100% menganggap dokumen ini bermanfaat (1 suara)
1K tayangan4 halamanPengertian Line Balancing
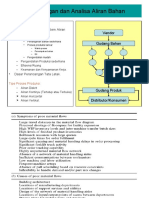
Dokumen tersebut membahas tentang line balancing yang merupakan penyeimbangan penugasan elemen-elemen tugas dari suatu assembly line ke work stations untuk meminimumkan jumlah work station dan idle time pada setiap stasiun. Tujuan dari line balancing adalah memperoleh arus produksi yang lancar dengan memaksimalkan utilisasi fasilitas, tenaga kerja, dan peralatan. Dokumen tersebut juga menjelaskan istilah-istilah dan metode-metode yang digunakan dalam line
Diunggah oleh
Dani PambudiHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd
100% menganggap dokumen ini bermanfaat (1 suara)
1K tayangan4 halamanPengertian Line Balancing
Dokumen tersebut membahas tentang line balancing yang merupakan penyeimbangan penugasan elemen-elemen tugas dari suatu assembly line ke work stations untuk meminimumkan jumlah work station dan idle time pada setiap stasiun. Tujuan dari line balancing adalah memperoleh arus produksi yang lancar dengan memaksimalkan utilisasi fasilitas, tenaga kerja, dan peralatan. Dokumen tersebut juga menjelaskan istilah-istilah dan metode-metode yang digunakan dalam line
Diunggah oleh
Dani PambudiHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd