Anda mungkin juga menyukai
- Tugas I Manajemen OperasionalDokumen4 halamanTugas I Manajemen OperasionalErrick Mladen Puerto WorabayBelum ada peringkat
- Leveling Mesin PerkakasDokumen14 halamanLeveling Mesin PerkakasAndika Juventini Bustari100% (1)
- Materi Pelatihan Uji Kompetensi - RevisiDokumen66 halamanMateri Pelatihan Uji Kompetensi - Revisikunkz100% (2)
- Standard Operating Procedure Pada Bengkel MotorDokumen6 halamanStandard Operating Procedure Pada Bengkel MotorArn Indopratama100% (1)
- Jawaban Soal Manajemen Bengkel Pertemuan Ke 2Dokumen8 halamanJawaban Soal Manajemen Bengkel Pertemuan Ke 2panji sianBelum ada peringkat
- PKK Kelas XII TGL 13 Jan 21Dokumen8 halamanPKK Kelas XII TGL 13 Jan 21Winda VeronicaBelum ada peringkat
- CMM Alat UkurDokumen6 halamanCMM Alat UkurMuhammad Fathin JuzarBelum ada peringkat
- SPM PPTDokumen4 halamanSPM PPTAdi SadiBelum ada peringkat
- Mengapa Kalibrasi Alat Ukur Sangat Penting Bagi PerusahaanDokumen3 halamanMengapa Kalibrasi Alat Ukur Sangat Penting Bagi Perusahaanbudhi saputroBelum ada peringkat
- MaintenanceDokumen7 halamanMaintenanceMuhamad BahtiarBelum ada peringkat
- CSMSDokumen5 halamanCSMSperencanaan maduraBelum ada peringkat
- Bagus Ari W (08) Produksi MassalDokumen15 halamanBagus Ari W (08) Produksi MassalAkun MLBelum ada peringkat
- PROPOSAL Perbaikan, Servis Dan KalibrasiDokumen3 halamanPROPOSAL Perbaikan, Servis Dan KalibrasiPrima Jaya abadiBelum ada peringkat
- Pengertian Car Service CenterDokumen6 halamanPengertian Car Service CenterHakam kurniawanBelum ada peringkat
- DEFINISIDokumen22 halamanDEFINISIikoskasepBelum ada peringkat
- Keuntungan Dan KekuranganDokumen4 halamanKeuntungan Dan KekuranganYosafat HanaBelum ada peringkat
- SOP Di Bengkel Service MobilDokumen2 halamanSOP Di Bengkel Service MobilWina NurliantiBelum ada peringkat
- SPC Six SigmaDokumen32 halamanSPC Six Sigmaendang suhendarBelum ada peringkat
- Bab 9 AuditDokumen23 halamanBab 9 Auditsisca chandraBelum ada peringkat
- 2 Condition Based MaintenanceDokumen92 halaman2 Condition Based MaintenanceRahman Sonowijoyo50% (2)
- Tugas O&M by ANSARDokumen17 halamanTugas O&M by ANSARMuhammad AfifuddinBelum ada peringkat
- 9 Langkah Erencanakan BengkelDokumen8 halaman9 Langkah Erencanakan BengkelZahrah VikaBelum ada peringkat
- Servis Berkala Pada MobilDokumen8 halamanServis Berkala Pada MobilTotoBelum ada peringkat
- Bumms 2, CBMDokumen47 halamanBumms 2, CBMBayu SudarsonoBelum ada peringkat
- Ekma4215 - Manajemen OperasiDokumen4 halamanEkma4215 - Manajemen OperasiEka Novita100% (1)
- Pertemuan 9Dokumen21 halamanPertemuan 9yossy aprillyaBelum ada peringkat
- Manajemen Operasional - Mengelola KualitasDokumen10 halamanManajemen Operasional - Mengelola KualitasChristine YezzieBelum ada peringkat
- Lean Six Sigma 24 Apr 20Dokumen32 halamanLean Six Sigma 24 Apr 20Adel Moza C RBelum ada peringkat
- Accounting Tugas 1Dokumen8 halamanAccounting Tugas 1Li NaBelum ada peringkat
- 3 Cara Menentukan Toleransi Alat Dengan Sertifikat KalibrasiDokumen7 halaman3 Cara Menentukan Toleransi Alat Dengan Sertifikat Kalibrasirio100% (2)
- Tugas Kelompok AobDokumen5 halamanTugas Kelompok AobALDIAN SIDHA PAMUNGKASBelum ada peringkat
- Implementasi OHSAS 18001 Pada Industri ManufakturDokumen5 halamanImplementasi OHSAS 18001 Pada Industri ManufakturPebri RamaBelum ada peringkat
- Tugas 1 Manajemen Operasi JasaDokumen6 halamanTugas 1 Manajemen Operasi JasaAbdul AzizBelum ada peringkat
- Produksi MassalDokumen6 halamanProduksi MassalAzhar Mumammad NoorBelum ada peringkat
- Kel.8 PERENCANAAN BIAYA UNTUK SIKLUS HIDUP PRODUKDokumen26 halamanKel.8 PERENCANAAN BIAYA UNTUK SIKLUS HIDUP PRODUKNADIATUL USROBelum ada peringkat
- Implementasi Kalibrasi Di IndustriDokumen11 halamanImplementasi Kalibrasi Di IndustriAdrian putraBelum ada peringkat
- Predictive Maintenance AutomotiveDokumen4 halamanPredictive Maintenance AutomotiveMuhammad IqbalBelum ada peringkat
- Pengertian CsmsDokumen5 halamanPengertian CsmsLionel L XaviBelum ada peringkat
- Penetapan Biaya Berbasis Aktivitas Dan Manajemen BiayaDokumen10 halamanPenetapan Biaya Berbasis Aktivitas Dan Manajemen BiayaMagdalena CitraBelum ada peringkat
- 882 - Jawaban SiaDokumen2 halaman882 - Jawaban SiaWhy MeBelum ada peringkat
- 4) Harly - Modul ABS - TKR ABSDokumen14 halaman4) Harly - Modul ABS - TKR ABSBagus Fitri UtomoBelum ada peringkat
- QFD - Putri Marlia Samosir - 21S19034 PDFDokumen6 halamanQFD - Putri Marlia Samosir - 21S19034 PDFPutri MarliaBelum ada peringkat
- Klasifikasi MaintenanceDokumen13 halamanKlasifikasi MaintenanceYuzar StuffBelum ada peringkat
- Proposal - Point of SalesDokumen10 halamanProposal - Point of SalesDikman NatanaelBelum ada peringkat
- Ujian Akhir Percobaan Pertama - Manajemen MutuDokumen10 halamanUjian Akhir Percobaan Pertama - Manajemen MutuScribdTranslationsBelum ada peringkat
- KPI - Company ProfileDokumen7 halamanKPI - Company ProfilehendranugzBelum ada peringkat
- Predictive Maintenance, Solusi Akhir Untuk Maintenance Di Industri - Tanda TanyaDokumen5 halamanPredictive Maintenance, Solusi Akhir Untuk Maintenance Di Industri - Tanda TanyahadiBelum ada peringkat
- Contractor Safety Management SystemDokumen8 halamanContractor Safety Management SystemImamoto KinuBelum ada peringkat
- TUGAS 1 EKMA4265 Manajemen KualitasDokumen5 halamanTUGAS 1 EKMA4265 Manajemen KualitasM. FirdausBelum ada peringkat
- MisconceptionDokumen2 halamanMisconceptionMuhammad RafliBelum ada peringkat
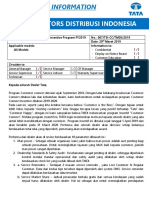
- E527328TSI 007 2019 - Customer Connect Incentive Program FY2019-20Dokumen9 halamanE527328TSI 007 2019 - Customer Connect Incentive Program FY2019-20Ade Akhida MartaBelum ada peringkat
- Makalah Perawatan Dan Perbaikan KapalDokumen36 halamanMakalah Perawatan Dan Perbaikan KapalNabila Maharani ImronBelum ada peringkat
- Total Productive Maintenance TPM Bukan SDokumen15 halamanTotal Productive Maintenance TPM Bukan Smutholib 167Belum ada peringkat
- Nadya Sari Nastiti - 02311740000115 - Tugas Keandalan - Perancangan RCM Untuk Mengurangi Downtime Mesin Pada Perusahaan Manufaktur AlumuniumDokumen8 halamanNadya Sari Nastiti - 02311740000115 - Tugas Keandalan - Perancangan RCM Untuk Mengurangi Downtime Mesin Pada Perusahaan Manufaktur AlumuniumNadya SariBelum ada peringkat
- Standar ISODokumen10 halamanStandar ISOHuman TjahyaduBelum ada peringkat
- Definisi Dan Fungsi Dari Point of SaleDokumen15 halamanDefinisi Dan Fungsi Dari Point of SalesuryasaBelum ada peringkat
- Definisi KalibrasiDokumen7 halamanDefinisi KalibrasiSandy Dimas PermadiBelum ada peringkat
- Proposal Sevan SahDokumen11 halamanProposal Sevan Sahraka alifianBelum ada peringkat
- Buku Pegangan Google Adsense: Panduan pengantar untuk program periklanan paling terkenal dan populer di web: dasar-dasar dan poin-poin penting yang perlu diketahuiDari EverandBuku Pegangan Google Adsense: Panduan pengantar untuk program periklanan paling terkenal dan populer di web: dasar-dasar dan poin-poin penting yang perlu diketahuiBelum ada peringkat
- Buku BDKT FixDokumen96 halamanBuku BDKT FixZuhri Ali Ma'ruf IksabBelum ada peringkat
- Tetapan Ionisasi Asam Basa 1-1Dokumen3 halamanTetapan Ionisasi Asam Basa 1-1Zuhri Ali Ma'ruf IksabBelum ada peringkat
- Andai Ini Ramadhan Terakhir KuDokumen4 halamanAndai Ini Ramadhan Terakhir KuZuhri Ali Ma'ruf IksabBelum ada peringkat
- Pertemuan 2 - Dinamika Kehidupan Berbangsa Dan BernegaraDokumen18 halamanPertemuan 2 - Dinamika Kehidupan Berbangsa Dan BernegaraZuhri Ali Ma'ruf IksabBelum ada peringkat