Anda mungkin juga menyukai
- Aplikasi Fungsi GDokumen5 halamanAplikasi Fungsi GAgnjar 'a Red Knight'Belum ada peringkat
- Perencanaan Kopling Kaku Dan Koplilng Karet BanDokumen25 halamanPerencanaan Kopling Kaku Dan Koplilng Karet BanHandaru ArddhanaBelum ada peringkat
- Membuat Ulir Dalam Dan Ulir Luar Dengan Tap Dan SneyDokumen5 halamanMembuat Ulir Dalam Dan Ulir Luar Dengan Tap Dan SneysatchamoBelum ada peringkat
- Tugas MetrologiDokumen13 halamanTugas MetrologiantostickersBelum ada peringkat
- Metrologi Indusri (Istilah-Istilah)Dokumen13 halamanMetrologi Indusri (Istilah-Istilah)Ridorilo AdisasmitoBelum ada peringkat
- Mesin Pemindah BarangDokumen6 halamanMesin Pemindah BarangMuhammad MustofaBelum ada peringkat
- Laporan Praktikum Modul 5Dokumen33 halamanLaporan Praktikum Modul 5Hafidz N AriyantoBelum ada peringkat
- Perkembangan Teknologi Automasi 14s14017Dokumen3 halamanPerkembangan Teknologi Automasi 14s14017enrikeBelum ada peringkat
- Tugas PutuDokumen16 halamanTugas PutuAdityaBelum ada peringkat
- Pemotong Ulir - Kelompok 1Dokumen9 halamanPemotong Ulir - Kelompok 1Ardian Prima YudhaBelum ada peringkat
- Rantai SproketDokumen10 halamanRantai SproketDita KresawulandariBelum ada peringkat
- 2.materisesi1 - Parameter PemotonganDokumen10 halaman2.materisesi1 - Parameter Pemotonganmendung1986Belum ada peringkat
- Laporan Lengkap Mesin SekrapDokumen26 halamanLaporan Lengkap Mesin SekrapRahmadiBelum ada peringkat
- Tutorial Solidwork Lengkap Dan MudahDokumen43 halamanTutorial Solidwork Lengkap Dan MudahaldyBelum ada peringkat
- Bab 1-4 CNC Tu 2aDokumen15 halamanBab 1-4 CNC Tu 2aSerdadu TuaBelum ada peringkat
- Tugas Kelopmpok Press ToolDokumen5 halamanTugas Kelopmpok Press ToolRaihan FajriBelum ada peringkat
- Photoelectric SensorDokumen15 halamanPhotoelectric SensorBayu Muria WardanaBelum ada peringkat
- PutraDokumen3 halamanPutraDenny SyamsudinBelum ada peringkat
- ElektodaDokumen6 halamanElektodaNur HalimBelum ada peringkat
- Proposal Project MekatronikaDokumen20 halamanProposal Project MekatronikaDenny LiunardoBelum ada peringkat
- LAPORAN PRAKTIKUM Elda Motor DC ArduinoDokumen11 halamanLAPORAN PRAKTIKUM Elda Motor DC ArduinoDonny MuckteeBelum ada peringkat
- Komponen Sensor Dan Aktuator Dalam Sistem OtomasiDokumen8 halamanKomponen Sensor Dan Aktuator Dalam Sistem OtomasiNur Annisa Kusuma DewiBelum ada peringkat
- Project Robotika EditDokumen19 halamanProject Robotika EditReza Palupi AlkamilBelum ada peringkat
- Soal Sensor Dan AktuatorDokumen5 halamanSoal Sensor Dan AktuatordwiaguspurwantoBelum ada peringkat
- BAB 2 MknikDokumen18 halamanBAB 2 MknikNabila MesiBelum ada peringkat
- Hybrid Machining ProcessDokumen7 halamanHybrid Machining ProcessGalih PutraBelum ada peringkat
- L.02 Pengukuran Kinerja Sistem PerawatanDokumen4 halamanL.02 Pengukuran Kinerja Sistem PerawatanNasikhuddinBelum ada peringkat
- Kinetics and DynamicsDokumen77 halamanKinetics and DynamicsAulia Galih RamadhanBelum ada peringkat
- Proposal Perancangan Sistem ElektronikaDokumen13 halamanProposal Perancangan Sistem ElektronikaDidik PrasetiyoBelum ada peringkat
- Perancangan Mesin Pemipih Dan Pemotong Adonan MieDokumen170 halamanPerancangan Mesin Pemipih Dan Pemotong Adonan MieExtreamely KindhertedBelum ada peringkat
- Tugas Besar Kelompok 4Dokumen34 halamanTugas Besar Kelompok 4Yudi Kuswantono100% (1)
- BAB III Tahapan PraktikumDokumen3 halamanBAB III Tahapan PraktikumMoh Fajrul TioBelum ada peringkat
- Gerakan Secara Otomatis Eretan Memanjang Dan Eretan MelintangDokumen2 halamanGerakan Secara Otomatis Eretan Memanjang Dan Eretan Melintangfadyah yulitaBelum ada peringkat
- Bab Vii Sistem Dengan Umpan Balik Dan KestabilanDokumen7 halamanBab Vii Sistem Dengan Umpan Balik Dan KestabilanBondan TristantyoBelum ada peringkat
- Laporan Praktikum Pemrograman Dan Dasar KomputerDokumen13 halamanLaporan Praktikum Pemrograman Dan Dasar KomputerDestipajrniBelum ada peringkat
- Bab IV-VIIDokumen25 halamanBab IV-VIIyokka prasetyaBelum ada peringkat
- Pengukuran Dengan Alat Ukur LinierDokumen24 halamanPengukuran Dengan Alat Ukur Linierriki100% (1)
- Jenis-Jenis Mesin Las Busur ListrikDokumen3 halamanJenis-Jenis Mesin Las Busur ListrikIwang Muhamad Ikhwan WijayaBelum ada peringkat
- Analisa Untuk Kontak InterlockDokumen1 halamanAnalisa Untuk Kontak InterlockMalahayatiBelum ada peringkat
- Laporan Praktikum Prosman Kelompok 6 Modul 5Dokumen35 halamanLaporan Praktikum Prosman Kelompok 6 Modul 5Saniy ShabrinaBelum ada peringkat
- Proposal Skripsi Fegy OktawiraDokumen26 halamanProposal Skripsi Fegy OktawiraRelly Septia Putri UtariantiBelum ada peringkat
- 7) Modular WorkholdingDokumen23 halaman7) Modular Workholdingadwi1990Belum ada peringkat
- Laporan SOI Modul 2Dokumen20 halamanLaporan SOI Modul 2Gunawan TobingBelum ada peringkat
- Rugi-Rugi TeganganDokumen2 halamanRugi-Rugi TeganganDhoni HelindraBelum ada peringkat
- Mesin MillingDokumen35 halamanMesin MillingNoor RochmanBelum ada peringkat
- Las ListrikDokumen51 halamanLas ListrikRasyid IngintJadi OrgSuksesBelum ada peringkat
- Presentasi Kode G71 CNC BubutDokumen11 halamanPresentasi Kode G71 CNC BubutTeknik Mesin SMKN 1 KragilanBelum ada peringkat
- Tutorial SSCNC Membuat LogoDokumen12 halamanTutorial SSCNC Membuat LogoSyifa DzikriBelum ada peringkat
- Minggu Ke 4 - Ruang-Sampel-Dan-KejadianDokumen29 halamanMinggu Ke 4 - Ruang-Sampel-Dan-Kejadiancokbin100% (4)
- Materi DDGDokumen214 halamanMateri DDGrobbyBelum ada peringkat
- Laporan PKL AMAN Tenan PDFDokumen67 halamanLaporan PKL AMAN Tenan PDFAndriBelum ada peringkat
- PERTEMUAN 2 II Teori - Dasar - ListrikDokumen17 halamanPERTEMUAN 2 II Teori - Dasar - ListrikKurnia Farman0% (1)
- Laporan Lengkap SkrapDokumen30 halamanLaporan Lengkap Skrapgoodmanpane100% (1)
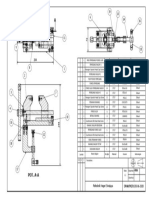
- Tembus 2D Assembly CompliteDokumen1 halamanTembus 2D Assembly CompliteRaihan FajriBelum ada peringkat
- 1.2 Jenis Alat Ukur Dan Metode PengukuranDokumen17 halaman1.2 Jenis Alat Ukur Dan Metode PengukuranAnantaBelum ada peringkat
- CacingDokumen4 halamanCacingDanil AdityaBelum ada peringkat
- Makalah CNCDokumen11 halamanMakalah CNCRidho SyamBelum ada peringkat
- IsiDokumen25 halamanIsiAndha B'stBelum ada peringkat
- Pembuatan Gear Dengan Msin FraisDokumen16 halamanPembuatan Gear Dengan Msin FraisPanduNovanArdiansyah100% (1)
- Praktikum CNC - MillingDokumen20 halamanPraktikum CNC - MillingYolanda KristinaBelum ada peringkat