Anda mungkin juga menyukai
- Laporan Tugas AkhirDokumen3 halamanLaporan Tugas Akhirnaomi jesiscaBelum ada peringkat
- 5799-16696-3-PB SterilizerDokumen8 halaman5799-16696-3-PB Sterilizerhmstoreml8Belum ada peringkat
- Babas GabehDokumen12 halamanBabas GabehHesty HeshesFebrianticitoyusBelum ada peringkat
- Undergraduate ThesesDokumen162 halamanUndergraduate ThesesafrizalsatyapBelum ada peringkat
- BAB VI Tugas Khusus Rio Dwi PradanaDokumen34 halamanBAB VI Tugas Khusus Rio Dwi PradanaMuhammad Rifky RamadhanBelum ada peringkat
- Laporan Pengolahan Kelapa Sawit Off-Grade by Arief DKKDokumen30 halamanLaporan Pengolahan Kelapa Sawit Off-Grade by Arief DKKFreddy SantaiiBelum ada peringkat
- 70-Article Text-200-1-10-20180322Dokumen7 halaman70-Article Text-200-1-10-20180322Mhd AldiansyahBelum ada peringkat
- Analisa Performa Kerja Sterilizer of Crude Palm OilDokumen12 halamanAnalisa Performa Kerja Sterilizer of Crude Palm OilfebrieBelum ada peringkat
- Agrisains Linda 6 2 CopyeditedDokumen5 halamanAgrisains Linda 6 2 CopyeditedHerwin Perdinan SimanjuntakBelum ada peringkat
- Uts PPKDokumen13 halamanUts PPKReky AlamsyahBelum ada peringkat
- Bab 1 Sampai Bab 3 TA Ruben 54Dokumen59 halamanBab 1 Sampai Bab 3 TA Ruben 54irfanBelum ada peringkat
- Makalah ThresherDokumen18 halamanMakalah Thresherlouis eunike100% (1)
- 2011-2-00561-AK Bab4001Dokumen33 halaman2011-2-00561-AK Bab4001irsanBelum ada peringkat
- Dalpro SemenDokumen21 halamanDalpro SemenIABNAIRBelum ada peringkat
- SterilizerDokumen20 halamanSterilizerOcto Goldwin TambaBelum ada peringkat
- Proposal PKL PKS PT PP LonsumDokumen17 halamanProposal PKL PKS PT PP Lonsumcitra sitompulBelum ada peringkat
- Bab I - Bab V NDokumen37 halamanBab I - Bab V NAdela Shofia100% (2)
- Laporan Penjernihan Air Waret Treatment Plant 1Dokumen45 halamanLaporan Penjernihan Air Waret Treatment Plant 1gintingmarlitaBelum ada peringkat
- Tugas Akhir Bindo (Icha)Dokumen9 halamanTugas Akhir Bindo (Icha)irfan jazuliBelum ada peringkat
- Case 2-Pabrik Mini Kelapa SawitDokumen7 halamanCase 2-Pabrik Mini Kelapa Sawitrilvimuhammad tio100% (1)
- Kelompok 5 - 2-TKPB - Laporan Praktikum Teknologi Pangan - Penggorengan Vakum PDFDokumen12 halamanKelompok 5 - 2-TKPB - Laporan Praktikum Teknologi Pangan - Penggorengan Vakum PDFMochamad RizalBelum ada peringkat
- 3.8. Pengolahan TBS Di PKSDokumen18 halaman3.8. Pengolahan TBS Di PKSIndri Yanti HidayatBelum ada peringkat
- Sterilizer Station 2Dokumen3 halamanSterilizer Station 2Madi SilalahiBelum ada peringkat
- Paper Pengolahan CPODokumen15 halamanPaper Pengolahan CPOnabila nurul nafisaBelum ada peringkat
- Bab 1 - 3 TgaDokumen29 halamanBab 1 - 3 TgaHikmal AbrarBelum ada peringkat
- Inti LaporanDokumen44 halamanInti LaporanOking_Hasbhi_2585Belum ada peringkat
- 1282-Article Text-2976-2-10-20210506Dokumen6 halaman1282-Article Text-2976-2-10-20210506S Narotama SiregarBelum ada peringkat
- Redho Andika 22322041 Quis TPSDokumen2 halamanRedho Andika 22322041 Quis TPSAryl JhiBelum ada peringkat
- Laporan Praktikum 1 TermoDokumen21 halamanLaporan Praktikum 1 TermoAde SetiawanBelum ada peringkat
- Bagaimana Pengolahan Limbah Dari Pabrik Kelapa Sawit IniDokumen5 halamanBagaimana Pengolahan Limbah Dari Pabrik Kelapa Sawit IniAziz RahmatullahBelum ada peringkat
- Fiqri Jauhari R EkonometrikaDokumen10 halamanFiqri Jauhari R Ekonometrikamasa.umktBelum ada peringkat
- Alat Kulit Durian BioetanolDokumen7 halamanAlat Kulit Durian BioetanolBritish PropolisBelum ada peringkat
- Vaccum FryingDokumen11 halamanVaccum FryingHilarius Ardi PutrantoBelum ada peringkat
- LaporanDokumen41 halamanLaporanEcho Ginting's100% (1)
- Laporan Praktikum Termodinamika 1Dokumen16 halamanLaporan Praktikum Termodinamika 1Anggita Fretty Lumban ToruanBelum ada peringkat
- 3925 10670 1 SMDokumen4 halaman3925 10670 1 SMzonialwizonialwiBelum ada peringkat
- (S Sterilizer) Kel 3 Grup e TMCDokumen15 halaman(S Sterilizer) Kel 3 Grup e TMCmrizkifahreza mrizkiBelum ada peringkat
- Laporan Umum KPDokumen47 halamanLaporan Umum KPfentiyuniartiBelum ada peringkat
- Kumpulan Laporan PKSDokumen50 halamanKumpulan Laporan PKSArii JonathanBelum ada peringkat
- Laporan Magang Jefri Damaiyansah NasutionDokumen62 halamanLaporan Magang Jefri Damaiyansah NasutionirvannurhadipurbaBelum ada peringkat
- 166-Article Text-657-1-10-20220627.en - IdDokumen7 halaman166-Article Text-657-1-10-20220627.en - Idkledek begangBelum ada peringkat
- Laporan Praktek Industri Kepala SawitDokumen37 halamanLaporan Praktek Industri Kepala SawitDicky Ceperist Pontianak100% (1)
- Blum Fix Makalah Kel.2 Perebusan CpoDokumen15 halamanBlum Fix Makalah Kel.2 Perebusan CpoGustina RomartiBelum ada peringkat
- Makalah RetortDokumen14 halamanMakalah RetortSeptian WinBelum ada peringkat
- ANALISA KEBUTUHAN UAP PADA STERILIZER PABRIK KELAPA SAWIT DENGAN LAMA PEREBUSAN 90 MENIT Tekad SitepuDokumen5 halamanANALISA KEBUTUHAN UAP PADA STERILIZER PABRIK KELAPA SAWIT DENGAN LAMA PEREBUSAN 90 MENIT Tekad SitepuReni Anggraini0% (1)
- Laporan Gabung 1-7 Azza AsriDokumen145 halamanLaporan Gabung 1-7 Azza AsriZemia Surbakti100% (2)
- BAB I Hendra NewDokumen7 halamanBAB I Hendra NewHendra AryantoBelum ada peringkat
- Makalah Pengolahan Limbah Produksi CpoDokumen17 halamanMakalah Pengolahan Limbah Produksi CpoAris ApriantoBelum ada peringkat
- BAB 1. PENDAHULUAN ProposlDokumen4 halamanBAB 1. PENDAHULUAN Proposllina NurfitriBelum ada peringkat
- Laporan Tugas Akhir HafitDokumen37 halamanLaporan Tugas Akhir HafitKafarizqi GhalizhPBelum ada peringkat
- Neraca Air Pabrik Cpo Dan KernelDokumen5 halamanNeraca Air Pabrik Cpo Dan KernelSri Nur100% (1)
- Tugas Khusus KilnDokumen15 halamanTugas Khusus KilnJonathan PowellBelum ada peringkat
- LaporanDokumen43 halamanLaporanNeneng JuhartiniBelum ada peringkat
- Teknik Asas Pembiakan Hibrid Ikan Keli Thailand (Clarias sp.)Dari EverandTeknik Asas Pembiakan Hibrid Ikan Keli Thailand (Clarias sp.)Penilaian: 5 dari 5 bintang5/5 (2)
- Ad - Art Mit GemilangDokumen18 halamanAd - Art Mit GemilangMasrikanBelum ada peringkat
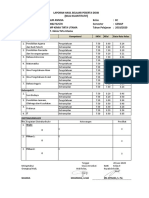
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- 0format PM 04 MIT GemilangDokumen8 halaman0format PM 04 MIT GemilangMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- Konsep Teknologi1Dokumen10 halamanKonsep Teknologi1teguharif6Belum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- RAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaDokumen4 halamanRAPORT 2019 2020 K-13 KELAS 8C SEM 2 Nur AnisaMasrikanBelum ada peringkat
- PENERAPAN TOTAL PRODUCTIVE MAINTENANCE (TPM) DENGAN MENGGUNAKAN METODE OVERALL EQUIPMENT EFFECTIVENESS-dikonversiDokumen76 halamanPENERAPAN TOTAL PRODUCTIVE MAINTENANCE (TPM) DENGAN MENGGUNAKAN METODE OVERALL EQUIPMENT EFFECTIVENESS-dikonversiMasrikanBelum ada peringkat
- Prinsip Kelistrikan Dan Instalasi ListrikDokumen6 halamanPrinsip Kelistrikan Dan Instalasi ListrikMasrikanBelum ada peringkat
- Ipa Kelas 7 PGDokumen5 halamanIpa Kelas 7 PGZainal M TBelum ada peringkat
- Contoh Proposal Skripsi Teknik MesinDokumen15 halamanContoh Proposal Skripsi Teknik Mesinhendra90_smi100% (6)
- Pengajuan Judul Tugas AkhirDokumen2 halamanPengajuan Judul Tugas AkhirMasrikanBelum ada peringkat
- 5 - WWW - Kherysuryawan.idDokumen1 halaman5 - WWW - Kherysuryawan.idAngki LikumahwaBelum ada peringkat
- Materi Prakarya Budidaya Pembenihan Ikan KonsumsiDokumen28 halamanMateri Prakarya Budidaya Pembenihan Ikan KonsumsiMasrikanBelum ada peringkat
- Pidato FayyadhDokumen3 halamanPidato FayyadhMasrikanBelum ada peringkat
- D. Pemeliharaan Ikan KonsumsiDokumen3 halamanD. Pemeliharaan Ikan KonsumsiAnis MardiyatiBelum ada peringkat
- A. Komiditas Ikan KonsumsiDokumen5 halamanA. Komiditas Ikan KonsumsiAnis MardiyatiBelum ada peringkat
- C. Persiapan Wadah Bididaya Ikan KonsumsiDokumen3 halamanC. Persiapan Wadah Bididaya Ikan KonsumsiAnis Mardiyati100% (2)
- Hakikat RezekiDokumen2 halamanHakikat RezekiMasrikanBelum ada peringkat
- Khutbah RezekiDokumen10 halamanKhutbah RezekiMasrikanBelum ada peringkat
- B. Sarana Dan Peralatan Budidaya (Pembesaran) Ikan KonsumsiDokumen3 halamanB. Sarana Dan Peralatan Budidaya (Pembesaran) Ikan KonsumsiAnis Mardiyati83% (6)