Anda mungkin juga menyukai
- Perancangan Dan Analisis Stamping DiesDokumen20 halamanPerancangan Dan Analisis Stamping DiesRezaLukman83% (6)
- Laporan Kerja Praktek Stamping PressDokumen44 halamanLaporan Kerja Praktek Stamping Presstakiya genji75% (4)
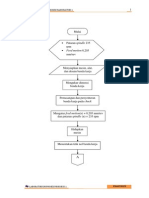
- Flowchart Mesin BorDokumen10 halamanFlowchart Mesin BorFebry Risky Jr.Belum ada peringkat
- Bab III Teori Dasar Proses Stamping PressDokumen14 halamanBab III Teori Dasar Proses Stamping PressRizky RBelum ada peringkat
- Bab V Design ToolingDokumen30 halamanBab V Design ToolingArif Budiyanto100% (1)
- Laporan Praktikum TPS-HeijunkaDokumen9 halamanLaporan Praktikum TPS-HeijunkaRonaldo KusumaBelum ada peringkat
- Kuliah Praktik Pembuatan DIESDokumen49 halamanKuliah Praktik Pembuatan DIESGilang Fahrurozi100% (2)
- Modul Workshop Cadcam Teknik Industri 2019Dokumen55 halamanModul Workshop Cadcam Teknik Industri 2019Adji Kumara100% (3)
- Kesimpulan Dan Saran Mesin BendingDokumen2 halamanKesimpulan Dan Saran Mesin BendingAftonBelum ada peringkat
- Pelumasan Mesin BubutDokumen8 halamanPelumasan Mesin BubutSapto Adi Winarta100% (1)
- Perhitungan MatematisDokumen12 halamanPerhitungan MatematisChriz Gekkostate100% (1)
- Laporan Praktikum CNC BubutDokumen16 halamanLaporan Praktikum CNC BubutDeri100% (1)
- Materi 7 Proses CAD CAMDokumen23 halamanMateri 7 Proses CAD CAMcandra100% (1)
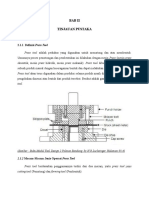
- Pengertian Press ToolDokumen17 halamanPengertian Press ToolEdIz Feehily Sirait100% (1)
- Press ToolDokumen31 halamanPress ToolGilang Budi Kusuma100% (1)
- Pemeliharaan Mesin Injeksi MoldingDokumen23 halamanPemeliharaan Mesin Injeksi MoldingRofi Achmad Fahresa100% (3)
- Suaian Dan ToleransiDokumen42 halamanSuaian Dan ToleransiIta Novita SariBelum ada peringkat
- Jig and Fixture DrillDokumen21 halamanJig and Fixture Drillzalfien11180% (2)
- Machine AbilityDokumen10 halamanMachine AbilityriefardBelum ada peringkat
- Alat Bantu & Alat Ukur Workholding & ClampingDokumen5 halamanAlat Bantu & Alat Ukur Workholding & ClampingMuhammad Akbar Maulana RamadhanBelum ada peringkat
- Tugas Perawatan Mesin CNCDokumen26 halamanTugas Perawatan Mesin CNCSendy Vg80% (5)
- All Peta Kelompok KerjaDokumen14 halamanAll Peta Kelompok KerjaBlack Accoint0% (1)
- Proses Pembuatan Door TrimDokumen30 halamanProses Pembuatan Door Trimakyar nur kholiqBelum ada peringkat
- Modul 1 CuttingDokumen36 halamanModul 1 CuttingBrilliant Yohannes MaruliBelum ada peringkat
- Materi Press ToolDokumen25 halamanMateri Press ToolYusuf SupriadiBelum ada peringkat
- Bab 12. Pemeliharaan Mesin Penekuk PlatDokumen13 halamanBab 12. Pemeliharaan Mesin Penekuk PlatAnggun Rezi Visilya Suprapto100% (1)
- LAPORAN Praktikum Bubut 3Dokumen40 halamanLAPORAN Praktikum Bubut 3Faruq MahendraBelum ada peringkat
- Pemrograman Mesin CNC Revisi - bERNARDUSsENTOTDokumen195 halamanPemrograman Mesin CNC Revisi - bERNARDUSsENTOTAlfian Qoulan100% (1)
- Analisis Kerusakan Mesin Injection Molding Pada Divisi Plastic Injection Di PT. Padma Soode IndonesiaDokumen99 halamanAnalisis Kerusakan Mesin Injection Molding Pada Divisi Plastic Injection Di PT. Padma Soode IndonesiaMaidalia Sinta Diratien100% (4)
- MPPC KIREISYN (Laporan)Dokumen13 halamanMPPC KIREISYN (Laporan)Nur AfifaBelum ada peringkat
- 7 B W SVII Cellular Manufacturing FMS FMC Dan CIM R01Dokumen30 halaman7 B W SVII Cellular Manufacturing FMS FMC Dan CIM R01Eki Moh YunusBelum ada peringkat
- Review Jurnal Lean ManufacturingDokumen11 halamanReview Jurnal Lean ManufacturingElia FardiyaaBelum ada peringkat
- Proposal PKL Pt. Pindad Persero-1Dokumen9 halamanProposal PKL Pt. Pindad Persero-1Rizqi HidayatBelum ada peringkat
- Peta Pekerja Dan Mesin 2Dokumen1 halamanPeta Pekerja Dan Mesin 2Yoga FirmansyahBelum ada peringkat
- Rumus Mesin MillingDokumen2 halamanRumus Mesin MillingadisutardiBelum ada peringkat
- Laporan PPICDokumen52 halamanLaporan PPICwahyuparwakhidBelum ada peringkat
- Alat Perlengkapan Mesin BubutDokumen14 halamanAlat Perlengkapan Mesin Bubutsunaedi_64130323180% (5)
- Cara Kerja Mesin Injection Moulding PlastikDokumen9 halamanCara Kerja Mesin Injection Moulding PlastikYusron Bachtiar ArdhiBelum ada peringkat
- Pro ModelDokumen29 halamanPro ModelnuryaandiBelum ada peringkat
- Elemen Dasar Pemotong LogamDokumen7 halamanElemen Dasar Pemotong LogamAji NursetoBelum ada peringkat
- Laporan Jobshop Dan FlowshopDokumen34 halamanLaporan Jobshop Dan FlowshopNur Rahma Laila Rizki Fauziah100% (5)
- Proposal Belt Grinder Perancangan-DikonversiDokumen25 halamanProposal Belt Grinder Perancangan-DikonversiCP-zero100% (1)
- Flowchart Mesin BubutDokumen15 halamanFlowchart Mesin BubutFebry Risky Jr.Belum ada peringkat
- LAPORAN RESMI Injectons MoldingDokumen13 halamanLAPORAN RESMI Injectons MoldingCharis Arif100% (1)
- Alignment Mesin Bubut NetDokumen20 halamanAlignment Mesin Bubut NetZul AdlyBelum ada peringkat
- Mesin SekrapDokumen21 halamanMesin SekrapMang YudiBelum ada peringkat
- Bab V Kesimpulan Dan Saran CNCDokumen1 halamanBab V Kesimpulan Dan Saran CNCfelixsaputraBelum ada peringkat
- Pert 9 Data Waktu Baku & Data Waktu Gerakan PDFDokumen21 halamanPert 9 Data Waktu Baku & Data Waktu Gerakan PDFAhmad MuhidinBelum ada peringkat
- Perancangan Dan Analisis Stamping DiesDokumen20 halamanPerancangan Dan Analisis Stamping Dieswahyu sefatulBelum ada peringkat
- PERTEMUAN 4 GamtekDokumen31 halamanPERTEMUAN 4 GamtekLuthfi ADBelum ada peringkat
- Deffect Pada Produk PlastikDokumen7 halamanDeffect Pada Produk PlastikSutiawan Tresno50% (2)
- Perawatan MesinDokumen18 halamanPerawatan MesinSasma SusantiBelum ada peringkat
- 06 Pengeboran Mesin BubutDokumen10 halaman06 Pengeboran Mesin BubutMoh Nasir100% (2)
- Manual Assembly LineDokumen12 halamanManual Assembly LineAgus Andreas0% (1)
- A. Pengertian Proses StampingDokumen10 halamanA. Pengertian Proses StampingHastagnya Jangan LupaBelum ada peringkat
- Prinsip Kerja Mesin Stamping PressDokumen18 halamanPrinsip Kerja Mesin Stamping PressHamdani Dani100% (1)
- PressingDokumen21 halamanPressingwisnuBelum ada peringkat
- MoldDokumen11 halamanMoldKhaisar Aan MochzaBelum ada peringkat
- Blog Dies and MoldDokumen21 halamanBlog Dies and MoldBayuPoetraBelum ada peringkat
- Press Dies DesignDokumen39 halamanPress Dies DesignAbeh NdutBelum ada peringkat