Anda mungkin juga menyukai
- Latihan Tes BUMNDokumen30 halamanLatihan Tes BUMNardiz100% (2)
- Kahlil Gibran - Sang Pujaan LengkapDokumen149 halamanKahlil Gibran - Sang Pujaan LengkapDhany Laoh Damopolii100% (1)
- Laporan SPCDokumen20 halamanLaporan SPCNashirotus Sa'adah100% (2)
- SQC Dan 7 ToolsDokumen46 halamanSQC Dan 7 ToolsFirman Indra JayaBelum ada peringkat
- Sni 01-3555-1998Dokumen33 halamanSni 01-3555-1998Wagus Ginanjar100% (2)
- Integrated 9001 & 22000-ADokumen60 halamanIntegrated 9001 & 22000-Aiyaan17100% (1)
- Tugas Resum Jurnal Aan AnsoriDokumen8 halamanTugas Resum Jurnal Aan AnsoriUjang AnsoriBelum ada peringkat
- Makalah Peta KontrolDokumen11 halamanMakalah Peta KontrolRizky AhmadBelum ada peringkat
- MPO FixDokumen22 halamanMPO Fixceline jusupBelum ada peringkat
- 3 Laporan Modul 6 Kel 18Dokumen234 halaman3 Laporan Modul 6 Kel 18Ade RukmiBelum ada peringkat
- Tugas Modul 1Dokumen8 halamanTugas Modul 1Nazia MahmudahBelum ada peringkat
- Modul 5 Analisis Kapabilitas ProsesDokumen6 halamanModul 5 Analisis Kapabilitas ProsesPUTRI DWIBelum ada peringkat
- Penerapan-Statistical-Process-Pada-Prose - Kel. 5Dokumen11 halamanPenerapan-Statistical-Process-Pada-Prose - Kel. 5Nashiruddin MuslimBelum ada peringkat
- Usulan Perbaikan Kualitas Produk Dengan Metode Six Sigma (Dmaic) Dan Failure Mode andDokumen6 halamanUsulan Perbaikan Kualitas Produk Dengan Metode Six Sigma (Dmaic) Dan Failure Mode andSri SardiyantiBelum ada peringkat
- Luaran 1 Annisa Fitria 10611710000020Dokumen5 halamanLuaran 1 Annisa Fitria 10611710000020Annisa FitriaBelum ada peringkat
- UAS Statistika BisnisDokumen9 halamanUAS Statistika BisnisAnandra RaadityaBelum ada peringkat
- IqhbalLilyanS BAB1,2,3, Daftarpustaka, METOPENDokumen12 halamanIqhbalLilyanS BAB1,2,3, Daftarpustaka, METOPENFitroh Akbar CoverBelum ada peringkat
- Laporan SPCDokumen20 halamanLaporan SPCFirda AdeliaBelum ada peringkat
- #4 MATERI KULIAH AKHIR - SendDokumen179 halaman#4 MATERI KULIAH AKHIR - SendRivan AuliaBelum ada peringkat
- 6370-Article Text-24221-1-10-20221129Dokumen5 halaman6370-Article Text-24221-1-10-20221129herliana marbun dumaiBelum ada peringkat
- Luaran 2 Annisa Fitria 10611710000020Dokumen5 halamanLuaran 2 Annisa Fitria 10611710000020Annisa FitriaBelum ada peringkat
- Diskusi 3 - Manajemen OperasiDokumen5 halamanDiskusi 3 - Manajemen OperasikinciBelum ada peringkat
- Soal Uts Peningkatan Kualitas Dan Six SigmaDokumen3 halamanSoal Uts Peningkatan Kualitas Dan Six Sigmaivan platiniBelum ada peringkat
- Uas QCDokumen32 halamanUas QCmikehendri19Belum ada peringkat
- Quality ControlDokumen7 halamanQuality ControlRohman FahrudiBelum ada peringkat
- Six SigmaDokumen46 halamanSix SigmaHusnah Karimah IIBelum ada peringkat
- Chapter 6 - Manajemen Kualitas 2Dokumen23 halamanChapter 6 - Manajemen Kualitas 2Destiana ParamitaBelum ada peringkat
- Study Kasus Military StandartDokumen4 halamanStudy Kasus Military Standartarien_merlianaBelum ada peringkat
- Analisis Kualitas Dan Faktor-Faktor Penyebab Kerusakan Produk Di Pt. Katwara Rotan Gresik PDFDokumen8 halamanAnalisis Kualitas Dan Faktor-Faktor Penyebab Kerusakan Produk Di Pt. Katwara Rotan Gresik PDFGinanjar Hadi PrasetyoBelum ada peringkat
- Makalah Peningkatan Mutu ProduksiDokumen24 halamanMakalah Peningkatan Mutu ProduksiHerlisya Diana ESBelum ada peringkat
- Makalah Peningkatan Mutu ProduksiDokumen30 halamanMakalah Peningkatan Mutu Produksidarnia anitaBelum ada peringkat
- Bab 2 BelumDokumen3 halamanBab 2 BelumIqhbal LilyanBelum ada peringkat
- Elda Neah Triwahyuni - 193020403027 - Lap - Pengendalian Mutu-DikonversiDokumen17 halamanElda Neah Triwahyuni - 193020403027 - Lap - Pengendalian Mutu-DikonversiAlvin PradiptaBelum ada peringkat
- 1493 3038 1 PBDokumen9 halaman1493 3038 1 PBDebby Andrean Ady MahardikaBelum ada peringkat
- Pengukuran Kapabilitas Proses Produksi Biji Kakao Bulk Mutu I-B-Bc/w Di PTPN Xii JemberDokumen20 halamanPengukuran Kapabilitas Proses Produksi Biji Kakao Bulk Mutu I-B-Bc/w Di PTPN Xii Jemberdidakhf-1Belum ada peringkat
- Makalah 4 Peningkatan Mutu Produksi (PMP)Dokumen31 halamanMakalah 4 Peningkatan Mutu Produksi (PMP)Zaqya HerfisyahBelum ada peringkat
- Materi Statistik Proses KontrolDokumen10 halamanMateri Statistik Proses KontrolradhitaryaBelum ada peringkat
- Penerapan Kurva Kalibrasi, Bagan Kendali Akurasi Dan Presisi Sebagai Pengendalian Mutu Internal Pada Pengujian Cod Dalam Air Limbah PDFDokumen8 halamanPenerapan Kurva Kalibrasi, Bagan Kendali Akurasi Dan Presisi Sebagai Pengendalian Mutu Internal Pada Pengujian Cod Dalam Air Limbah PDFJosua BagasBelum ada peringkat
- Penerapan Kurva Kalibrasi, Bagan Kendali Akurasi Dan Presisi Sebagai Pengendalian Mutu Internal Pada Pengujian Cod Dalam Air LimbahDokumen8 halamanPenerapan Kurva Kalibrasi, Bagan Kendali Akurasi Dan Presisi Sebagai Pengendalian Mutu Internal Pada Pengujian Cod Dalam Air LimbahJosua BagasBelum ada peringkat
- Makalah Statistika Pengendalian Mutu Pangan - Virda Ayu Nia S - 19733034Dokumen12 halamanMakalah Statistika Pengendalian Mutu Pangan - Virda Ayu Nia S - 19733034Virda Ayu Nia SaputriBelum ada peringkat
- 1419 2509 1 SMDokumen8 halaman1419 2509 1 SMMas NdohBelum ada peringkat
- Pengukuran WaktuDokumen93 halamanPengukuran WaktuFuad Kamal KamalBelum ada peringkat
- Analisis Pengendalian Mutu Pada Pengolahan Minyak Kelapa Sawit Dengan Metode Stistical Quality ControlDokumen20 halamanAnalisis Pengendalian Mutu Pada Pengolahan Minyak Kelapa Sawit Dengan Metode Stistical Quality ControlSatria Adjie50% (2)
- Chapter 5-9Dokumen8 halamanChapter 5-9Dessy SintiaBelum ada peringkat
- Pengendalian Mutu - BAB 4Dokumen9 halamanPengendalian Mutu - BAB 4Rid'wanBelum ada peringkat
- 12 - Lapres - Modul 1Dokumen18 halaman12 - Lapres - Modul 1Ariecandra MahesaBelum ada peringkat
- 2007-3-00456-TI Bab 2Dokumen44 halaman2007-3-00456-TI Bab 2yuzril iyuzBelum ada peringkat
- Analisis Pengendalian Kualitas Pada Proses Making Produksi Diplomat Mild Reborn Di PT Gelora Djaja SurabayaDokumen8 halamanAnalisis Pengendalian Kualitas Pada Proses Making Produksi Diplomat Mild Reborn Di PT Gelora Djaja SurabayaQardawi HamzahBelum ada peringkat
- Wili Parisma Parsaoran Hutapea (193020403026) Pengendalian MutuDokumen25 halamanWili Parisma Parsaoran Hutapea (193020403026) Pengendalian MutuAlvin PradiptaBelum ada peringkat
- Modul 7 Pengendalian Kualitas StatistikaDokumen42 halamanModul 7 Pengendalian Kualitas StatistikaNurhasanah Zulkarnain100% (3)
- Quality Control & Manajemen Inovasi ProdukDokumen23 halamanQuality Control & Manajemen Inovasi ProdukHermawan PrasetyoBelum ada peringkat
- Alat BeratDokumen12 halamanAlat BeratWiwin Hermansyah PanjaitantBelum ada peringkat
- Elda Neah Triwahyuni - 193020403027 - Lap - Pengendalian Mutu-DikonversiDokumen26 halamanElda Neah Triwahyuni - 193020403027 - Lap - Pengendalian Mutu-DikonversiAlvin PradiptaBelum ada peringkat
- Upaya Mengurangi Produk Cacat Pada Industri Kayu Lapis (Plywood)Dokumen7 halamanUpaya Mengurangi Produk Cacat Pada Industri Kayu Lapis (Plywood)nyoman lokajayaBelum ada peringkat
- QBD Metered Dose InhalerDokumen7 halamanQBD Metered Dose InhalerTazkiyatul Asma'iBelum ada peringkat
- Bab II Novian Ricky R 201744500318 S7D-1Dokumen27 halamanBab II Novian Ricky R 201744500318 S7D-1ari wibowoBelum ada peringkat
- Pengendalian Kadar Air Wafer Stick PDFDokumen9 halamanPengendalian Kadar Air Wafer Stick PDFwidikomtingBelum ada peringkat
- Presentasi 4 Pengantar Analisis Kapabilitas ProsesDokumen12 halamanPresentasi 4 Pengantar Analisis Kapabilitas ProsesAditya Dian TjokroatmodjoBelum ada peringkat
- MANAJEMEN MUTU (Tugas Pak Wahono) Tugas 2Dokumen5 halamanMANAJEMEN MUTU (Tugas Pak Wahono) Tugas 2putriBelum ada peringkat
- MeasureDokumen18 halamanMeasureHikaru HanakaBelum ada peringkat
- 1.PENGENDALIAN Dan Penjaminan MutuDokumen22 halaman1.PENGENDALIAN Dan Penjaminan MutuUpBelum ada peringkat
- Analisis Kecacatan ProdukDokumen13 halamanAnalisis Kecacatan ProdukRifani Juwitasari100% (1)
- Kimia LingkunganDokumen21 halamanKimia LingkunganDohot Maruli PurbaBelum ada peringkat
- 1.materi Dan QA Kuliah Online FTIRDokumen37 halaman1.materi Dan QA Kuliah Online FTIRDohot Maruli PurbaBelum ada peringkat
- JurnalStandardisasiVol 21no 22019-VerifikasiDensitasCPODokumen20 halamanJurnalStandardisasiVol 21no 22019-VerifikasiDensitasCPODohot Maruli PurbaBelum ada peringkat
- Katalog Literatur Perkantas Nasional 2020 PDFDokumen44 halamanKatalog Literatur Perkantas Nasional 2020 PDFDohot Maruli PurbaBelum ada peringkat
- Lampiran II PDFDokumen11 halamanLampiran II PDFirnafebriantiBelum ada peringkat
- 03 Jas 19 FinalDokumen20 halaman03 Jas 19 FinalDohot Maruli PurbaBelum ada peringkat
- Formasi Cpns Pemprov Kalbar PDFDokumen44 halamanFormasi Cpns Pemprov Kalbar PDFSteve TransylvanioBelum ada peringkat
- Adoc - Tips - 3 Kadar Asam Lemak Bebas Ffa Sni PDFDokumen22 halamanAdoc - Tips - 3 Kadar Asam Lemak Bebas Ffa Sni PDFDohot Maruli PurbaBelum ada peringkat
- Tecnicas para Cartas de Amor U OdioDokumen4 halamanTecnicas para Cartas de Amor U OdioChristian Gabriel Stampacchio100% (16)
- URAT PERNYATAAN TIDAK SEDANG MENJALANI PENDIDIKAN OADTS2020 (Peserta)Dokumen1 halamanURAT PERNYATAAN TIDAK SEDANG MENJALANI PENDIDIKAN OADTS2020 (Peserta)Ahmad Fauzi NSBelum ada peringkat
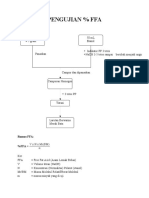
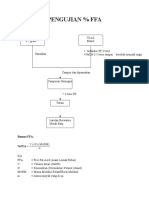
- PENGUJIAN FFA Rumus FFADokumen1 halamanPENGUJIAN FFA Rumus FFADohot Maruli PurbaBelum ada peringkat
- JurnalStandardisasiVol 21no 22019-VerifikasiDensitasCPO PDFDokumen20 halamanJurnalStandardisasiVol 21no 22019-VerifikasiDensitasCPO PDFDohot Maruli PurbaBelum ada peringkat
- Daftar Kampus DN PDFDokumen187 halamanDaftar Kampus DN PDFFarhanBelum ada peringkat
- Kelas 10 SMK Kimia Organik 2 2Dokumen200 halamanKelas 10 SMK Kimia Organik 2 2Eka Saraswati YoyonBelum ada peringkat
- 7 Kompetensi HPLCDokumen9 halaman7 Kompetensi HPLCDohot Maruli PurbaBelum ada peringkat
- 7 Kompetensi HPLCDokumen9 halaman7 Kompetensi HPLCDohot Maruli PurbaBelum ada peringkat
- PENGUJIAN FFA Rumus FFADokumen1 halamanPENGUJIAN FFA Rumus FFADohot Maruli PurbaBelum ada peringkat
- Booklet Beasiswa Reguler Tahun 2019Dokumen12 halamanBooklet Beasiswa Reguler Tahun 2019eka kartikaBelum ada peringkat
- 7 Kompetensi HPLCDokumen9 halaman7 Kompetensi HPLCDohot Maruli PurbaBelum ada peringkat
- Daftar Kampus DN PDFDokumen187 halamanDaftar Kampus DN PDFFarhanBelum ada peringkat
- Doa Untuk BangsaDokumen11 halamanDoa Untuk BangsaDohot Maruli PurbaBelum ada peringkat
- Buku Pelajaran TOEFLDokumen11 halamanBuku Pelajaran TOEFLDohot Maruli PurbaBelum ada peringkat
- Sistem Pemerintahan IndonesiaDokumen12 halamanSistem Pemerintahan IndonesiaDohot Maruli PurbaBelum ada peringkat
- Batan-EK Kadar AirDokumen18 halamanBatan-EK Kadar AirDohot Maruli PurbaBelum ada peringkat
- Buku Pendaftaran SSCN 2019 PDFDokumen40 halamanBuku Pendaftaran SSCN 2019 PDFVitri ElyanaBelum ada peringkat
- Strategi Menghadapi Paham Radikalisme Terorisme PDFDokumen6 halamanStrategi Menghadapi Paham Radikalisme Terorisme PDFMUHAMMAD IMANBelum ada peringkat