Anda mungkin juga menyukai
- Analisa Rancangan Sistem KanbanDokumen10 halamanAnalisa Rancangan Sistem KanbanRiza Surya MahendraBelum ada peringkat
- Jurnal Teknik IndustriDokumen18 halamanJurnal Teknik IndustriAkhmad Ali SaputraBelum ada peringkat
- 4066 9515 1 PBDokumen7 halaman4066 9515 1 PBAryo Fadilah32Belum ada peringkat
- Analisis Tata Letak Fasilitas Produksi Dengan MetoDokumen14 halamanAnalisis Tata Letak Fasilitas Produksi Dengan Metohelviana putriBelum ada peringkat
- 2496-Article Text-5685-1-10-20220718Dokumen10 halaman2496-Article Text-5685-1-10-20220718Azka Kaisy nur atikahBelum ada peringkat
- 2222 Lang6031037 Dbda TK1-W7-S11-R5 Team4Dokumen7 halaman2222 Lang6031037 Dbda TK1-W7-S11-R5 Team4Erna Ayu SumpenaBelum ada peringkat
- Referensi 1Dokumen2 halamanReferensi 1Jeremy ChrisBelum ada peringkat
- Estimasi Waktu Mesin FraisDokumen11 halamanEstimasi Waktu Mesin FraismialitaBelum ada peringkat
- Asistensi II Latbel - Muwaffaq Ahnaf Shididiq - D071191022Dokumen4 halamanAsistensi II Latbel - Muwaffaq Ahnaf Shididiq - D071191022Muwaffaq ShiddiqBelum ada peringkat
- Proposal Penelitian Kelompok 9Dokumen32 halamanProposal Penelitian Kelompok 9rafid arifBelum ada peringkat
- Randu Saputra - 1910816210013 - Tugas2ManufakturHijauDokumen5 halamanRandu Saputra - 1910816210013 - Tugas2ManufakturHijauRandu Brehenkk BallackshembilandBelum ada peringkat
- 255 1 SPDokumen13 halaman255 1 SPDimas 2016Belum ada peringkat
- Casban Dan Nelfiyanti 2019Dokumen14 halamanCasban Dan Nelfiyanti 2019Taufiq RahmanBelum ada peringkat
- Jurnal Rekayasa Dan Manajemen Sistem Industri Vol. 2 No. 6Dokumen10 halamanJurnal Rekayasa Dan Manajemen Sistem Industri Vol. 2 No. 6Enggar CesariniBelum ada peringkat
- Tugas Proposal - Metodologi PenelitianDokumen10 halamanTugas Proposal - Metodologi PenelitianFahruriza RamaBelum ada peringkat
- Gain SharingDokumen6 halamanGain SharingDian Febriyanto PutraBelum ada peringkat
- Evaluasi Sistem ProduksiDokumen4 halamanEvaluasi Sistem ProduksiSangLintangPanjerinoBelum ada peringkat
- Asistensi 1 Latbel - Yuli AsriantyDokumen3 halamanAsistensi 1 Latbel - Yuli AsriantyMuwaffaq ShiddiqBelum ada peringkat
- Analisis Peningkatan Produksi Menggunakan Metode Line BalancingDokumen34 halamanAnalisis Peningkatan Produksi Menggunakan Metode Line Balancinganon_532976064Belum ada peringkat
- 31-Article Text-81-1-10-20220409Dokumen12 halaman31-Article Text-81-1-10-20220409Rizky NasrullohBelum ada peringkat
- Review Jurnal Lean ManufacturingDokumen11 halamanReview Jurnal Lean ManufacturingElia FardiyaaBelum ada peringkat
- ID035Dokumen9 halamanID035Franciskus Febry AnggoroBelum ada peringkat
- An Integrated SmartDokumen10 halamanAn Integrated SmartNur AzlinaBelum ada peringkat
- Laporan PSIT 3Dokumen22 halamanLaporan PSIT 3Fani MedinaBelum ada peringkat
- Laporan PSIT 3Dokumen22 halamanLaporan PSIT 3Fani MedinaBelum ada peringkat
- Bab 1 Azis Comparative NEWDokumen4 halamanBab 1 Azis Comparative NEWAnda KepoBelum ada peringkat
- Tugas AkhirDokumen15 halamanTugas AkhirWhy SunteaBelum ada peringkat
- Proposal Skripsi 1Dokumen48 halamanProposal Skripsi 1Ryan MahrizaBelum ada peringkat
- 12Dokumen48 halaman12Mahdan Rizqi PratamaBelum ada peringkat
- ID Penerapan Metode 5s Dan Perancangan FasiDokumen7 halamanID Penerapan Metode 5s Dan Perancangan FasirohimBelum ada peringkat
- Tugas ESSAY or 1 Pertemuan 1Dokumen2 halamanTugas ESSAY or 1 Pertemuan 1Maulana HasanBelum ada peringkat
- Jurnal 5Dokumen12 halamanJurnal 5otwkayadanmampuBelum ada peringkat
- 324 742 1 PBDokumen8 halaman324 742 1 PBSelvi RahmadhaniBelum ada peringkat
- Penerapan Lean Manufacturing Untuk Mengurangi Produk Guardrail Di Pt. XXX Nanda Permana Vera PujaniDokumen19 halamanPenerapan Lean Manufacturing Untuk Mengurangi Produk Guardrail Di Pt. XXX Nanda Permana Vera PujaniRachmat GunawanBelum ada peringkat
- SmedDokumen12 halamanSmedAndi Irawan0% (1)
- 7597 14712 1 SMDokumen19 halaman7597 14712 1 SMsamawarohmaBelum ada peringkat
- Resume Fungsional Sesi 2Dokumen5 halamanResume Fungsional Sesi 2Sahrul Ramadan12Belum ada peringkat
- 1 PBDokumen11 halaman1 PBabdul rahman tongkalaBelum ada peringkat
- Latbel - Niko Pasongli - Modul 5Dokumen4 halamanLatbel - Niko Pasongli - Modul 5Muwaffaq ShiddiqBelum ada peringkat
- 4 +JRI+Aan+KhunaifiDokumen7 halaman4 +JRI+Aan+KhunaifiMuhammad Aflah ArsyandiBelum ada peringkat
- Analisis Perancangan Tataletak Fasilitas ProduksiDokumen10 halamanAnalisis Perancangan Tataletak Fasilitas ProduksieonniBelum ada peringkat
- 1 SMDokumen14 halaman1 SMAtur AjaBelum ada peringkat
- Makalah ProposalDokumen10 halamanMakalah ProposalPipit WijayantiBelum ada peringkat
- Bab1 03-119Dokumen6 halamanBab1 03-119buyung bahariBelum ada peringkat
- Jadwal Induk Produksi Dan Perhitungan Kebutuhan Kapasitas Untuk Pembuatan Styrofoam Di Pt. Beton Elemenindo PutraDokumen156 halamanJadwal Induk Produksi Dan Perhitungan Kebutuhan Kapasitas Untuk Pembuatan Styrofoam Di Pt. Beton Elemenindo PutraKARYAGATA MANDIRI92% (13)
- Contoh Penerapan KaizenDokumen2 halamanContoh Penerapan KaizenSasti Sastra M50% (2)
- Jurnal 1Dokumen79 halamanJurnal 1gilangBelum ada peringkat
- Analisa Peningkatan Efisiensi Assembly Line B Pada Bagian Main Line Dengan Metode Ranked Positional Weights Di Pt. XDokumen12 halamanAnalisa Peningkatan Efisiensi Assembly Line B Pada Bagian Main Line Dengan Metode Ranked Positional Weights Di Pt. XDian AndriliaBelum ada peringkat
- Analisis Efiktivitas Dan Efisiensi Penggunaan Mesin ProduksiDokumen21 halamanAnalisis Efiktivitas Dan Efisiensi Penggunaan Mesin Produksihaerul amriBelum ada peringkat
- Ricky Cindy (361741311112) JITDokumen3 halamanRicky Cindy (361741311112) JITAprilia Rosita SariBelum ada peringkat
- 376-Article Text-683-1-10-2022080)Dokumen11 halaman376-Article Text-683-1-10-2022080)Wiwin Hermansyah PanjaitantBelum ada peringkat
- Bengkel Bubut Pratama W7 RDokumen13 halamanBengkel Bubut Pratama W7 RFahmiBelum ada peringkat
- Contoh Perusahaan Yang MenerapkanDokumen2 halamanContoh Perusahaan Yang MenerapkanasnimarBelum ada peringkat
- Prapro LekDokumen7 halamanPrapro LekImamBelum ada peringkat
- Contoh Perusahaan Yang MenerapkanDokumen2 halamanContoh Perusahaan Yang MenerapkanasnimarBelum ada peringkat
- BPMNDokumen10 halamanBPMNdeni heryantoBelum ada peringkat
- Analisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisDari EverandAnalisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Pendekatan sederhana untuk SEO: Bagaimana memahami dasar-dasar optimasi mesin pencari dengan cara yang sederhana dan praktis melalui jalur penemuan non-spesialis untuk semua orangDari EverandPendekatan sederhana untuk SEO: Bagaimana memahami dasar-dasar optimasi mesin pencari dengan cara yang sederhana dan praktis melalui jalur penemuan non-spesialis untuk semua orangBelum ada peringkat
- Makalah Pembuatan Velg RacingDokumen22 halamanMakalah Pembuatan Velg RacingAbdul Khofir Harjosari67% (3)
- Ridwan Setiawan TBSM 1Dokumen18 halamanRidwan Setiawan TBSM 1Ridwan SetiawanBelum ada peringkat
- TM 2701 AbstrakDokumen1 halamanTM 2701 AbstrakRidwan SetiawanBelum ada peringkat
- Ridwan Setiawan XI-TBSM 1Dokumen34 halamanRidwan Setiawan XI-TBSM 1Ridwan SetiawanBelum ada peringkat
- Tugas Makalah PPKNDokumen52 halamanTugas Makalah PPKNRidwan SetiawanBelum ada peringkat
- Ridwan Setiawan TBSM 1 Tugas MTKDokumen8 halamanRidwan Setiawan TBSM 1 Tugas MTKRidwan SetiawanBelum ada peringkat
- Ridwan Setiawan XII-TBSM 1 ADokumen15 halamanRidwan Setiawan XII-TBSM 1 ARidwan SetiawanBelum ada peringkat
- Ridha Aulia Azahra XI Akutansi 2Dokumen5 halamanRidha Aulia Azahra XI Akutansi 2Ridwan SetiawanBelum ada peringkat
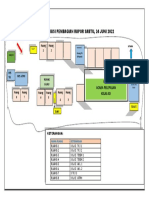
- Denah Pembagian RaporDokumen1 halamanDenah Pembagian RaporRidwan SetiawanBelum ada peringkat
- Proposal Rencana Usaha Pembuatan Velg RaDokumen14 halamanProposal Rencana Usaha Pembuatan Velg RaRidwan SetiawanBelum ada peringkat
- Paper ArinDokumen9 halamanPaper ArinRidwan SetiawanBelum ada peringkat