Anda mungkin juga menyukai
- PROTOKOL PEMBERSIHANDokumen10 halamanPROTOKOL PEMBERSIHANGusti Ayu ManikBelum ada peringkat
- Protokol PembasDokumen63 halamanProtokol PembasCang HaedarBelum ada peringkat
- Protokol Validasi ProsesDokumen12 halamanProtokol Validasi ProsesRefsya Azanti PutriBelum ada peringkat
- Validasi Pembersihan Mesin SFFSDokumen5 halamanValidasi Pembersihan Mesin SFFSAgung Fitria NugrahaBelum ada peringkat
- Protokol Validasi Proses MesinDokumen9 halamanProtokol Validasi Proses Mesinpenutupan apotekBelum ada peringkat
- Template Protokol N Report VerifikasiDokumen6 halamanTemplate Protokol N Report VerifikasiIrfan HadiBelum ada peringkat
- Protokol Validasi Pembersihan Dan LampiranDokumen10 halamanProtokol Validasi Pembersihan Dan LampiranSutama ArimbawaBelum ada peringkat
- KualifikasiDokumen15 halamanKualifikasiJeany YusianaBelum ada peringkat
- Protap Pengisian Batch RecordDokumen2 halamanProtap Pengisian Batch Recordeva riBelum ada peringkat
- Spesifikasi Produk Produk JadiDokumen3 halamanSpesifikasi Produk Produk JadiDian Indrawati SantosoBelum ada peringkat
- Protap Kasus 6Dokumen4 halamanProtap Kasus 6RagilBelum ada peringkat
- PMP AntasidaDokumen23 halamanPMP AntasidaDherick RismawanBelum ada peringkat
- M.16.06.3.0027 Protokol Validasi Metode Analisis Uji Potensi Antibiotik Gentamicin Rev 02Dokumen10 halamanM.16.06.3.0027 Protokol Validasi Metode Analisis Uji Potensi Antibiotik Gentamicin Rev 02Emir Zacky MaulanaBelum ada peringkat
- Laporan Pengkajian Mutu ProdukDokumen8 halamanLaporan Pengkajian Mutu ProdukNurul AnggrainiBelum ada peringkat
- Catatan Pemakaian Pembersihan Alat, Ruangan Dan LabelDokumen3 halamanCatatan Pemakaian Pembersihan Alat, Ruangan Dan LabelMuhammad FikriBelum ada peringkat
- Prosedur Kalibrasi TimbanganDokumen2 halamanProsedur Kalibrasi TimbanganNatural Malino indonesiaBelum ada peringkat
- Contoh Laporan Hasil Kualifikasi Kinerja AlatDokumen7 halamanContoh Laporan Hasil Kualifikasi Kinerja AlatfatimahBelum ada peringkat
- Instruksi Kerja Pemeriksaan Bahan Baku 3Dokumen1 halamanInstruksi Kerja Pemeriksaan Bahan Baku 3INDORAYA CRYSTAL ABADIBelum ada peringkat
- PERSYARATANDokumen33 halamanPERSYARATANItongs NawangBelum ada peringkat
- Lingkungan ProduksiDokumen27 halamanLingkungan ProduksiGusti KurniaBelum ada peringkat
- Spesifikasi Bahan Baku AktifDokumen2 halamanSpesifikasi Bahan Baku AktifSarah Chaidir100% (1)
- Laporan QCDokumen13 halamanLaporan QCNadiah Putri ShafiraBelum ada peringkat
- 01 SOP Quality Control Bahan BakuDokumen3 halaman01 SOP Quality Control Bahan Bakubeti laveaBelum ada peringkat
- Cat Pengemasan BatchDokumen3 halamanCat Pengemasan Batcheva riBelum ada peringkat
- Produk Kembalian AnalisisDokumen1 halamanProduk Kembalian Analisisaditya jrBelum ada peringkat
- Template Laporan Penyimpangan PDFDokumen4 halamanTemplate Laporan Penyimpangan PDFnurul rizqan septimaBelum ada peringkat
- Parameter Kritis Farindus LisaDokumen3 halamanParameter Kritis Farindus LisaRIZKAILLABelum ada peringkat
- Hal2 Yg Harus Diperhatikan Dan Alur Produksi TonerDokumen5 halamanHal2 Yg Harus Diperhatikan Dan Alur Produksi TonerNurislamiahBelum ada peringkat
- Validasi PembersihanDokumen46 halamanValidasi Pembersihanfitri indrawatiBelum ada peringkat
- Spesifikasi Produk Jadi InjeksiDokumen2 halamanSpesifikasi Produk Jadi InjeksiHerlita Putri SilalahiBelum ada peringkat
- Popp Cpob Jilid 1Dokumen47 halamanPopp Cpob Jilid 1Diah Intan PertiwiBelum ada peringkat
- Industri FarmasiDokumen61 halamanIndustri FarmasiNisa' Seftiana DewiBelum ada peringkat
- 06 00 003 00 Protap PenimbanganDokumen3 halaman06 00 003 00 Protap PenimbanganIqbal ChusnyBelum ada peringkat
- STABILITAS PROTOKOLDokumen2 halamanSTABILITAS PROTOKOLRangga Mandela50% (2)
- Catatan Pengujian Produk JadiDokumen2 halamanCatatan Pengujian Produk Jadibayu sagaraBelum ada peringkat
- Protokol Kualifikasi Kinerja Mesin SuppositoriaDokumen4 halamanProtokol Kualifikasi Kinerja Mesin SuppositoriaAgung Fitria NugrahaBelum ada peringkat
- Spesifikasi Bahan AwalDokumen1 halamanSpesifikasi Bahan AwalekinooristiqomahBelum ada peringkat
- Label Karantina Produk JadiDokumen1 halamanLabel Karantina Produk JadiChandra PradnyanaBelum ada peringkat
- Protokol Validasi PCTDokumen35 halamanProtokol Validasi PCTBetriNovitaBelum ada peringkat
- AL-GHUROBADokumen17 halamanAL-GHUROBAmazpoeghBelum ada peringkat
- Capa Dan Data Mapping SuhuDokumen15 halamanCapa Dan Data Mapping SuhuBerliana Okta MegaBelum ada peringkat
- Protap Sanitasi Dan Higiene Perorangan Di Ruang Kemas SkunderDokumen4 halamanProtap Sanitasi Dan Higiene Perorangan Di Ruang Kemas SkunderFarmasi Visi globalBelum ada peringkat
- Validasi PembersihanDokumen10 halamanValidasi PembersihanniaBelum ada peringkat
- BATCH RECORDDokumen2 halamanBATCH RECORDkartikaoctavia22Belum ada peringkat
- Tabel Pembersihan RuanganDokumen8 halamanTabel Pembersihan RuanganRahayuteuk ElfBelum ada peringkat
- Formulir Permohonan Ijin Fasilitas BersamaDokumen3 halamanFormulir Permohonan Ijin Fasilitas Bersamamuhammadalfian4258Belum ada peringkat
- 2.4 Format Catatan Perseorangan Tentang Pelatihan CPKBDokumen2 halaman2.4 Format Catatan Perseorangan Tentang Pelatihan CPKBofyBelum ada peringkat
- Pembuatan CAPA BPOMDokumen20 halamanPembuatan CAPA BPOMdarwan nurBelum ada peringkat
- Pedoman DipDokumen22 halamanPedoman DipAnonymous EzWvtrwVBelum ada peringkat
- Contoh Protap Pembersihan RuanganDokumen5 halamanContoh Protap Pembersihan RuanganWahyu Nusantara PutriBelum ada peringkat
- Salep AntibakteriDokumen4 halamanSalep AntibakteriNanang Abdul RohmanBelum ada peringkat
- Tabel Critical ProcessDokumen2 halamanTabel Critical ProcessKirana InasBelum ada peringkat
- LAPORAN VALIDASI PEMBERSIHANDokumen11 halamanLAPORAN VALIDASI PEMBERSIHANDea Anggreini YwrBelum ada peringkat
- Catatan Pengolahan Bets - MerylineDokumen13 halamanCatatan Pengolahan Bets - Merylinesheliadeviana100% (1)
- 5 Qa Ps 005 I 2023 Label PenandaanDokumen17 halaman5 Qa Ps 005 I 2023 Label PenandaanIndriani MauliddaBelum ada peringkat
- Bersihkan Ruang TimbangDokumen1 halamanBersihkan Ruang TimbangnancyBelum ada peringkat
- Spesifikasi Bahan BakuDokumen4 halamanSpesifikasi Bahan BakutrisnadewiBelum ada peringkat
- Spesifikasi Bahan Kemas Dan BahanDokumen4 halamanSpesifikasi Bahan Kemas Dan BahanArif RosmanaBelum ada peringkat
- PROTAPDokumen6 halamanPROTAPaprieBelum ada peringkat
- 1.2 Protokol Validasi Pembersihan Mesin Super Mixer SM-300 LDokumen14 halaman1.2 Protokol Validasi Pembersihan Mesin Super Mixer SM-300 LRirinBelum ada peringkat
- APOTEKERDokumen7 halamanAPOTEKERRirin0% (3)
- Perawatan PaliatifDokumen9 halamanPerawatan PaliatifSuci RomadhonaBelum ada peringkat
- REGULASI APOTEKERDokumen12 halamanREGULASI APOTEKERDilla Wulan Ningrum100% (1)
- MTSN 3 Jombang FormulirDokumen6 halamanMTSN 3 Jombang FormulirRirinBelum ada peringkat
- Pengelolaan Limbah Fasilitas KesehatanDokumen54 halamanPengelolaan Limbah Fasilitas KesehatanBidang PPLHBelum ada peringkat
- KMK No. HK.01.07-MENKES-4829-2021 TTG Pedoman Pelayanan Kesehatan Melalui Telemedicine Masa Pandemi COVID-19-SignDokumen22 halamanKMK No. HK.01.07-MENKES-4829-2021 TTG Pedoman Pelayanan Kesehatan Melalui Telemedicine Masa Pandemi COVID-19-SignPratiwi purnama80% (5)
- Prosedur Tetap Validasi Proses PembersihanDokumen11 halamanProsedur Tetap Validasi Proses PembersihanRirinBelum ada peringkat
- Pedoman Pencampuran Obat SuntikDokumen57 halamanPedoman Pencampuran Obat SuntikYayuk Abay Tambunan100% (5)
- EDUPHARMA Swamedikasi Liza PristiantyDokumen29 halamanEDUPHARMA Swamedikasi Liza PristiantyAnna ApriyantiBelum ada peringkat
- 1.2 Protokol Validasi Pembersihan Mesin Super Mixer SM-300 LDokumen14 halaman1.2 Protokol Validasi Pembersihan Mesin Super Mixer SM-300 LRirinBelum ada peringkat
- RUMAHSDokumen75 halamanRUMAHSMikhwanul JumarBelum ada peringkat
- OPTIMASI TELEFARMASIDokumen17 halamanOPTIMASI TELEFARMASIRabiatul AdawiyahBelum ada peringkat
- Fix Metrohm Indonesia - General Katalog 2021Dokumen32 halamanFix Metrohm Indonesia - General Katalog 2021RirinBelum ada peringkat
- Perawatan PaliatifDokumen9 halamanPerawatan PaliatifSuci RomadhonaBelum ada peringkat
- Protap Validasi Metode AnalisisDokumen10 halamanProtap Validasi Metode AnalisisRirinBelum ada peringkat
- 2.1 Protokol Validasi Metode Analisis Penetapan Kadar ........Dokumen5 halaman2.1 Protokol Validasi Metode Analisis Penetapan Kadar ........RirinBelum ada peringkat
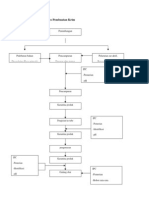
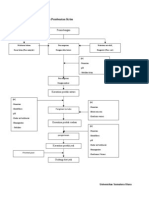
- Bagan Proses Pembuatan KrimDokumen1 halamanBagan Proses Pembuatan KrimRirinBelum ada peringkat
- Resertifikasi Aplikasi SIAPDokumen88 halamanResertifikasi Aplikasi SIAPRirinBelum ada peringkat
- SKB Farmasi-Apoteker PDFDokumen11 halamanSKB Farmasi-Apoteker PDFEprilita RuniatiBelum ada peringkat
- 101021-Prevent Nosocomial Infection With Single Used IVDokumen11 halaman101021-Prevent Nosocomial Infection With Single Used IVRirinBelum ada peringkat
- Permenkes No.1175 Menkes Per Viii 2010 Tentang Izin Produksi 2010Dokumen28 halamanPermenkes No.1175 Menkes Per Viii 2010 Tentang Izin Produksi 2010Rosyatul MunawwarohBelum ada peringkat
- Resertifikasi Aplikasi SIAPDokumen88 halamanResertifikasi Aplikasi SIAPRirinBelum ada peringkat
- 10.24 Tryout Ke-35 TKB Obat Dan FarmasiDokumen14 halaman10.24 Tryout Ke-35 TKB Obat Dan Farmasivalentino.mscg100% (3)
- Protap Pembersihan MIXERDokumen22 halamanProtap Pembersihan MIXERAura KamilahBelum ada peringkat
- Resertifikasi Aplikasi SIAPDokumen88 halamanResertifikasi Aplikasi SIAPRirinBelum ada peringkat
- Covid Vaccines Iai Kab MLG Okt2021rDokumen44 halamanCovid Vaccines Iai Kab MLG Okt2021rRirinBelum ada peringkat
- Visum EtrepertumDokumen2 halamanVisum EtrepertumRirinBelum ada peringkat
- Spektro MangostinDokumen5 halamanSpektro MangostinCamboy D' JablezBelum ada peringkat
- OPTIMALKAN PEMBUATANDokumen15 halamanOPTIMALKAN PEMBUATANYehuda Rahmanu PuteraBelum ada peringkat