Anda mungkin juga menyukai
- Laporan Pendahuluan Mesin Las (Isi)Dokumen8 halamanLaporan Pendahuluan Mesin Las (Isi)Widana MadeBelum ada peringkat
- Pengenalan Fitur-Fitur CAM 2D PDFDokumen28 halamanPengenalan Fitur-Fitur CAM 2D PDFBakti GunawanBelum ada peringkat
- Soal Uas Ganjil 2021Dokumen3 halamanSoal Uas Ganjil 2021Dede Herma JuliaBelum ada peringkat
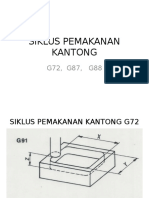
- Siklus Pemakanan KantongDokumen7 halamanSiklus Pemakanan KantongMegi Setiawan SBelum ada peringkat
- Kopling Tetap PDFDokumen24 halamanKopling Tetap PDFkhairul.tulah75% (4)
- Laporan Mesin Gerinda TanganDokumen8 halamanLaporan Mesin Gerinda TanganGeovany FakhriBelum ada peringkat
- Laporan Praktikum Kerja Bangku Dan LasDokumen13 halamanLaporan Praktikum Kerja Bangku Dan LasRegina AndrianiBelum ada peringkat
- Laporan Press Tool Embuatan SteplerDokumen17 halamanLaporan Press Tool Embuatan SteplerIljam MuningamBelum ada peringkat
- PrestoolDokumen29 halamanPrestoolTegar Kukuh Ahmad JulfikarBelum ada peringkat
- Tembus 2D Assembly CompliteDokumen1 halamanTembus 2D Assembly CompliteRaihan FajriBelum ada peringkat
- Laporan Metrologi Roda Gigi Lurus (SELESAI)Dokumen5 halamanLaporan Metrologi Roda Gigi Lurus (SELESAI)DianaMariskaBelum ada peringkat
- LAPORAN Praktikum Bubut 3Dokumen40 halamanLAPORAN Praktikum Bubut 3Faruq MahendraBelum ada peringkat
- Mesin Frais Muhamad Rifandi 1807125140Dokumen22 halamanMesin Frais Muhamad Rifandi 1807125140Steven ChawBelum ada peringkat
- Tugas PKB (Palu) - Ita MasitahDokumen14 halamanTugas PKB (Palu) - Ita MasitahIta MasitahBelum ada peringkat
- Pembuatan Roda GigiDokumen17 halamanPembuatan Roda Gigidamianus SembiringBelum ada peringkat
- Mesin CNC TU - 3ADokumen11 halamanMesin CNC TU - 3Atensai no tenshiBelum ada peringkat
- Laporan Praktek Kerja BangkuDokumen5 halamanLaporan Praktek Kerja Bangkuade0488Belum ada peringkat
- LATAR BELAKANG PengelasanDokumen2 halamanLATAR BELAKANG PengelasannicoBelum ada peringkat
- Cylindrical Surface GrindingDokumen11 halamanCylindrical Surface GrindingDavidkurniaputraBelum ada peringkat
- Tugas 3 Operation Plan BubutDokumen3 halamanTugas 3 Operation Plan Bubutnur afifahBelum ada peringkat
- Topik 5 Proses Pembentukan Ekstrusi Dan DrawingDokumen24 halamanTopik 5 Proses Pembentukan Ekstrusi Dan DrawingJoko Sedyono100% (1)
- Laporan Lengkap Kerja BangkuDokumen32 halamanLaporan Lengkap Kerja BangkuAnisha GhassaniBelum ada peringkat
- Tugas Kelopmpok Press ToolDokumen5 halamanTugas Kelopmpok Press ToolRaihan FajriBelum ada peringkat
- Kata Pengantar GerindaDokumen6 halamanKata Pengantar GerindaHima Mesin PnpBelum ada peringkat
- Nurul Sahirah (Makalah Teknologi Mekanik)Dokumen37 halamanNurul Sahirah (Makalah Teknologi Mekanik)Nurul SahirahBelum ada peringkat
- CNC 2 Laporan Praktikum 123 - CDokumen28 halamanCNC 2 Laporan Praktikum 123 - C2. HamidahBelum ada peringkat
- Laporan PayungDokumen9 halamanLaporan PayungYoga MalanoBelum ada peringkat
- Gambar Teknik Toleransi Geometrik 1Dokumen35 halamanGambar Teknik Toleransi Geometrik 1Maulana Haikal33% (3)
- Mesin CNC EdmDokumen20 halamanMesin CNC EdmMukhleez Ihza MahendraBelum ada peringkat
- Laporan SekrapDokumen15 halamanLaporan SekrapAldyMaulanaBelum ada peringkat
- Laporan Praktikum CNC BubutDokumen13 halamanLaporan Praktikum CNC BubutDandy Rizaldy SetyawanBelum ada peringkat
- Laporan GerindaDokumen18 halamanLaporan GerindaAgi NopriansyahBelum ada peringkat
- Mesin GurdiDokumen18 halamanMesin GurdiThoif ZaraBelum ada peringkat
- Proses PaluDokumen12 halamanProses PaluCalvin CokroBelum ada peringkat
- Rizki Abdul Rohman - ME2E - 18 - LAPORAN ULIR SEGI EMPATDokumen7 halamanRizki Abdul Rohman - ME2E - 18 - LAPORAN ULIR SEGI EMPATHandiBelum ada peringkat
- Labsheet MetrologiDokumen70 halamanLabsheet MetrologiArdy DeddyBelum ada peringkat
- Laporan DesainDokumen6 halamanLaporan DesainAlfandikayudhia SyahronBelum ada peringkat
- Pembuatan Gear Dengan Msin FraisDokumen16 halamanPembuatan Gear Dengan Msin FraisPanduNovanArdiansyah100% (1)
- Standardisasi Ulir Berdasarkan Bentuk Sisi Luar UlirDokumen13 halamanStandardisasi Ulir Berdasarkan Bentuk Sisi Luar UlirtomyBelum ada peringkat
- Makalah RagumDokumen7 halamanMakalah RagumTri Laksana KurniawanBelum ada peringkat
- Makalah Great D1 + TnyjwbDokumen15 halamanMakalah Great D1 + TnyjwbRaras WinfreyBelum ada peringkat
- Makalah Isi Pembubutan RataDokumen16 halamanMakalah Isi Pembubutan RataAdi Kur100% (2)
- Makalah Mesin FraisDokumen13 halamanMakalah Mesin Frais'Obay' Bayu Nugroho100% (2)
- Laporan Praktikum Mesin MillingDokumen11 halamanLaporan Praktikum Mesin MillingMichael MartiosoBelum ada peringkat
- Laporan Perkakas TanganDokumen4 halamanLaporan Perkakas TanganMuhammad Nidzam K.Belum ada peringkat
- Bab II Sekrap FixDokumen11 halamanBab II Sekrap FixredhaBelum ada peringkat
- Sambungan PlatDokumen10 halamanSambungan PlatDeva Lathief Al-GhofurBelum ada peringkat
- Laporan Plat 2Dokumen13 halamanLaporan Plat 2Riz KiBelum ada peringkat
- Perancangan Poros Dan Roda Gigi Mixer Miyako HM 620Dokumen37 halamanPerancangan Poros Dan Roda Gigi Mixer Miyako HM 620wijiBelum ada peringkat
- 15 Fauzan Azima 17067040 11Dokumen20 halaman15 Fauzan Azima 17067040 11fauzan azimaBelum ada peringkat
- Laporan Surface GrindingDokumen14 halamanLaporan Surface GrindingNiko Kautsar100% (1)
- Presentation PI Baut HexDokumen12 halamanPresentation PI Baut HexArief NurwijayantoBelum ada peringkat
- 2d. Soal latihan-BEP - SeleksiDokumen2 halaman2d. Soal latihan-BEP - SeleksiMohammad Rizki FadilahBelum ada peringkat
- Laporan Praktikum Mesin BubutDokumen8 halamanLaporan Praktikum Mesin BubutAdhitDwiPebrian100% (1)
- Laporan Balancing Mesin PerkakasDokumen15 halamanLaporan Balancing Mesin PerkakasrafiBelum ada peringkat
- Bubut TuretDokumen10 halamanBubut TuretRizky A RamadhanBelum ada peringkat
- Latihan Soal Uas CNC I FixDokumen5 halamanLatihan Soal Uas CNC I FixIan Sebastian0% (1)
- Formatif Profesional m2, Kb4Dokumen4 halamanFormatif Profesional m2, Kb4mochammad raffiBelum ada peringkat
- Tprak Vi CNCDokumen6 halamanTprak Vi CNCMichael KevinBelum ada peringkat
- Soal Uraian PemesinanDokumen6 halamanSoal Uraian PemesinanArif Raya HarahapBelum ada peringkat