MANUAL ASSEMBLY LINES
(MAL)
@TAUFIQ ROCHMAN, STP. MT.
TEKNIK INDUSTRI-UNS
11/18/16
Manual Assembly Line
�Definisi Manual Assembly Lines
Adalah lintasan proses yang terdiri
urutan stasiun kerja dimana tugas
perakitan dilakukan oleh tenaga
kerja.
11/18/16
Manual Assembly Line
�Sebagian besar produk manufaktur terdiri
bermacam komponen yang digabungkan melalui
proses perakitan manual (manual assembly line,
MAL)
Faktor yang mempengaruhi perusahaan
menggunakan MAL :
Permintaan terhadap produk bersifat menengah
dan tinggi
Produk dibuat pada lintasan yang identik/sama.
Total kebutuhan kerja untuk merakit produk
dapat dibagi kedalam elemen kerja yang lebih
kecil.
Aktivitas perakitan tidak memungkinkan
menggunakan teknologi otomasi
11/18/16
Manual Assembly Line
�Produk yang dibuat dengan
MAL
Audio eguipment
Automobiles
Cameras
Electric motor
Microwave oven
Refrigerator
Washing machines
dll
11/18/16
Manual Assembly Line
�Prinsip-prinsip MAL
Specialization
Disebut division of labor, prinsip ini menerangkan bahwa
pekerjaan yang lebih besar dapat dibagi ke dalam elemen
yang lebih kecil yang ditangani oleh satu pekerja.
Pekerja mempunyai keahlian yang tinggi dalam melakukan
aktivitas kerja (terspesialisasi).
Interchangable parts
Part mempunyai ukuran tertentu dengan part
pasangannya sehingga mempermudah dalam proses
perakitan.
Tanpa interchangable parts, perakitan membutuhkan
pengikiran dan pengepasan terhadap komponen
pasangannya sehingga model perakitan menjadi tidak
praktis.
11/18/16
Manual Assembly Line
�Lanjutan
Work principle dalam material handling
Prinsip ini menjadikan tiap unit kerja berlangsung
lancar (smooth) melalui lintasan produksi dan
dapat meminimisasi jarak pengiriman antar
stasiun.
Line pacing
Pekerja membutuhkan waktu siklus yang pasti
untuk menyelesaikan tugas dimana dilakukan
dengan mempertahankan tahapan proses dengan
tingkatan produksi tertentu. Line pacing
diimplemetasikan dalam bentuk konveyor
mekanik.
11/18/16
Manual Assembly Line
�Fundamental of Manual Assembly
Lines
Lintasan produksi terdiri stasiun kerja yang
berurutan (seri) dimana tiap stasiun ditangani oleh
pekerja perakitan.
Pada tiap stasiun, porsi dari total pekerjaan
dilakukan di tiap unit kerja.
Tiap part berjalan melalui stasiun dan pekerja
menggabungkan komponen rakitan menjadi produk.
Sistem transport mekanis digunakan untuk
memindah part sepanjang lintasan.
Tingkat produksi pada lintasan perakitan ditentukan
oleh kecepatan stasiun kerja.
11/18/16
Manual Assembly Line
�Assembly Workstation
Workstation pada MAL berupa lokasi yang
dirancang sepajang jalur aliran dimana satu atau
beberapa elemen kerja ditangani oleh satu atau
beberapa pekerja.
Elemen kerja menunjukkan bagian terkecil dari
total kerja yang harus dikerjakan untuk merakit
produk.
Macam aktivitas perakitan yang dilakukan pada
MAL :
Application of adhesive
Arc welding
Cotter pin application
Press fitting
Soldering
11/18/16
Manual Assembly Line
DLL
�Manning level
Dalam MAL manning level dari stasiun kerja i
disimbolkan Mi.
Stasiun dengan satu pekerja, Mi = 1
Beberapa pekerja pada 1 stasiun kerja, Mi > 1
Manning level dirumuskan :
w
M
n
M = Jumlah utility worker pada lintasan (worker/stasiun)
W = jumlah pekerja pada lintasan
N = jumlah stasiun pada lintasan
11/18/16
Manual Assembly Line
�lanjutan
Atau menggunakan rumus yang lain :
n
M w u wi
i 1
Dimana :
Wu = jumlah utility worker yang ditugaskan
pada sistem
Wi = jumlah pekerja yang ditugaskan
secara khusus pada stasiun i untuk nilai i
= 1,2,3,,n
Wi = integer
11/18/16
Manual Assembly Line
10
�Work Transport System
Manual method of work transport
Pada sistem ini unit produk dipindah dari stasiun
ke stasiun berikutnya dengan tangan.
Masalah yang ditimbulkan dari sistem ini :
starving dan blocking.
Starving adalah situasi dimana operator perakitan
telah menyelesaikan pekerjaan pada unit kerja
tetapi unit sebelumnya belum tiba distasiun
sehingga pekerja mengalami kekosongan kerja.
Blocking dimana operator telah menyelesaikan
tugas pada unit kerja tetapi belum bisa dikirim ke
stasiun berikutnya sehingga terjadi blocking
(hambatan ) pada stasiun tersebut.
11/18/16
Manual Assembly Line
11
�lanjutan
Untuk mengurangi dampak dari permasalahan
ini, storage buffer digunakan diantara stasiun
kerja.
Unit kerja dibuat ditiap stasiun dan dikumpulkan
dalam bacth dan dipindah pada stasiun
berikutnya.
Unit kerja dipindah secara individual pada meja
datar atau unpowered manual.
Mechanized work transport
Sistem ini dapat didisain untuk menyediakan
pace atau unpace operation.
Ciri-ciri dalam sistem ini meliputi :
a. Continuous transport
b. Synchronous transport
c. Asynchronous transport
11/18/16
Manual Assembly Line
12
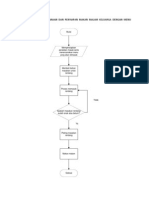
�Gambar mechanized work
transport
(a) Continuous transport; (b) Synchronous transport; (c) Asynchronous
transport; v = kecepatan; Vc = kecepatan konstan; x = jarak
konveyor; sta = stasiun kerja; i = workstation identifier.
11/18/16
Manual Assembly Line
13
�Jenis work transpor system dan peralatan material
handling
Work Transport system
Material handling equipment
Continuous transport
Overhead trolley conveyor
Belt conveyor
Roller conveyor
Drag chain conveyor
Synchronous transport
Walking beam transport equipment
Rotary indexing mechanisms
Asynchronous transport
Power-and free overhead conveyor
Cart-on-track conveyors
Powered roller conveyors
Automated guided vehicle system
Monorail systems
11/18/16
Chain-driven carousel systems
14
Manual Assembly Line
�lanjutan
Continuous tansport system
Menggunakan konveyor yang bergerak secara
kontinyu yang beroperasi pada kecepatan konstan.
Sistem ini sering digunakan pada perakitan manual
(MAL)
Jika lintasan sangat panjang, seperti pabrik perakitan
mobil, sistem dibagi kedalam segmen-segmen dengan
konveyor terpisah untuk tiap segmen.
Sistem ini diiplementasikan melalui dua cara :
a. Unit kerja tetap
Produk yang besar dan berat seperti mobil, mesin cuci
dan peralatan berat tidak digerakkan oleh konveyor,
pekerja bergerak disekeliling produk tersebut.
11/18/16
Manual Assembly Line
15
�Lanjutan
b. unit kerja bergerak
Untuk produk kecil dan ringan dapat digerakkan
oleh konveyor dimana operator tetap berada di
tiap stasiun. Pekerja lebih fleksibel dalam
menyesuaikan tugas perakitan.
Synchronous transport system
Seluruh unit kerja digerakkan secara serentak
diantara stasiun dengan cepat, gerakan tidak
kontinyu dan tetap berada di tiap stasiun. Jenis ini
dikenal dengan intermittent transport.
System ini tidak biasa digunakan pada lintasan
manual, disebabkan kebutuhan pekerjaan harus
diselesaikan dengan waktu yang terbatas.
Sistem ini cocok
untuk
lintasan produksi
11/18/16
Manual
Assembly Line
16
�Lanjutan
Asynchronous transport system
Unit kerja meninggalkan stasiun kerja ketika
pekerjaan telah selesai dan pekerja
melepas unit kerja tersebut
Pada sistem ini, unit kerja bergerak secara
independen dibandingkan dengan sistem
synchronous
Antrian kecil dari unit kerja kadang terjadi
ditiap stasiun
Waktu kerja ditiap unit kerja bervariasi
11/18/16
Manual Assembly Line
17
�Line Pacing
Manual assembly line beroperasi pada
waktu siklus kerja tetap
Pacing of workers merupakan salah satu
alasan mengapa MAL berhasil
diimplementasikan
Pacing menyediakan disiplin pekerja untuk
menjamin keberhasilan tingkat produksi.
MAL dirancang berdasarkan 3 alternatif
tingkatan pacing :
Rigid pacing
Pacing with margin
No pacing
11/18/16
Manual Assembly Line
18
�Rigid pacing
Tiap pekerja diberikan waktu yang tetap
pada tiap siklus kerja
Toleransi waktu (tolerance time) diatur
menyesuaikan siklus waktu lintasan
Menggunakan sistem synchronous work
transport
Jika pekerjaan tidak dapat diselesaikan
dengan waktu siklus yang telah ditetapkan
maka unit kerja keluar dari stasiun dalam
keadaan tidak lengkap.
11/18/16
Manual Assembly Line
19
�Pacing with margin
Pekerja menyelesaikan tugas pada stasiun
dengan range waktu tertentu.
Range waktu maksimum lebih panjang dari waktu
siklus sehingga pekerja diperbolehkan
menyelesaikan tugas lebih jika terjadi suatu
permasalahan.
Metode dalam pacing with margin :
(1) Mengijinkan terjadinya antrian unit kerja
diantara stasiun.
(2) Merancang lintasan dimana waktu unit kerja
tiap stasiun
lebih panjang dari waktu siklus
(3) Membolehkan pekerja berpindah sepanjang
lintasan pada stasiun kerja.
11/18/16
Manual Assembly Line
20
�No pacing
Tidak ada batasan waktu ditiap stasiun
dalam menyelesaiakan kerja.
Operator perakitan bekerja pada
pacingnya sendiri
Hal ini terjadi jika :
Sistem transport manual digunakan
pada sistem
Unit kerja dapat dipindahkan dari
konveyor
Asynchronous conveyor digunakan dan
11/18/16 pekerja mengendalikan
Manual Assembly Line
21
keluaran
tiap
�Three Type of Manual Assembly Lines
Single model
Model ini memproduksi banyak unit pada satu produk dan
tidak ada variasi didalam produk
Setiap unit kerja identik dan kerja dilakukan pada tiap stasiun
adalah sama untuk semua unit produk
Tipe lintasan ini digunakan untuk produk dengan permintaan
tinggi.
Batch model
Batch model dan mixed model dirancang untuk memproduksi
dua atau lebih model dimana pendekatan berbeda digunakan
untuk menyelesaiakan produk yang bervariasi
Produk dirakit dalam batch dimana demand produk bersifat
medium
Lebih ekonomis menggunakan satu lintasan perakitan untuk
memproduksi beberapa produk dalam batch dari pada
membuat lintasan terpisah untuk tiap model yang berbeda.
11/18/16
Manual Assembly Line
22
�lanjutan
Mixed model line
Memproduksi lebih dari satu model, tetapi model tidak
diproduksi dalam batch
Produk dibuat secara simultan (serantak) pada lintasan yang
sama
Jika satu model dikerjakan pada suatu stasiun maka model
yang lain dibuat pada stasiun berikutnya.
Di tiap stasiun dilakukan bermacam tugas untuk
memproduksi beberapa model
Consumer produk dirakit pada mixed model , misal mobil
dengan model yang bervariasi
Keuntungan menggunakan mixed model :
Tidak ada waktu produksi yang hilang pada saat pergantian model
Inventory yang tinggi dapat dihindari
Tingkat produksi dengan model yang berbeda dapat diatur sebagai
perubahan permintaan produk
11/18/16
Manual Assembly Line
23
�Three type MAL Related to Product
Variety
11/18/16
Hard variety
Batch model line
Soft variety
Mixed model line
No variety
Single model line
Product variety
Assembly line type
Manual Assembly Line
24
�Alternative Assembly
Systems
Pada MAL, pekerja sering mengeluh
berkaitan dengan pekerjaan yang
monoton dan berulang
Kualitas kecakapan kerja rendah,
gangguan pada lintasan produksi
Usaha mengurangi kegiatan yang bersifat
monoton dan repetitif dengan
menngunakan alternatif MAL :
Single-station manual assembly cell
Assembly cells based on worker teams
11/18/16
Assembly Line
AutomatedManual
assembly
system 25
�Single-station manual
assembly cell
Pekerjaan dilakukan pada perakitan
produk dan sub perakitan produk
Model ini digunakan pada produk yang
komplek dan produksi dalam jumlah kecil
Workplace menggunakan satu atau
beberapa pekerja tergantung ukuran
produk dan tingkat produksi yang
dibutuhkan
Custom-engineered product (aircraft,
peralatan, mobil) menggunakan single
manual station untuk aktivitas perakitan.
11/18/16
Manual Assembly Line
26
�Assembly cells based on
worker teams
Menggunakan banyak pekerja untuk kegiatan
perakitan
Langkah kerja dikendalikan oleh pekerja bukan
oleh langkah mesin
Tim perakitan dapat diimplementasikan dalam
beberapa cara
Tingkat produksi ditentukan oleh tim kerja
daripada oleh gerakan konveyor
Aktivitas unit kerja melalui banyak stasiun
daripada satu stasiun
Tim kerja dirancang dengan fleksibilitas tinggi,
kemampuan tinggi berkaitan dengan penanganan
variasi produk dengan berbagai macam siklus
kerja pada stasiun
yang
11/18/16
Manual Assembly
Line berbeda.
27
�Automated assembly
system
Menggunakan teknologi terotomasi
pada stasiun kerja
Dalam klasifikasi sistem manufaktur
termasuk tipe IA atau IIIA
Tergantung pada satu atau beberapa
stasiun kerja (workstation) dalam
sistem kerja
11/18/16
Manual Assembly Line
28
�Design for Assembly (DFA)
Aktivitas perakitan mendatangkan biaya
tenaga kerja yang tinggi pada berbagai
perush manufaktur
Untuk mengurangi biaya tinggi perlu DFA
yang keberhasilannya ditentukan oleh :
Disain produk dengan sedikit part
Disain bagian part yang mudah dirakit
Biaya aktivitas perakitan ditentukan oleh
disain produk karena besarnya komponen
yang menyusun sebuah produk
11/18/16
Manual Assembly Line
29
�Prinsip DFA
Beberapa prinsip yang diterapkan dalam
perancangan produk di fasilitas perakitan :
Use the fewest number of parts possible to
reduce the amount of assembly required
Melalui kombinasi fungsi yang sama dari
part, menggunakan komponen part
berlainan misal menggunakan part plastik
untuk menggantikan sheet metal
Reduce the number of threaded fasteners
required
Menghindari penggunaan pengunci secara
terpisah, disain komponen dirakit
menggunakan kunci pas (snap fits), ring
penguat (retaining rings), dan integral
11/18/16
Manual Assembly Line
30
fasteners
�lanjutan
Standardize fasteners
Untuk mengurangi jumlah ukuran dan macam
pengunci komponen part yang dibutuhkan untuk
merakit produk
Reduce part orientation difficulties
Problem orientasi dikurangi dengan disain part
yang simetris, mengurangi bentuk part yang
tidak simetris
Avoid parts that tangle
Ketepatan bentuk part menjadi ukuran terhadap
part bins, ukuran part yang tidak teratur
membuat frustasi pekerja , mengganggu
kelancaran produksi, misal menyumbat pengisi
otomatis.
11/18/16
Manual Assembly Line
31
�Referensi
Groover, Mikell P, 2001, Automation,
Production system, and Computer
Integrated Manufacturing, Prentice
hall, New Jersey, USA.
Groover, Mikell P, 2008, Automation,
Production system, and Computer
Integrated Manufacturing, Prentice
hall, New Jersey, USA.
11/18/16
Manual Assembly Line
32