Anda mungkin juga menyukai
- Bagian 1 ContohDokumen32 halamanBagian 1 ContohSWNCYANIDABelum ada peringkat
- BM - Chapter 1 - Prinsip ManajemenDokumen23 halamanBM - Chapter 1 - Prinsip ManajemenWeshopta100% (1)
- Analisis Faktorfaktor Yg Mmpengaruhi Perilaku Konsmn THDP Mnat Beli SamsungDokumen75 halamanAnalisis Faktorfaktor Yg Mmpengaruhi Perilaku Konsmn THDP Mnat Beli SamsungMark JonesBelum ada peringkat
- Tugas 1 BiDokumen2 halamanTugas 1 BiOm Seto Mulyono100% (2)
- Tugas 2 Bhs IndonesaiaDokumen2 halamanTugas 2 Bhs IndonesaiaKhoirur RoziqinBelum ada peringkat
- Naskah Bing4432 tmk2 1Dokumen1 halamanNaskah Bing4432 tmk2 1Ryu Ko KozawaBelum ada peringkat
- Analisis Naratif Konsep Diri Dalam Film Imperfect - Karier, Cinta Dan TimbanganDokumen164 halamanAnalisis Naratif Konsep Diri Dalam Film Imperfect - Karier, Cinta Dan TimbanganJeremyOTBelum ada peringkat
- Strategi IntiDokumen5 halamanStrategi IntiHardiansyah SiregarBelum ada peringkat
- LN07-LANG6031-Artikel Ilmiah Dan Karangan Ilmiah PopulerDokumen11 halamanLN07-LANG6031-Artikel Ilmiah Dan Karangan Ilmiah Populerhesty dimasBelum ada peringkat
- Humanisme Transendental Dalam Bahasa IndonesiaDokumen2 halamanHumanisme Transendental Dalam Bahasa IndonesiaZikri AffandiBelum ada peringkat
- ArtikelDokumen13 halamanArtikelAulia Putri Srie WardaniBelum ada peringkat
- Sat 1 - Adpu4217 Organisasi Dan ManajemenDokumen17 halamanSat 1 - Adpu4217 Organisasi Dan ManajemenerminiBelum ada peringkat
- Bca Innovation Canvas: Pundigita LOKDokumen4 halamanBca Innovation Canvas: Pundigita LOKmohammad abduhBelum ada peringkat
- Proposal Program TelevisDokumen4 halamanProposal Program TelevisMing MusliminBelum ada peringkat
- RenaldiSyahdanRamadan 045335248 T1 Bhs InggrisDokumen5 halamanRenaldiSyahdanRamadan 045335248 T1 Bhs Inggrismeithia gianaBelum ada peringkat
- Strategi Media Relations PT Semen Indone 1a72ba25Dokumen23 halamanStrategi Media Relations PT Semen Indone 1a72ba25Aiman AzhariBelum ada peringkat
- Tugas PPT MSDM The ImpactDokumen10 halamanTugas PPT MSDM The ImpactDede HaBeBelum ada peringkat
- PRESEPSIDokumen13 halamanPRESEPSIevha dhevitBelum ada peringkat
- Kurniawati Buton (Pengertian Logika)Dokumen16 halamanKurniawati Buton (Pengertian Logika)LuyBelum ada peringkat
- Tugas 3 Ade Ning TyasDokumen7 halamanTugas 3 Ade Ning TyasLela lelaBelum ada peringkat
- Makalah Manajemen SDM2Dokumen13 halamanMakalah Manajemen SDM2akai shuichiBelum ada peringkat
- Faktor Keberhasilan Kritis Untuk Implementasi ErpDokumen26 halamanFaktor Keberhasilan Kritis Untuk Implementasi ErpFitri AzwanBelum ada peringkat
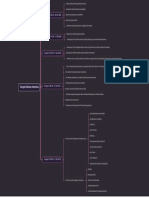
- Mind Mapping Kongres Bhs IndonesiaDokumen1 halamanMind Mapping Kongres Bhs IndonesiaNovitaBelum ada peringkat
- Tugas 5 Corporate Culture (Kel. IV)Dokumen16 halamanTugas 5 Corporate Culture (Kel. IV)Herrik YuzaBelum ada peringkat
- PARAGRAFDokumen13 halamanPARAGRAFLavenia UlandariBelum ada peringkat
- Tugas 1Dokumen2 halamanTugas 1Aviasi KrisnugrohoBelum ada peringkat
- New SPIPDokumen15 halamanNew SPIPAbu Taamir100% (1)
- Aplikasi Pembelajaran Hardware Komputer Berbasis Multimedia SkripsiDokumen15 halamanAplikasi Pembelajaran Hardware Komputer Berbasis Multimedia SkripsiMuttaqinBelum ada peringkat
- Budaya Perusahaan Jepang Vs AmerikaDokumen15 halamanBudaya Perusahaan Jepang Vs AmerikaPutri NingsihBelum ada peringkat
- Bab 2 Siklus MP-R1Dokumen20 halamanBab 2 Siklus MP-R1DESI RIDABelum ada peringkat
- Sesat PikirDokumen23 halamanSesat PikirAdya SimanjuntakBelum ada peringkat
- Tugas Modul 5Dokumen3 halamanTugas Modul 5Kim WooBelum ada peringkat
- Diskusi 2 Bahasa Inggris Ratri Ananda PutriDokumen2 halamanDiskusi 2 Bahasa Inggris Ratri Ananda PutriIchsan RamadhanBelum ada peringkat
- Katalog UT Non Pendas 2013E2 Fakultas Ilmu Sosial Dan Ilmu Politik FISIPDokumen60 halamanKatalog UT Non Pendas 2013E2 Fakultas Ilmu Sosial Dan Ilmu Politik FISIPLuckyoluz Ramanda MsiBelum ada peringkat
- Sistem Informasi ManajemenDokumen9 halamanSistem Informasi ManajemenfraciliaBelum ada peringkat
- Materi 2 - RioDokumen2 halamanMateri 2 - Riograce jianzhouBelum ada peringkat
- Makalah Sumber Daya ManusiaDokumen10 halamanMakalah Sumber Daya ManusiaUlly NurfakniBelum ada peringkat
- Diskusi 5Dokumen2 halamanDiskusi 5tax susantoBelum ada peringkat
- Tugas 1 Metode Penelitian Bisnis (Neuke Mora Della Munthe, 530025455)Dokumen2 halamanTugas 1 Metode Penelitian Bisnis (Neuke Mora Della Munthe, 530025455)Neuke Mora Della MuntheBelum ada peringkat
- 3 Prinsip Desain Layout Seleksi LagiDokumen54 halaman3 Prinsip Desain Layout Seleksi Lagiputra haqiqiBelum ada peringkat
- Khutbah Idul FitriDokumen3 halamanKhutbah Idul FitriSyafi'ul UlumBelum ada peringkat
- ADBI4443 Tugas 1Dokumen4 halamanADBI4443 Tugas 1Muhammmad Ilham AzwariBelum ada peringkat
- Tigas Perusahaan MultinasionalDokumen3 halamanTigas Perusahaan MultinasionalYulia LiaBelum ada peringkat
- Makalah Bhs Madura Kel 4 Jenis Mofofonemis (Rohikil M) Fix-DikonversiDokumen14 halamanMakalah Bhs Madura Kel 4 Jenis Mofofonemis (Rohikil M) Fix-DikonversiAurelie Arda FaradhiBelum ada peringkat
- Karya Ilmiah Magang PLNDokumen20 halamanKarya Ilmiah Magang PLNLaily RamadhiniBelum ada peringkat
- Bab 1Dokumen9 halamanBab 102Ahmad Muhsinudin IshabbiBelum ada peringkat
- Tugas Media CetakDokumen6 halamanTugas Media CetakDiana KinBelum ada peringkat
- BUKU IV-B-shiDokumen50 halamanBUKU IV-B-shiNurul Izzah100% (1)
- Analisis Sensitivitas & Titik ImpasDokumen6 halamanAnalisis Sensitivitas & Titik ImpasToni IsbandiBelum ada peringkat
- Kebijakan MoneterDokumen31 halamanKebijakan MoneterIlham Arif IhsaniBelum ada peringkat
- Persediaan Pengaman (Safety Stock)Dokumen10 halamanPersediaan Pengaman (Safety Stock)asdykBelum ada peringkat
- Tugas Ke 1 (Pendidikan Agama Islam)Dokumen5 halamanTugas Ke 1 (Pendidikan Agama Islam)Negeri BandingBelum ada peringkat
- Bab IiDokumen44 halamanBab IiParamitha Rosa DamayantiBelum ada peringkat
- SKB Pawon Kue FixDokumen131 halamanSKB Pawon Kue FixRiana FatmawatiBelum ada peringkat
- Quiz Komunikasi BisnisDokumen1 halamanQuiz Komunikasi BisnisOdeneska PurbaBelum ada peringkat
- Dinamika PenerjemahanDokumen18 halamanDinamika PenerjemahanViki Afrina0% (1)
- Manajemen Pelayana UmumDokumen8 halamanManajemen Pelayana UmumKakang Lukmanul HakimBelum ada peringkat
- NB XCHJKLLLLLLKBVCVBKL LKJBVBNM,.,M ,................................., M NMKLDokumen114 halamanNB XCHJKLLLLLLKBVCVBKL LKJBVBNM,.,M ,................................., M NMKLRizky Rian SaputraBelum ada peringkat
- Hendra N EfendiDokumen8 halamanHendra N EfendiSaadhaBelum ada peringkat
- A. Sejarah FMEA (Failure Modes and Effect Analysis)Dokumen25 halamanA. Sejarah FMEA (Failure Modes and Effect Analysis)Mtq IkapshBelum ada peringkat
- (Effect of Type of Packaging Material On Physical Quality When TransportingDokumen10 halaman(Effect of Type of Packaging Material On Physical Quality When TransportingC2Galih Dzaky FadhlurrohmanBelum ada peringkat
- Strategi Pemasaran Produk "Tempe Samodra" Kelurahan Mojosongo, Kecamatan Jebres, Kota SurakartaDokumen12 halamanStrategi Pemasaran Produk "Tempe Samodra" Kelurahan Mojosongo, Kecamatan Jebres, Kota SurakartaC2Galih Dzaky FadhlurrohmanBelum ada peringkat
- Lapsem Acara 5 - B7 - Galih Dzaky Fadhlurrohman - 12829Dokumen6 halamanLapsem Acara 5 - B7 - Galih Dzaky Fadhlurrohman - 12829C2Galih Dzaky FadhlurrohmanBelum ada peringkat
- Lapsem Acara 6 - B7 - Galih Dzaky Fadhlurrohman - 12829Dokumen5 halamanLapsem Acara 6 - B7 - Galih Dzaky Fadhlurrohman - 12829C2Galih Dzaky FadhlurrohmanBelum ada peringkat
- Lapsem Acara 3 - B7 - Galih Dzaky Fadhlurrohman - 12829Dokumen32 halamanLapsem Acara 3 - B7 - Galih Dzaky Fadhlurrohman - 12829C2Galih Dzaky FadhlurrohmanBelum ada peringkat
- Lapsem Acara 4 - B7 - Galih Dzaky Fadhlurrohman - 12829Dokumen5 halamanLapsem Acara 4 - B7 - Galih Dzaky Fadhlurrohman - 12829C2Galih Dzaky FadhlurrohmanBelum ada peringkat
- Laporan Praktikum Pemasaran Acara 2Dokumen5 halamanLaporan Praktikum Pemasaran Acara 2C2Galih Dzaky FadhlurrohmanBelum ada peringkat