0% menganggap dokumen ini bermanfaat (0 suara)
297 tayangan21 halamanPerancangan Layout Produksi dengan CRAFT
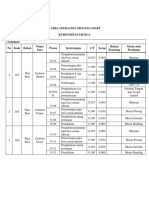
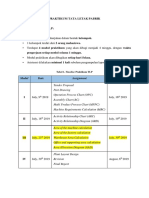
Dokumen tersebut membahas tentang perancangan tata letak lantai produksi dengan menggunakan algoritma CRAFT dan perhitungan material handling. Terdapat 3 tahapan pelaksanaan praktikum yaitu membuat rancangan awal layout dengan CRAFT, menghitung jarak antar stasiun, dan menyeleksi material handling yang cocok. Diperlukan data seperti from-to chart, spesifikasi mesin, dan referensi material handling.
Diunggah oleh
Parapat RikardoHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd
0% menganggap dokumen ini bermanfaat (0 suara)
297 tayangan21 halamanPerancangan Layout Produksi dengan CRAFT
Dokumen tersebut membahas tentang perancangan tata letak lantai produksi dengan menggunakan algoritma CRAFT dan perhitungan material handling. Terdapat 3 tahapan pelaksanaan praktikum yaitu membuat rancangan awal layout dengan CRAFT, menghitung jarak antar stasiun, dan menyeleksi material handling yang cocok. Diperlukan data seperti from-to chart, spesifikasi mesin, dan referensi material handling.
Diunggah oleh
Parapat RikardoHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd