Anda mungkin juga menyukai
- Analisa Ekonomi Pabrik Krupuk Rambak Pak DulDokumen15 halamanAnalisa Ekonomi Pabrik Krupuk Rambak Pak DulNaila ZulfaBelum ada peringkat
- Analisis Penerapan Budaya Kerja KaizenDokumen6 halamanAnalisis Penerapan Budaya Kerja Kaizeneka100% (1)
- PT. Sinar SosroDokumen18 halamanPT. Sinar SosroRizka Amaliah100% (1)
- Nestle Vs MayoraDokumen12 halamanNestle Vs MayoraGaluh HusadatamaBelum ada peringkat
- BAB 10.kepemimpinan RasulullahDokumen38 halamanBAB 10.kepemimpinan Rasulullahratna_doraemonBelum ada peringkat
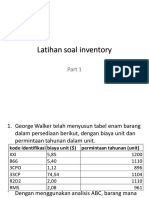
- Latihan Soal InventoryDokumen9 halamanLatihan Soal InventoryLuxury BoutiqueBelum ada peringkat
- Profil Perusahaan Sogan BatikDokumen1 halamanProfil Perusahaan Sogan Batikchristiano100% (1)
- Business Model CanvasDokumen4 halamanBusiness Model CanvasQ-08-NIPUTU PUTRI AYU FEBRIANTIBelum ada peringkat
- Paper ManOps Uniqlo FirstDokumen3 halamanPaper ManOps Uniqlo Firstnandanfirdaus100% (1)
- Analisa Budaya Organisasi Di PTDokumen6 halamanAnalisa Budaya Organisasi Di PTFarid ZulBelum ada peringkat
- Strategi Tata LetakDokumen15 halamanStrategi Tata LetakNama Saya EkoBelum ada peringkat
- Profil Usaha Rambak Pak DulDokumen11 halamanProfil Usaha Rambak Pak DulpramudyadheBelum ada peringkat
- OSCMDokumen5 halamanOSCMPASCA/51421220048/SULTHAN MUHAMMADBelum ada peringkat
- Kelompok 12 - Perusahaan DonatDokumen21 halamanKelompok 12 - Perusahaan DonatMuhammad Hafidz Ibnu KhaldunBelum ada peringkat
- PR Bab 10Dokumen13 halamanPR Bab 10Taufiqotul Masrukha Tesha NisvaBelum ada peringkat
- Modul 1 The Beer Game (1, 2, 3)Dokumen13 halamanModul 1 The Beer Game (1, 2, 3)alifianovendi 11Belum ada peringkat
- Profil PerusahaanDokumen9 halamanProfil PerusahaanMaya ApriliaBelum ada peringkat
- Motode Jit Dan Operasi RampingDokumen15 halamanMotode Jit Dan Operasi RampingNurBelum ada peringkat
- Opc Pabrik SepatuDokumen84 halamanOpc Pabrik Sepatugivaliuz100% (1)
- Pt. Semen PadangDokumen2 halamanPt. Semen PadangKomang PutrajayaBelum ada peringkat
- Concept TestingDokumen21 halamanConcept TestingBellaNisaWiraniBelum ada peringkat
- Hiskia Panjaitan - 18210114 - Tugas - Bu - DiahDokumen1 halamanHiskia Panjaitan - 18210114 - Tugas - Bu - DiahWanda HerawatiBelum ada peringkat
- Makalah Analisis Aspek Ekonomi, Sosial, Budaya, Dan PolitikDokumen7 halamanMakalah Analisis Aspek Ekonomi, Sosial, Budaya, Dan PolitikSukma Raverz SejatiBelum ada peringkat
- Modul MODokumen119 halamanModul MOChairul Anam100% (1)
- Proposal Skripsi Shinta WandaDokumen11 halamanProposal Skripsi Shinta WandaShinta Wanda KusumaBelum ada peringkat
- Makalah Mi Kel 4Dokumen32 halamanMakalah Mi Kel 4Mutia AngrainiBelum ada peringkat
- Temu 5 Process Costing LanjutanDokumen46 halamanTemu 5 Process Costing LanjutanKAE RHMDNIIBelum ada peringkat
- Analisis Penetapan Harga Jual Produk Pada Perusahaan Roti PelangiDokumen1 halamanAnalisis Penetapan Harga Jual Produk Pada Perusahaan Roti Pelangigendut_novri67% (3)
- Pertemuan 7 Dan 8 Manajemen PermintaanDokumen23 halamanPertemuan 7 Dan 8 Manajemen PermintaanAldi noer mu'minBelum ada peringkat
- Kelompok 12Dokumen2 halamanKelompok 12Nida MufidahBelum ada peringkat
- MPO6 LokasiDokumen43 halamanMPO6 Lokasimr_b13Belum ada peringkat
- LED I - Distribusi Makanan Oleh-Oleh Keripik MaicihDokumen10 halamanLED I - Distribusi Makanan Oleh-Oleh Keripik MaicihLintang A. ReshaBelum ada peringkat
- Dasar Dasar KelompokDokumen42 halamanDasar Dasar KelompokRyuzaki Razak SouljrBelum ada peringkat
- Layout PabrikDokumen11 halamanLayout Pabrikadhirga_moesBelum ada peringkat
- Tugas Pengemasan Teh GopekDokumen7 halamanTugas Pengemasan Teh GopekLaylalayloBelum ada peringkat
- Marketing Plan PT IndofoodDokumen4 halamanMarketing Plan PT IndofoodRiska SukmawatiBelum ada peringkat
- Studi Kasus Agregat PlanningDokumen1 halamanStudi Kasus Agregat PlanningNoormalita IrvianaBelum ada peringkat
- Sesi 1 Manajemen Operasi Dan ProduktivitasDokumen26 halamanSesi 1 Manajemen Operasi Dan ProduktivitasRioBelum ada peringkat
- Hubungan MRPDokumen6 halamanHubungan MRPheryekbangBelum ada peringkat
- Diskusi 2Dokumen3 halamanDiskusi 2Jeannet Fernanda Faradila MonimBelum ada peringkat
- Pembuatan Surat Ta, KP, Keterangan Aktif Fakultas Teknik PDFDokumen12 halamanPembuatan Surat Ta, KP, Keterangan Aktif Fakultas Teknik PDFErdin RamadhanBelum ada peringkat
- Sesi 6 SCHEDULING PRIORITY RULEDokumen10 halamanSesi 6 SCHEDULING PRIORITY RULEFurqon AlfarisiBelum ada peringkat
- Profil PerusahaanDokumen16 halamanProfil PerusahaanllidianaBelum ada peringkat
- SCAMPER Atau SKAMPER PDFDokumen20 halamanSCAMPER Atau SKAMPER PDFRikki AditiyaBelum ada peringkat
- Erp Pt. Garuda Food1Dokumen11 halamanErp Pt. Garuda Food1Ocy Ryu ChanBelum ada peringkat
- Sistem Penilaian Prestasi Kinerja KaryawanDokumen3 halamanSistem Penilaian Prestasi Kinerja Karyawannisha tiaraBelum ada peringkat
- l5 Akbi Crisbar-1Dokumen12 halamanl5 Akbi Crisbar-1Surya TofuBelum ada peringkat
- Ekonomi Teknik NewDokumen22 halamanEkonomi Teknik NewAska ZakiyaBelum ada peringkat
- IV Proses Pengembangan Produk BaruDokumen23 halamanIV Proses Pengembangan Produk BaruPrima RamadhaniBelum ada peringkat
- Latihan Soal Bab 5Dokumen2 halamanLatihan Soal Bab 5Rizky PutraBelum ada peringkat
- PT MayoraDokumen12 halamanPT MayoraDiivaaBelum ada peringkat
- Tugas Aplikasi Komputer Week 14Dokumen2 halamanTugas Aplikasi Komputer Week 14Diki Wahyu PratamaBelum ada peringkat
- K06-Business Model InnovationDokumen66 halamanK06-Business Model InnovationHasan Basri NBelum ada peringkat
- Tipe BIAYADokumen10 halamanTipe BIAYALulu Kartika SariBelum ada peringkat
- Menpas Bag CndyDokumen18 halamanMenpas Bag CndyCindy HosianiBelum ada peringkat
- Anggaran Neraca - Ristra Tamara - 141170314Dokumen8 halamanAnggaran Neraca - Ristra Tamara - 141170314ristra tamaraBelum ada peringkat
- Manajemen Pemasaran Es Krim Kulit PisangDokumen49 halamanManajemen Pemasaran Es Krim Kulit PisangNursyadar akbarBelum ada peringkat
- LAPRAK TLPB (Acara 1) ANAAAADokumen20 halamanLAPRAK TLPB (Acara 1) ANAAAASuryaBelum ada peringkat
- Laporan Praktikum TLPBDokumen10 halamanLaporan Praktikum TLPByuni anisyaBelum ada peringkat
- Tips memulai dan Mengembangkan Wirausaha ITDari EverandTips memulai dan Mengembangkan Wirausaha ITPenilaian: 3.5 dari 5 bintang3.5/5 (74)
- Luluk Saputri 201710301002 Laporan MagangDokumen120 halamanLuluk Saputri 201710301002 Laporan MagangFitraBelum ada peringkat
- Laporan Praktikum 6Dokumen44 halamanLaporan Praktikum 6FitraBelum ada peringkat
- Laporan Praktikum 5Dokumen39 halamanLaporan Praktikum 5FitraBelum ada peringkat
- Laporan Praktikum 4Dokumen18 halamanLaporan Praktikum 4FitraBelum ada peringkat
- Laporan Praktikum 3Dokumen88 halamanLaporan Praktikum 3FitraBelum ada peringkat
- PAPER - Prinsip Kerja MesinDokumen28 halamanPAPER - Prinsip Kerja MesinFitraBelum ada peringkat
- Laprak 11-DikonversiDokumen41 halamanLaprak 11-DikonversiFitraBelum ada peringkat