu ditusukan seluruhnya menembus slang
blasting, selama jarum pengukur tekanan sudah bergerak
keatas pada alat hypodermic menandakan tekanan sudah
dapat diukur dengan baik.
9. Baca skala pada alat pengukur tekanan dimana jarum
berhenti tepat, dan jika tekanan yang diperlukan belum
mencukupi berarti anda harus menaikan tekanan pada
kompresor.
PT. Corrosion Care Indonesia 204
PT. CORROSION CARE INDONESIA
Anda mungkin juga menyukai
- Dasar-Dasar Aplikasi CoatingDokumen15 halamanDasar-Dasar Aplikasi CoatingMaulana Mufti Muhammad100% (2)
- TANKI CLEANING COATING A-26Dokumen42 halamanTANKI CLEANING COATING A-26Fachry DanuartaBelum ada peringkat
- Metode InspeksiDokumen8 halamanMetode InspeksiEvary PawanBelum ada peringkat
- Pipe IntroductionDokumen59 halamanPipe Introductiontiantaufik100% (3)
- Confined Space EntryDokumen87 halamanConfined Space EntrywahyuBelum ada peringkat
- Hasil Pengujian Boiler & Turbine CinaDokumen3 halamanHasil Pengujian Boiler & Turbine CinaAdhiartha PrihanantoBelum ada peringkat
- Radiografi Test Pada Pengelasan Pipa Di PT SucufindoDokumen18 halamanRadiografi Test Pada Pengelasan Pipa Di PT SucufindoAanKujenkBelum ada peringkat
- HOOKDokumen9 halamanHOOKBe HermanBelum ada peringkat
- Aws D1.1.Dokumen6 halamanAws D1.1.Reza nugrahaBelum ada peringkat
- Prosedur pengelasanDokumen11 halamanProsedur pengelasanTirta BudiawanBelum ada peringkat
- WPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Dokumen16 halamanWPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Herik renaldo83% (6)
- OPTIMASI KATING DAN CATINGDokumen74 halamanOPTIMASI KATING DAN CATINGsayafrands6252100% (2)
- MATERIDokumen16 halamanMATERIPrabu CholanBelum ada peringkat
- Pipa BertekananDokumen34 halamanPipa BertekananFadli Ryan ArikundoBelum ada peringkat
- WPS PQRDokumen2 halamanWPS PQRAh Sulaeman Al-AdhyimBelum ada peringkat
- K3 di Ruang TerbatasDokumen15 halamanK3 di Ruang TerbatasBunda Fakhira100% (1)
- FIREPROOFING DI KILANGDokumen9 halamanFIREPROOFING DI KILANGEdo FaiZal CandraWinataBelum ada peringkat
- Proses Pembuatan Pipa Secara UmumDokumen5 halamanProses Pembuatan Pipa Secara Umumlukman051Belum ada peringkat
- GAS DETECTORDokumen42 halamanGAS DETECTORAhmad fadhliBelum ada peringkat
- RUANGTERBATASDokumen35 halamanRUANGTERBATASGSI indonesiaBelum ada peringkat
- Dasar Keselamatan Dan Kesehatan Kerja Di Ruang Terbatas (Confined Spaces Safety)Dokumen55 halamanDasar Keselamatan Dan Kesehatan Kerja Di Ruang Terbatas (Confined Spaces Safety)Richo Naiborhu SilahisabunganBelum ada peringkat
- Painting ProcedureDokumen9 halamanPainting Procedureahmad rofiqie100% (1)
- CIPP Perbaikan Embedded PipeDokumen18 halamanCIPP Perbaikan Embedded PipeBASUKI OKEBelum ada peringkat
- Inspeksi Las Sebelum, Selama dan Sesudah ProsesDokumen48 halamanInspeksi Las Sebelum, Selama dan Sesudah ProsesDaryanto Gultom100% (3)
- Gas DetectorDokumen36 halamanGas DetectorBagus RendyAwanBelum ada peringkat
- Hot Tapping PipeDokumen14 halamanHot Tapping PipeAnita Van NelleBelum ada peringkat
- Dasar Dasar WPSDokumen83 halamanDasar Dasar WPSTri Sutrisno100% (1)
- Tangki dalam industri migas dan jenisnya berdasarkan tekanan operasiDokumen3 halamanTangki dalam industri migas dan jenisnya berdasarkan tekanan operasiHerman SyahBelum ada peringkat
- SPESIFIKASI BBMDokumen37 halamanSPESIFIKASI BBMsuara Rakyat100% (1)
- Mengenal Proses PWHTDokumen5 halamanMengenal Proses PWHTRony LesbtBelum ada peringkat
- Klasifikasi Baja A36Dokumen11 halamanKlasifikasi Baja A36Asril MaulanaBelum ada peringkat
- CONFINE SPACE 14 Nov 2021Dokumen72 halamanCONFINE SPACE 14 Nov 2021novar rafdy zul ikram100% (1)
- Definisi Hazardous AreaDokumen45 halamanDefinisi Hazardous AreaBryto D'wahyudi100% (1)
- Cara Menghitung Kebutuhan Kawat Las dan Biaya Las per KgDokumen2 halamanCara Menghitung Kebutuhan Kawat Las dan Biaya Las per KgWawan Mazid SupriatnaBelum ada peringkat
- Pipa & InsulasiDokumen17 halamanPipa & InsulasiShandy PrimadaniBelum ada peringkat
- Pondasi Tanki TimbunDokumen41 halamanPondasi Tanki TimbunJuliyus FajrinBelum ada peringkat
- RANCANG TANGKIDokumen19 halamanRANCANG TANGKImahendra verrelBelum ada peringkat
- Inspeksi Tangki Tambun Kelompok 1Dokumen29 halamanInspeksi Tangki Tambun Kelompok 1rizki dianasariBelum ada peringkat
- INSPEKSI DAN PENGUJIAN BEJANA TEKANDokumen7 halamanINSPEKSI DAN PENGUJIAN BEJANA TEKANNurfirman HBelum ada peringkat
- UUAP dan Peraturan UAPDokumen58 halamanUUAP dan Peraturan UAPShinta100% (1)
- Jenis Jenis Cacat LasDokumen5 halamanJenis Jenis Cacat LasTopanBelum ada peringkat
- Pengetahuan ScaffoldingDokumen73 halamanPengetahuan ScaffoldingMarthen lobat100% (1)
- WI Confined SpaceDokumen6 halamanWI Confined Spaceelvandi100% (1)
- General Word Welding TecknologieDokumen50 halamanGeneral Word Welding TecknologieAndrey Heynierd TaihuttuBelum ada peringkat
- Contoh Soal Tts Pengetahuan Bahan TeknikDokumen3 halamanContoh Soal Tts Pengetahuan Bahan TeknikAngga Meigi VentaBelum ada peringkat
- Repair Dan Alterasi Storage TankDokumen25 halamanRepair Dan Alterasi Storage TankAris100% (1)
- Modul 15 Working PermitDokumen63 halamanModul 15 Working PermityustimdBelum ada peringkat
- Formulir Pemeriksaan TangkiDokumen5 halamanFormulir Pemeriksaan TangkiAriani WidiawatiBelum ada peringkat
- Surface Area Plat BajaDokumen51 halamanSurface Area Plat BajaErgo Dwi0% (1)
- Materi Training AWS D1.1 - 85Dokumen14 halamanMateri Training AWS D1.1 - 85Iwan SetiawanBelum ada peringkat
- Quality Assurance of Welding InspectionDokumen67 halamanQuality Assurance of Welding InspectionCandy Kendee100% (4)
- SKKNI 2016-091 CoatingDokumen287 halamanSKKNI 2016-091 CoatingBagus Deddy AndriBelum ada peringkat
- Migas Indonesia - Flame ArrestorDokumen2 halamanMigas Indonesia - Flame ArrestorAprianto Sasr100% (1)
- Pemeriksaan Bejana TekanDokumen12 halamanPemeriksaan Bejana Tekansoetrisno100% (2)
- Objek K3 Yg Harus Di Riksa UjiDokumen1 halamanObjek K3 Yg Harus Di Riksa UjiSupport SatuBelum ada peringkat
- Standar & Pedoman Teknis PerancahDokumen122 halamanStandar & Pedoman Teknis PerancahRano SubagiaBelum ada peringkat
- Ak3 PubtDokumen6 halamanAk3 PubtbacabacabacaBelum ada peringkat
- SNI 04-0225-2000 Persyaratan Umum Instalasi ListrikDokumen378 halamanSNI 04-0225-2000 Persyaratan Umum Instalasi Listrikyoki_triwahyudi100% (1)
- Proposal IPALDokumen15 halamanProposal IPALRohendy SaputraBelum ada peringkat
- Elco - Prosedur Cleaning-RevDokumen26 halamanElco - Prosedur Cleaning-RevBambang IrawanBelum ada peringkat