Anda mungkin juga menyukai
- DHU RefurbishmentDokumen29 halamanDHU RefurbishmentJofanny Ferdian RahmansyahBelum ada peringkat
- Rks Mekanikal ElektrikalDokumen22 halamanRks Mekanikal ElektrikalIdb NamiraBelum ada peringkat
- RAB-SEMINYAKDokumen7 halamanRAB-SEMINYAKTarihoran EkoBelum ada peringkat
- Prosedur Repair Welding Teluk KabungDokumen7 halamanProsedur Repair Welding Teluk Kabungabdul1207100% (2)
- Prosedur Dan Metode Kerja KonstruksiDokumen31 halamanProsedur Dan Metode Kerja KonstruksiFire FighterBelum ada peringkat
- PENGADAAN JASA INTERKONEKSI CLUSTER H-CS & PEMIPAAN JALUR PIPA DARI SUMUR UBL 56/C6 KE JALUR HEADER CLUSTER C AREA ULUBELU - PROSEDUR HYDROSTATIC TESTDokumen21 halamanPENGADAAN JASA INTERKONEKSI CLUSTER H-CS & PEMIPAAN JALUR PIPA DARI SUMUR UBL 56/C6 KE JALUR HEADER CLUSTER C AREA ULUBELU - PROSEDUR HYDROSTATIC TESTALWI KARYABelum ada peringkat
- Sop Pengelasan Weldolet (Pakai)Dokumen4 halamanSop Pengelasan Weldolet (Pakai)ALWI KARYABelum ada peringkat
- Uji Tak Rusak Metode Penetrant TestDokumen17 halamanUji Tak Rusak Metode Penetrant TestBagusElokBelum ada peringkat
- UBL3&4-PH-EnG-MTD-01 - R1 Metode Pekerjaan Pondasi Power House (FC)Dokumen16 halamanUBL3&4-PH-EnG-MTD-01 - R1 Metode Pekerjaan Pondasi Power House (FC)rani wulansariBelum ada peringkat
- Proses Fabrikasi Shell Pada VesselDokumen2 halamanProses Fabrikasi Shell Pada Vesselwisnuadi63100% (1)
- Form WQTDokumen1 halamanForm WQTZainudinBelum ada peringkat
- Metoda Kerja Pekerjaan Cable Trench ExcavationDokumen2 halamanMetoda Kerja Pekerjaan Cable Trench ExcavationFauzi MzBelum ada peringkat
- (Supplementary - C) Construction PlanDokumen37 halaman(Supplementary - C) Construction PlandeludelBelum ada peringkat
- FAT Air Compressor ProcedureDokumen8 halamanFAT Air Compressor ProcedureAgus SuriptoBelum ada peringkat
- Diameter Pipa Tegak SprinklerDokumen19 halamanDiameter Pipa Tegak SprinklerAn LiforneBelum ada peringkat
- 008 - Installasi Air Kotor, Ait Bekas Dan VentingDokumen2 halaman008 - Installasi Air Kotor, Ait Bekas Dan VentingRony LesbtBelum ada peringkat
- Format Inspeksi Pekerjaan TeleponDokumen1 halamanFormat Inspeksi Pekerjaan TeleponLiberthaMatiusBelum ada peringkat
- Prosedur Repair Coating Rev 29-03-23Dokumen13 halamanProsedur Repair Coating Rev 29-03-23Junaidin MBelum ada peringkat
- Fire HydrantDokumen4 halamanFire HydrantAlif GhazaliBelum ada peringkat
- Test Rendam Vivaru Lt. 4Dokumen2 halamanTest Rendam Vivaru Lt. 4Ranto FarjaBelum ada peringkat
- Las ListrikDokumen31 halamanLas ListrikbebBelum ada peringkat
- PIPING SPECIFICATIONDokumen23 halamanPIPING SPECIFICATIONsendyBelum ada peringkat
- Metode Strategi Pelaksanaan Pekerjaan Piping System BBS Rev 2Dokumen21 halamanMetode Strategi Pelaksanaan Pekerjaan Piping System BBS Rev 2Parjo MamenBelum ada peringkat
- 15 Tki PM Control ValveDokumen5 halaman15 Tki PM Control ValvedersonBelum ada peringkat
- Pengujian Tekanan (SNI 7511)Dokumen3 halamanPengujian Tekanan (SNI 7511)Bubu Keke Caca100% (1)
- Repair Damage Coating RevDokumen8 halamanRepair Damage Coating Revwandinuari100% (1)
- Prosedur Penggalian TanahDokumen2 halamanProsedur Penggalian Tanahsurya adi wijayaBelum ada peringkat
- Pekerjaan Instalasi Penerangan & Stop KontakDokumen18 halamanPekerjaan Instalasi Penerangan & Stop Kontakwahyu widartoBelum ada peringkat
- PRC-WRK-JAR-QAQC - 29 Rev. 0 Shop Inspection and Test Plan For Steel StructureDokumen7 halamanPRC-WRK-JAR-QAQC - 29 Rev. 0 Shop Inspection and Test Plan For Steel StructuredullahnurkalimBelum ada peringkat
- RKS - UP-Cleaning-Tanki-47T511-ACDF-dan-47T-522 - 2023-2024 - Rev.0Dokumen24 halamanRKS - UP-Cleaning-Tanki-47T511-ACDF-dan-47T-522 - 2023-2024 - Rev.0fachriBelum ada peringkat
- Quality Plan - PlumbingDokumen1 halamanQuality Plan - PlumbingNIA E KURNIA HSBelum ada peringkat
- ADK SOP CS 011 Install Pipe SupportDokumen5 halamanADK SOP CS 011 Install Pipe SupportTan AbdurrahmanBelum ada peringkat
- SOP Purg1ng Gas N2Dokumen5 halamanSOP Purg1ng Gas N2Uncle Language100% (1)
- Painting Procedure IstekDokumen12 halamanPainting Procedure IstekBayu PutraBelum ada peringkat
- Contoh Form Dokumentasi ProyekDokumen97 halamanContoh Form Dokumentasi ProyekALFISYAHRI LUBISBelum ada peringkat
- QP ElektronikDokumen20 halamanQP ElektronikSiti Rojanah FidiyatiBelum ada peringkat
- RUGlue - Lem Pipa uPVC Terbaik untuk Sambungan yang Kuat dan Tahan LamaDokumen6 halamanRUGlue - Lem Pipa uPVC Terbaik untuk Sambungan yang Kuat dan Tahan Lamario EXTRACTION arifinBelum ada peringkat
- JAS-EPC-WKSAI-00-Q0-PL-005 Inspection and Test Plan Piping Work REV.CDokumen5 halamanJAS-EPC-WKSAI-00-Q0-PL-005 Inspection and Test Plan Piping Work REV.Csugeng wahyudiBelum ada peringkat
- Monitoring Progress - Proyek PLN Incorporated 20012023Dokumen2 halamanMonitoring Progress - Proyek PLN Incorporated 20012023SDN KaradenanBelum ada peringkat
- Stadar Pipa ASTMDokumen2 halamanStadar Pipa ASTMKhairuddin KhBelum ada peringkat
- Prosedur Pembongkaran Pipa Existing Dan Pemasangan Pipa Baru - Rev-ADokumen5 halamanProsedur Pembongkaran Pipa Existing Dan Pemasangan Pipa Baru - Rev-Apatrapratama.jmbBelum ada peringkat
- SOP 03-507, Hot TappingDokumen10 halamanSOP 03-507, Hot TappingMoch AnwarBelum ada peringkat
- JRG-LGS-QC-PRD-018 - Prosedur ComisioningDokumen10 halamanJRG-LGS-QC-PRD-018 - Prosedur ComisioningIvanAnggiKharismaBelum ada peringkat
- SOP Pemasangan Plumbing - Imam Pujo SusenoDokumen6 halamanSOP Pemasangan Plumbing - Imam Pujo SusenoImam Pujo SusenoBelum ada peringkat
- Installation PipingDokumen23 halamanInstallation PipingPhilip EffendyBelum ada peringkat
- Standard Operating Procedure FOR Testing Valve: Dengan Menggunakan Media UdaraDokumen6 halamanStandard Operating Procedure FOR Testing Valve: Dengan Menggunakan Media UdararizkiBelum ada peringkat
- Pipe SupportDokumen1 halamanPipe SupportDewAngga YudistiraBelum ada peringkat
- SISTEM PLUMBING AIR MINUMDokumen31 halamanSISTEM PLUMBING AIR MINUMWahyu HidayatBelum ada peringkat
- Jack Up DaruratDokumen7 halamanJack Up Daruratabdul1207Belum ada peringkat
- ConstructionDokumen22 halamanConstructionsendyBelum ada peringkat
- Spek Teknis Fire Fighting - AresDokumen20 halamanSpek Teknis Fire Fighting - Aresdhani7Belum ada peringkat
- Specification for Coating and Wrapping of Underground Steel PipeDokumen9 halamanSpecification for Coating and Wrapping of Underground Steel PipeJoker UnrealBelum ada peringkat
- Crane Inspection ChecklistDokumen4 halamanCrane Inspection ChecklistFahmi AdityaBelum ada peringkat
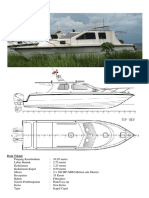
- Speed Boat Fiberglass 10 Meter 200 HPDokumen2 halamanSpeed Boat Fiberglass 10 Meter 200 HPMuhammad SaifullahBelum ada peringkat
- Hydrant KawasanDokumen1 halamanHydrant KawasansupriBelum ada peringkat
- Dok Comisioning Pipa BbsDokumen8 halamanDok Comisioning Pipa BbsDarmawanBelum ada peringkat
- Checklist PengecoranDokumen1 halamanChecklist Pengecoranjhoel abaaBelum ada peringkat
- Pe19-4690-Doc-q400 - Metode Kerja Erection BajaDokumen21 halamanPe19-4690-Doc-q400 - Metode Kerja Erection Bajareni malindaBelum ada peringkat
- DUCTINGDokumen15 halamanDUCTINGRiski Saputra100% (1)
- WMS Hot WorkDokumen14 halamanWMS Hot WorkBro KichyBelum ada peringkat
- WMS Loading UnloadingDokumen16 halamanWMS Loading Unloadingreni malindaBelum ada peringkat
- Jadwal Piket Kelas V.B 2022-2023Dokumen1 halamanJadwal Piket Kelas V.B 2022-2023reni malindaBelum ada peringkat
- 51 Buku Mutasi MuridDokumen1 halaman51 Buku Mutasi Muridreni malindaBelum ada peringkat
- Jadwal Pelajaran V.B 2022-2023Dokumen5 halamanJadwal Pelajaran V.B 2022-2023reni malindaBelum ada peringkat