Anda mungkin juga menyukai
- PROSES PEMBUATAN PLASTIKDokumen15 halamanPROSES PEMBUATAN PLASTIKvinBelum ada peringkat
- Langkah Membuat Galon AirDokumen5 halamanLangkah Membuat Galon AirAndre Pratama100% (1)
- Makalah Tentang TeflonDokumen10 halamanMakalah Tentang TeflonDiana SyaripBelum ada peringkat
- Plastik PET Serta Hubungan Antara Antimon Trioksida Dengan PETDokumen3 halamanPlastik PET Serta Hubungan Antara Antimon Trioksida Dengan PETSeptian JianBelum ada peringkat
- Teflon ConDokumen18 halamanTeflon ConVivayanti NurhidayahBelum ada peringkat
- Proses Produksi Polyethylene (PE)Dokumen9 halamanProses Produksi Polyethylene (PE)Febriana RohimiBelum ada peringkat
- Teknologi Komposit Polimer - LCGCDokumen31 halamanTeknologi Komposit Polimer - LCGCAlfarizi FachryBelum ada peringkat
- Cara Membuat StyrofoamDokumen14 halamanCara Membuat StyrofoamRurin 'uien' RuLianti100% (4)
- Pabrik Asam AkrilatDokumen12 halamanPabrik Asam AkrilatIfan MurdiyadiBelum ada peringkat
- Pabrik Kimia Batch vs KontinyuDokumen5 halamanPabrik Kimia Batch vs KontinyuHimmah Sekar Eka Ayu GustianaBelum ada peringkat
- Ka AndalDokumen11 halamanKa AndalItok DwiBelum ada peringkat
- DAFTAR INDUSTRI PETROKIMIADokumen23 halamanDAFTAR INDUSTRI PETROKIMIAinesBelum ada peringkat
- Bioplastik Bahan Baku Limbah Sekam Padi Dan Minyak JelantahDokumen9 halamanBioplastik Bahan Baku Limbah Sekam Padi Dan Minyak JelantahRobby KurniawanBelum ada peringkat
- k3 Dalam Industri KimiaDokumen12 halamank3 Dalam Industri KimiamikoBelum ada peringkat
- Kel 3-Makalah Distilasi Packed ColumnDokumen29 halamanKel 3-Makalah Distilasi Packed ColumnNaufal HafizhBelum ada peringkat
- Flash TankDokumen2 halamanFlash TankFirmansyah PutraBelum ada peringkat
- Makalah Logo K3Dokumen9 halamanMakalah Logo K3Lila B0% (1)
- PTPG SejarahDokumen64 halamanPTPG SejarahErikBelum ada peringkat
- Proses Pembuatan PropyleneDokumen23 halamanProses Pembuatan PropyleneDzoelfahmie AdeBelum ada peringkat
- Teflon (Politetrafluoroetena)Dokumen59 halamanTeflon (Politetrafluoroetena)Benediktus Sidebang100% (1)
- Notulensi Kelompok 4 (Bioplastik)Dokumen2 halamanNotulensi Kelompok 4 (Bioplastik)adisBelum ada peringkat
- AnilinDokumen9 halamanAnilinDiny D. AnugrainyBelum ada peringkat
- PolistirenaDokumen21 halamanPolistirenalight2618Belum ada peringkat
- Macam Jenis PlastikDokumen4 halamanMacam Jenis Plastikhidayat dayatBelum ada peringkat
- LAPORAN PRAKTEKDokumen129 halamanLAPORAN PRAKTEKShofwatun NidaBelum ada peringkat
- Xiii Design For ManufacturingDokumen8 halamanXiii Design For ManufacturingIrvan Nurgiatmo0% (1)
- TU Cooling TowerDokumen13 halamanTU Cooling TowerTian Amalda SabrinaBelum ada peringkat
- Pembuatan Plastik Biodegradable Menggunakan Limbah Biji Mangga Sebagai Bahan Baku Dengan Plasticer Gliserin Dari Minyak JelantahDokumen14 halamanPembuatan Plastik Biodegradable Menggunakan Limbah Biji Mangga Sebagai Bahan Baku Dengan Plasticer Gliserin Dari Minyak Jelantahjeestdandelion50% (2)
- Makalah PolypropyleneDokumen39 halamanMakalah PolypropyleneYugo Nugroho67% (3)
- PolietilenDokumen18 halamanPolietilenNastabiq MuhammadBelum ada peringkat
- POLIPROPILENA Kelompok 5Dokumen24 halamanPOLIPROPILENA Kelompok 5NoviYantika33% (3)
- OPTIMALISASI REAKSIDokumen26 halamanOPTIMALISASI REAKSIHerman AmrullahBelum ada peringkat
- Proposal KPDokumen15 halamanProposal KPCahya Putra SadewaBelum ada peringkat
- OPTIMAL VESSEL DESIGNDokumen42 halamanOPTIMAL VESSEL DESIGNRIDHO ZISKABelum ada peringkat
- CTH Soal Reaktor Alir PipaDokumen3 halamanCTH Soal Reaktor Alir PipaMuhamad SahroniBelum ada peringkat
- Nugget Biji NangkaDokumen23 halamanNugget Biji NangkaEva Ningtiyas0% (1)
- Transparansi PDRP (Unit Dan Dimensi)Dokumen12 halamanTransparansi PDRP (Unit Dan Dimensi)Khoirul UmamBelum ada peringkat
- Makalah Produksi BersihDokumen18 halamanMakalah Produksi BersihAgus Witono100% (1)
- Faktor Yang Mempengaruhi Kerja Kompresor SentrifugalDokumen2 halamanFaktor Yang Mempengaruhi Kerja Kompresor SentrifugalAdhitya DpBelum ada peringkat
- Proses Pembuatan PropyleneDokumen23 halamanProses Pembuatan PropyleneAchmad Zafriel RamadhaniBelum ada peringkat
- PT Chandra AsriDokumen9 halamanPT Chandra AsriYunan AjaBelum ada peringkat
- Proses Ekstrusi AluminiumDokumen30 halamanProses Ekstrusi AluminiumAgus Supriyadi67% (3)
- SEJARAH BOTOL PETDokumen12 halamanSEJARAH BOTOL PETRaihan Pratama50% (2)
- Industri PolipropilenaDokumen25 halamanIndustri PolipropilenaImamRN0% (1)
- Makalah PolimerDokumen12 halamanMakalah PolimerwisnusputraBelum ada peringkat
- Paper Dashboard MobilDokumen6 halamanPaper Dashboard MobilAdila AfifaBelum ada peringkat
- Gelas Mana yang Paling Aman untuk KesehatanDokumen10 halamanGelas Mana yang Paling Aman untuk KesehatanAyBelum ada peringkat
- Analisis Persediaan Bahan Baku Pada Proses Produksi Panel Bangunan Menggunakan Metode P Dan Q Di Pt. Beton Elemenindo PutraDokumen92 halamanAnalisis Persediaan Bahan Baku Pada Proses Produksi Panel Bangunan Menggunakan Metode P Dan Q Di Pt. Beton Elemenindo PutraKARYAGATA MANDIRI100% (5)
- Laporan PKL Bella NewDokumen69 halamanLaporan PKL Bella Newbella meilawatiBelum ada peringkat
- Plastik BiodegradableDokumen7 halamanPlastik BiodegradableauliachintaBelum ada peringkat
- Kontribusi Teknik Kimia Dalam Kehidupan SehariDokumen5 halamanKontribusi Teknik Kimia Dalam Kehidupan SehariJupiter Eresta JayaBelum ada peringkat
- SEJARAH PT PALUR RAYADokumen47 halamanSEJARAH PT PALUR RAYAbabehfauziBelum ada peringkat
- Modul 4 Analisis Aliran BahanDokumen10 halamanModul 4 Analisis Aliran BahanAhmad Izky Al FaywazBelum ada peringkat
- 8641 - Jawaban BacemanDokumen7 halaman8641 - Jawaban BacemanMiftaqul HudaBelum ada peringkat
- Pemanfaatan Lumpur Lapindo Sebagai Adsorben Untuk Menurunkan Kada BOD Air LindiDokumen24 halamanPemanfaatan Lumpur Lapindo Sebagai Adsorben Untuk Menurunkan Kada BOD Air LindiKhilyatul afkarBelum ada peringkat
- Isi Laporan IiDokumen12 halamanIsi Laporan IinurulintanhandayaniBelum ada peringkat
- Laporan Konsep TungkuDokumen8 halamanLaporan Konsep TungkuMuhammad Yusuf AlfarizqiBelum ada peringkat
- Proses Produksi Bijih PlastikDokumen4 halamanProses Produksi Bijih Plastiksiti_auliaBelum ada peringkat
- Laporan Injeksi MoldingDokumen17 halamanLaporan Injeksi Moldingwahyu gusti ningsihBelum ada peringkat
- Amdal BismillahDokumen13 halamanAmdal BismillahRiza JabarBelum ada peringkat
- OPTIMALKAN PEMBELAJARANDokumen18 halamanOPTIMALKAN PEMBELAJARANALFIAN RAMADHANBelum ada peringkat
- Modul Las Oaw 2Dokumen21 halamanModul Las Oaw 2syarifBelum ada peringkat
- Dasar Desain Grafis Kelas XDokumen6 halamanDasar Desain Grafis Kelas XsyarifBelum ada peringkat
- Modul Las Oaw 2Dokumen21 halamanModul Las Oaw 2syarifBelum ada peringkat
- Company Profile IKBDokumen10 halamanCompany Profile IKBsyarifBelum ada peringkat
- Modul Pelatihan Berbasis Kompetensi Sub Sektor Industri Barang Dari Logam Sub Bidang Pengelasan Non SmawDokumen59 halamanModul Pelatihan Berbasis Kompetensi Sub Sektor Industri Barang Dari Logam Sub Bidang Pengelasan Non SmawsyarifBelum ada peringkat
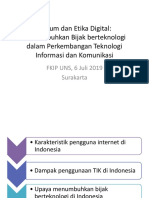
- Hukum Dan Etika Digital Rini Triastuti UNS2 019Dokumen17 halamanHukum Dan Etika Digital Rini Triastuti UNS2 019syarifBelum ada peringkat
- Prinsip Desain GrafisDokumen18 halamanPrinsip Desain GrafissyarifBelum ada peringkat
- Jadwal Workhsop MGMPDokumen1 halamanJadwal Workhsop MGMPsyarifBelum ada peringkat
- Modul GP Paket DDokumen164 halamanModul GP Paket DsyarifBelum ada peringkat
- Kelas12 SMK Tknik Pmbntukan Plat AmbiyarDokumen332 halamanKelas12 SMK Tknik Pmbntukan Plat AmbiyarcepimancaBelum ada peringkat
- Kelas12 SMK Tknik Pmbntukan Plat AmbiyarDokumen332 halamanKelas12 SMK Tknik Pmbntukan Plat AmbiyarcepimancaBelum ada peringkat
- Kelas12 SMK Tknik Pmbntukan Plat AmbiyarDokumen332 halamanKelas12 SMK Tknik Pmbntukan Plat AmbiyarcepimancaBelum ada peringkat
- Modul GP Fabrikasi Logam Manufaktur Paket ADokumen147 halamanModul GP Fabrikasi Logam Manufaktur Paket AsyarifBelum ada peringkat
- Kisi Kisi Lomba PengelasanDokumen4 halamanKisi Kisi Lomba PengelasansyarifBelum ada peringkat
- Modul GP Flat Paket G PDFDokumen254 halamanModul GP Flat Paket G PDFsyarifBelum ada peringkat
- Soal UAP META IndustriDokumen1 halamanSoal UAP META IndustrisyarifBelum ada peringkat
- Panduan Hidroponik JiriFarm PDFDokumen69 halamanPanduan Hidroponik JiriFarm PDFsyarifBelum ada peringkat
- LK-Melaksanakan Pengelasan Sambungan Tumpul Pada Pelat Posisi Diatas KepalaDokumen3 halamanLK-Melaksanakan Pengelasan Sambungan Tumpul Pada Pelat Posisi Diatas KepalasyarifBelum ada peringkat
- LAS SAMBUNGAN SUDUTDokumen3 halamanLAS SAMBUNGAN SUDUTsyarifBelum ada peringkat
- Joob Sheet 6 Las SambunganDokumen3 halamanJoob Sheet 6 Las SambungansyarifBelum ada peringkat
- SIGNALDokumen8 halamanSIGNALsyarifBelum ada peringkat
- Pengelasan Sambungan Tumpul Vertikal dengan Penguat BelakangDokumen6 halamanPengelasan Sambungan Tumpul Vertikal dengan Penguat BelakangsyarifBelum ada peringkat
- Soal Uas Sisman 2018Dokumen1 halamanSoal Uas Sisman 2018syarifBelum ada peringkat
- Makalah SolderDokumen13 halamanMakalah SolderDedi DarmawanBelum ada peringkat
- RPP SambunganDokumen16 halamanRPP SambungansyarifBelum ada peringkat
- RKA Guru Masagi 4.0 EksDokumen2 halamanRKA Guru Masagi 4.0 EkssyarifBelum ada peringkat
- Mesin Konversi EnergiDokumen14 halamanMesin Konversi EnergisyarifBelum ada peringkat
- Doa Orang Tua Agar Anak Menjadi Sholeh Dan SholehahDokumen2 halamanDoa Orang Tua Agar Anak Menjadi Sholeh Dan SholehahsyarifBelum ada peringkat