0% menganggap dokumen ini bermanfaat (0 suara)
316 tayangan17 halamanPengolahan Limbah Tapioka di Indonesia
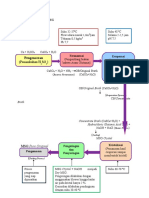
Makalah ini membahas tentang pengolahan limbah industri tapioka. Limbah industri tapioka berasal dari proses produksi tepung tapioka, yaitu pencucian, pengupasan, pemarutan, ekstraksi, dan pengendapan. Jenis limbahnya berupa limbah cair dan padat. Limbah cair terdiri atas air buangan dari pencucian dan pemisahan pati, sedangkan limbah padat berupa onggok dan kulit singkong. Makalah ini juga menjel
Diunggah oleh
jihan safHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOC, PDF, TXT atau baca online di Scribd
0% menganggap dokumen ini bermanfaat (0 suara)
316 tayangan17 halamanPengolahan Limbah Tapioka di Indonesia
Makalah ini membahas tentang pengolahan limbah industri tapioka. Limbah industri tapioka berasal dari proses produksi tepung tapioka, yaitu pencucian, pengupasan, pemarutan, ekstraksi, dan pengendapan. Jenis limbahnya berupa limbah cair dan padat. Limbah cair terdiri atas air buangan dari pencucian dan pemisahan pati, sedangkan limbah padat berupa onggok dan kulit singkong. Makalah ini juga menjel
Diunggah oleh
jihan safHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOC, PDF, TXT atau baca online di Scribd