Anda mungkin juga menyukai
- LAPORANDokumen124 halamanLAPORANAurora Snow100% (1)
- Steam BolierDokumen14 halamanSteam BolierDaniel Aida100% (1)
- BoilerDokumen97 halamanBoilerAgustine SetiawanBelum ada peringkat
- (Maintenance) Pada Boiler Water TubeDokumen13 halaman(Maintenance) Pada Boiler Water TubeASWINBelum ada peringkat
- Tugas Perawatan Absorber Recirculation Pump ARP DR. Bambang K PDFDokumen23 halamanTugas Perawatan Absorber Recirculation Pump ARP DR. Bambang K PDFLukman Aman Ilmuwan CendekiawanBelum ada peringkat
- MemeDokumen40 halamanMemeIvo Agustus Fei's Simare-mareBelum ada peringkat
- Tes Safety Valve BoilerDokumen18 halamanTes Safety Valve BoilerdhaniBelum ada peringkat
- Psikotest MantapDokumen42 halamanPsikotest MantapRecta TidarBelum ada peringkat
- BAB 3 - BoilerDokumen6 halamanBAB 3 - BoilerArifuddin NurdinBelum ada peringkat
- Bagian Komponen Ketel Uap BoilerDokumen9 halamanBagian Komponen Ketel Uap BoilerOdhieBelum ada peringkat
- Pemriksaan Dan Pengujian Bejana TekanDokumen9 halamanPemriksaan Dan Pengujian Bejana TekanroisBelum ada peringkat
- Special Tool Supporting Device Untuk Pemutar Poros Turbin - GeneratorDokumen39 halamanSpecial Tool Supporting Device Untuk Pemutar Poros Turbin - GeneratorDadang Edy Kurniawan, S.TBelum ada peringkat
- Materi KondensorDokumen7 halamanMateri KondensorFadli FadliBelum ada peringkat
- Cara Penyambungan PipaDokumen24 halamanCara Penyambungan PipaAlfadinoBelum ada peringkat
- Analisa Kerusakan Pipa CFB Boiler Untuk MenentukanDokumen6 halamanAnalisa Kerusakan Pipa CFB Boiler Untuk Menentukantri_purwadiBelum ada peringkat
- Penggerak Mula Motor BakarDokumen43 halamanPenggerak Mula Motor BakarfebriBelum ada peringkat
- 4juni07 Laporan Pemeriksaan Thrust Bearing Turbin PLTU2Dokumen4 halaman4juni07 Laporan Pemeriksaan Thrust Bearing Turbin PLTU2bambang supiatnoBelum ada peringkat
- Laporan Kerja Praktek PT. GMF AeroAsia (Guntur Kurniawan) PDFDokumen56 halamanLaporan Kerja Praktek PT. GMF AeroAsia (Guntur Kurniawan) PDFGuntur Kurni Awan BoZtom75% (4)
- ASMEDokumen6 halamanASMEEric Afrizal SimanungkalitBelum ada peringkat
- Kel 2 - PG PUBTDokumen9 halamanKel 2 - PG PUBTHana SyakiraBelum ada peringkat
- Peraturan Uap 1930Dokumen61 halamanPeraturan Uap 1930Pariwisata CevestBelum ada peringkat
- Contoh Soal Tts Pengetahuan Bahan TeknikDokumen3 halamanContoh Soal Tts Pengetahuan Bahan TeknikAngga Meigi VentaBelum ada peringkat
- Proses Kerja Fire Tube BoilerDokumen7 halamanProses Kerja Fire Tube BoilerUky AkyBelum ada peringkat
- Perancangan Sistem Pendingin PDFDokumen150 halamanPerancangan Sistem Pendingin PDFGalihley GalihBelum ada peringkat
- Confined SpaceDokumen3 halamanConfined SpaceDewangga LazuardiBelum ada peringkat
- Alignment Coupling Rotating EquipmentDokumen2 halamanAlignment Coupling Rotating EquipmentHalim IrhamiBelum ada peringkat
- Pompa Sentri FugalDokumen101 halamanPompa Sentri FugalBudi Imam Suhada100% (1)
- Bahan II IMO Model Course 2,07Dokumen8 halamanBahan II IMO Model Course 2,07Wahyu Muhamad RomadoniBelum ada peringkat
- Pemeliharaan Turbin Dan Generator UapDokumen14 halamanPemeliharaan Turbin Dan Generator UapFadli FadliBelum ada peringkat
- Compresor ReciprocatingDokumen86 halamanCompresor ReciprocatingZynAbidin50% (2)
- Fungsi Dan Klasifikasi BoilerDokumen63 halamanFungsi Dan Klasifikasi BoilerMohammad Rifqi100% (1)
- Pengujian Tidak Merusak Ketel UapDokumen22 halamanPengujian Tidak Merusak Ketel UapnurbiyusnainiBelum ada peringkat
- Failure Analysis Journal BearingDokumen5 halamanFailure Analysis Journal Bearingal fathinBelum ada peringkat
- Mekanisme Deklarasi PembangkitDokumen27 halamanMekanisme Deklarasi PembangkitDeny Bagus PrasetyoBelum ada peringkat
- Metode Struktur Al Quran BU SusiDokumen2 halamanMetode Struktur Al Quran BU SusiediBelum ada peringkat
- Je Har Boiler PltuDokumen8 halamanJe Har Boiler PltuJenderalKancilBelum ada peringkat
- Diagram Alur Proses PLTU PAITONDokumen16 halamanDiagram Alur Proses PLTU PAITONanon_859877685Belum ada peringkat
- Makalah Komponen Ketel UapDokumen13 halamanMakalah Komponen Ketel UapHaris Setiawan100% (1)
- Pemeliharaan Turbin Uap Dan Alat Bantunya: ModulDokumen50 halamanPemeliharaan Turbin Uap Dan Alat Bantunya: Modularya kamandanuBelum ada peringkat
- Jenis Jenis GasketDokumen4 halamanJenis Jenis GasketEmha Isnan AlfajriBelum ada peringkat
- Sistem RefrigrasiDokumen19 halamanSistem RefrigrasiRidwan Nugraha100% (1)
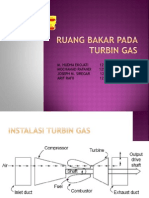
- Ruang Bakar Pada Turbin GasDokumen21 halamanRuang Bakar Pada Turbin GasArdira Fariz Pasha100% (2)
- BAB 4. Pemeliharaan Pompa Dan Kompresor (OK)Dokumen2 halamanBAB 4. Pemeliharaan Pompa Dan Kompresor (OK)Bidang 1 HME100% (1)
- Materi Perawatan Mesin DieselDokumen19 halamanMateri Perawatan Mesin DieselNia LesTiana0% (1)
- Elektrostatis Pada Saat Pengisisan BBMDokumen2 halamanElektrostatis Pada Saat Pengisisan BBMDati SuryaniBelum ada peringkat
- Ilmu Bahan Teknik - Teknologi MekanikDokumen26 halamanIlmu Bahan Teknik - Teknologi MekanikWiwiet ImaniaBelum ada peringkat
- Migas-Indonesia - Pengelasan Dekat Dengan Pipa GasDokumen3 halamanMigas-Indonesia - Pengelasan Dekat Dengan Pipa GasBudy SinagaBelum ada peringkat
- Failure MechanismsDokumen111 halamanFailure MechanismsDangol100% (1)
- Perbedaan Sistem Lubrikasi Berdasarkan Perbedaan Putaran EngineDokumen18 halamanPerbedaan Sistem Lubrikasi Berdasarkan Perbedaan Putaran EngineZaki Rizqi FadhlurrahmanBelum ada peringkat
- Perawatan Dan Perbaikan Kompresor Tegak VDokumen10 halamanPerawatan Dan Perbaikan Kompresor Tegak VmakkataBelum ada peringkat
- BoilerDokumen48 halamanBoilerMuswardi WardiBelum ada peringkat
- Safety ValveDokumen4 halamanSafety ValveAffandi ZainulBelum ada peringkat
- PM Dan CMDokumen12 halamanPM Dan CMAditya SaputraBelum ada peringkat
- IK Trouble Shooting BoilerDokumen5 halamanIK Trouble Shooting BoilerDidik Setyawan100% (1)
- Makalah Motor DieselDokumen4 halamanMakalah Motor DieselzikriguciBelum ada peringkat
- SK Manajemen OutageDokumen35 halamanSK Manajemen Outagesansoba100% (2)
- Penjadwalan Jangka Pendek KLP 3Dokumen14 halamanPenjadwalan Jangka Pendek KLP 3Afi0% (1)
- Planning and SchedulingDokumen31 halamanPlanning and SchedulingAnggi Regiana AgustinBelum ada peringkat
- Resume Mo2 13Dokumen7 halamanResume Mo2 13Afrida sihotangBelum ada peringkat
- Penjadwalan Produksi IkeDokumen4 halamanPenjadwalan Produksi IkeEunike PurbaBelum ada peringkat
- 8 Dosa Safety OfficerDokumen11 halaman8 Dosa Safety OfficerDangol100% (1)
- Pengumuman1 - 3 PLTU AMURANGDokumen1 halamanPengumuman1 - 3 PLTU AMURANGDangolBelum ada peringkat
- 207.peng - 1 PLTU BELITUNGDokumen1 halaman207.peng - 1 PLTU BELITUNGDangolBelum ada peringkat
- 207.peng - 1 PLTU BELITUNGDokumen1 halaman207.peng - 1 PLTU BELITUNGDangolBelum ada peringkat
- 1850.pengumuman Pengadaan Jasa Tenaga Driver Resepsionis Office Boy PLTU Amurang Periode 01 Februari 2024 31 Januari 2025Dokumen2 halaman1850.pengumuman Pengadaan Jasa Tenaga Driver Resepsionis Office Boy PLTU Amurang Periode 01 Februari 2024 31 Januari 2025DangolBelum ada peringkat
- 1866 Pengumuman Pengadaan Jasa Pemeliharaan Alat Berat Dan AC Alat Berat PLTU Amurang Periode 01 Maret 2024 28 Februari 2025Dokumen4 halaman1866 Pengumuman Pengadaan Jasa Pemeliharaan Alat Berat Dan AC Alat Berat PLTU Amurang Periode 01 Maret 2024 28 Februari 2025DangolBelum ada peringkat
- Surat Edaran Mahkamah Agung (SEMA) - PKWTDokumen12 halamanSurat Edaran Mahkamah Agung (SEMA) - PKWTDangolBelum ada peringkat
- (Cotfrtctot Csms GR Ik: Syslerr) KlinikDokumen1 halaman(Cotfrtctot Csms GR Ik: Syslerr) KlinikDangolBelum ada peringkat
- Berapa Batasan Sodium Di Demin Water Dan Apa Yang Harus Dilakukan Bila Kandungan Sodium Di Dalam Demin Water TinggiDokumen1 halamanBerapa Batasan Sodium Di Demin Water Dan Apa Yang Harus Dilakukan Bila Kandungan Sodium Di Dalam Demin Water TinggiDangolBelum ada peringkat
- PTW Form - Appendix 04-En - Aux BoillerDokumen2 halamanPTW Form - Appendix 04-En - Aux BoillerDangolBelum ada peringkat
- ID Survey - 20230829 Seminar OJK Makassar VRP0Dokumen11 halamanID Survey - 20230829 Seminar OJK Makassar VRP0DangolBelum ada peringkat
- 1602 Peng Ai KetapangDokumen4 halaman1602 Peng Ai KetapangDangolBelum ada peringkat
- 1866 Pengumuman Pengadaan Jasa Pemeliharaan Alat Berat Dan AC Alat Berat PLTU Amurang Periode 01 Maret 2024 28 Februari 2025Dokumen4 halaman1866 Pengumuman Pengadaan Jasa Pemeliharaan Alat Berat Dan AC Alat Berat PLTU Amurang Periode 01 Maret 2024 28 Februari 2025DangolBelum ada peringkat
- 5 DB 018 D 33335 F 5 DB 018 D 3333 B 6Dokumen2 halaman5 DB 018 D 33335 F 5 DB 018 D 3333 B 6DangolBelum ada peringkat
- Mou Sinergi Pengelolaan Taman Kehati HKM Bukit Peramun Pltu BelitungDokumen6 halamanMou Sinergi Pengelolaan Taman Kehati HKM Bukit Peramun Pltu BelitungDangolBelum ada peringkat
- Pengumuman Lelang 41Dokumen2 halamanPengumuman Lelang 41DangolBelum ada peringkat
- Pengadaan Limit Switch: Pengumuman Informasi Harga Pengadaan Langsung Nomor: 0221.PL/612/UPGRK/2020Dokumen9 halamanPengadaan Limit Switch: Pengumuman Informasi Harga Pengadaan Langsung Nomor: 0221.PL/612/UPGRK/2020DangolBelum ada peringkat
- 1113.pengDokumen1 halaman1113.pengDangolBelum ada peringkat
- Pengumuman Lelang 41Dokumen2 halamanPengumuman Lelang 41DangolBelum ada peringkat
- Rukun Wudlu Dan Rukun ShalatDokumen2 halamanRukun Wudlu Dan Rukun ShalatDangolBelum ada peringkat
- Pengumuman LelangDokumen3 halamanPengumuman LelangDangolBelum ada peringkat
- HRSG (Heat Recovery Steam Generator)Dokumen8 halamanHRSG (Heat Recovery Steam Generator)DangolBelum ada peringkat
- Rukun Wudlu Dan Rukun ShalatDokumen2 halamanRukun Wudlu Dan Rukun ShalatDangolBelum ada peringkat
- Full Speed No LoadDokumen1 halamanFull Speed No LoadDangolBelum ada peringkat
- Vacuum TestDokumen1 halamanVacuum TestDangolBelum ada peringkat
- 530 U PengumumanDokumen2 halaman530 U PengumumanDangolBelum ada peringkat
- Lampiran-Pengumuman 3Dokumen1 halamanLampiran-Pengumuman 3DangolBelum ada peringkat
- Pengumuman-837.RKS 3Dokumen4 halamanPengumuman-837.RKS 3DangolBelum ada peringkat
- Pengumuman 3Dokumen1 halamanPengumuman 3DangolBelum ada peringkat
- First FiringDokumen1 halamanFirst FiringDangolBelum ada peringkat