Anda mungkin juga menyukai
- Metal Casting2Dokumen70 halamanMetal Casting2PrygiqblBelum ada peringkat
- Dasar Pengecoran Dengan Ilmu LogamDokumen11 halamanDasar Pengecoran Dengan Ilmu LogamBgd FadliBelum ada peringkat
- Makalah Pengecoran LogamDokumen23 halamanMakalah Pengecoran LogamDio Yan YasrilBelum ada peringkat
- Presentasi CastingDokumen110 halamanPresentasi CastingMuhammad AkbarBelum ada peringkat
- Makalah Teknik PengecoranDokumen21 halamanMakalah Teknik PengecoranMuhammad Ardi PratamaBelum ada peringkat
- Diktat Proses Manufaktur 1Dokumen12 halamanDiktat Proses Manufaktur 1lisa chan100% (1)
- Pengertian Pengecoran LogamDokumen8 halamanPengertian Pengecoran LogamExcel WijayaBelum ada peringkat
- 08 Proses Casting - Pengecoran 1Dokumen52 halaman08 Proses Casting - Pengecoran 131 Vittorio MilanoBelum ada peringkat
- Pengertian Pengecoran LogamDokumen20 halamanPengertian Pengecoran LogamToni MahrusBelum ada peringkat
- 04 Industri Pengecoran LogamDokumen72 halaman04 Industri Pengecoran LogamYoga NurwansyahBelum ada peringkat
- Teknik Pengecoran LogamDokumen20 halamanTeknik Pengecoran LogamHanhan S. Hakiki100% (1)
- Dasar PengecoranDokumen11 halamanDasar PengecoranTeddy Maulana PutraBelum ada peringkat
- KD.10 Pengecoran LogamDokumen5 halamanKD.10 Pengecoran LogambrillianBelum ada peringkat
- Kelas 11 SMK Teknik Pengecoran Logam & Perlakuan Panas 3 PDFDokumen196 halamanKelas 11 SMK Teknik Pengecoran Logam & Perlakuan Panas 3 PDFAbdi IzayBelum ada peringkat
- Proses ProduksiDokumen26 halamanProses ProduksiLDMusicnesiaBelum ada peringkat
- Laporan Tugas Besar Rekayasa Manufaktur (Proses-Proses Manufaktur)Dokumen40 halamanLaporan Tugas Besar Rekayasa Manufaktur (Proses-Proses Manufaktur)Habib bullahBelum ada peringkat
- Minhajul Qowim - 1910631150029 - Diktat Soal UAS Prospod 2Dokumen16 halamanMinhajul Qowim - 1910631150029 - Diktat Soal UAS Prospod 2Minhajul QowimBelum ada peringkat
- Teori SingkatDokumen11 halamanTeori SingkatgebyarBelum ada peringkat
- Proposal PengecoranDokumen14 halamanProposal PengecoranReeska DwiBelum ada peringkat
- Tugas X TKRDokumen10 halamanTugas X TKRSiswati OctaviaBelum ada peringkat
- Tgas 1Dokumen42 halamanTgas 1Mela rizki angrainiBelum ada peringkat
- Mod-05 Teknik Pengecoran LogamDokumen11 halamanMod-05 Teknik Pengecoran LogamAgung Sandi PrakasaBelum ada peringkat
- Foundary UploadDokumen52 halamanFoundary UploadheissenriyadhovicBelum ada peringkat
- Pengecoran LogamDokumen24 halamanPengecoran LogamPurabayaTirtaBagjaBelum ada peringkat
- PM K4 Pengecoran PembentukanDokumen42 halamanPM K4 Pengecoran PembentukanRena Agustina WidyasariBelum ada peringkat
- Teknik PengecoranDokumen8 halamanTeknik PengecoranvinavahanaBelum ada peringkat
- Materi 2 Dan 3 Proses Manufaktur 1Dokumen33 halamanMateri 2 Dan 3 Proses Manufaktur 1Farhan MaulanaBelum ada peringkat
- Pengecoran Logam 1Dokumen19 halamanPengecoran Logam 1IPELDA ALEXBelum ada peringkat
- Microsoft PowerPoint - 6-Pengecoran Logam PDFDokumen25 halamanMicrosoft PowerPoint - 6-Pengecoran Logam PDFJose Craft100% (2)
- Kelompok 1 - BAB 5 - Proses PengecoranDokumen31 halamanKelompok 1 - BAB 5 - Proses PengecoranValleryo Victorious ImmanuelBelum ada peringkat
- Proses Pembentukan LogamDokumen4 halamanProses Pembentukan LogamriciBelum ada peringkat
- Praktikum Pembuatan PolaDokumen9 halamanPraktikum Pembuatan PolaalvanceBelum ada peringkat
- Makalah Proses Manufaktur, EkowidodoDokumen22 halamanMakalah Proses Manufaktur, EkowidodoGilang Hermawan100% (1)
- Proses Pembuatan Dengan CastingDokumen6 halamanProses Pembuatan Dengan Castingbona_maruli3688Belum ada peringkat
- Teknik Pengecoran LogamDokumen9 halamanTeknik Pengecoran LogamRidwan Amali100% (1)
- Proses PengecoranDokumen32 halamanProses PengecoranNur Wijianto100% (1)
- Proses PengecoranDokumen83 halamanProses PengecoranRosa FirdausBelum ada peringkat
- Tugas ProsmanDokumen6 halamanTugas ProsmandamasBelum ada peringkat
- Diana Fitria - Teknik Pembentukan LogamDokumen4 halamanDiana Fitria - Teknik Pembentukan LogamDiana FitriaBelum ada peringkat
- Pengecoran NewDokumen25 halamanPengecoran Newherisetiawan8405Belum ada peringkat
- Tehnik Pengecoran LogamDokumen20 halamanTehnik Pengecoran Logamfitruk gadukBelum ada peringkat
- Teknik PengecoranDokumen35 halamanTeknik PengecoranTude Wangsa100% (1)
- Tahapan Pengecoran Logam Dengan Cetakan PasirDokumen40 halamanTahapan Pengecoran Logam Dengan Cetakan PasirErick P Simatupang100% (2)
- Proses Pengecoran LogamDokumen12 halamanProses Pengecoran LogamChristian AdiBelum ada peringkat
- Bab II PengecoranDokumen7 halamanBab II Pengecoranyosi prayogaBelum ada peringkat
- CastingDokumen10 halamanCastingDwi PrabowoBelum ada peringkat
- 4 Proses ManufakturDokumen79 halaman4 Proses ManufakturNorisk NanungBelum ada peringkat
- Teknik Pengecoran LogamDokumen27 halamanTeknik Pengecoran LogamWahyu BaqirBelum ada peringkat
- 09 - Bulk Deformation ProcessesDokumen12 halaman09 - Bulk Deformation ProcessesbenniBelum ada peringkat
- Prosman Proses PengecoranDokumen48 halamanProsman Proses PengecoranMuhammad Hawary IzzaturobyBelum ada peringkat
- Makalah Pengecoran Dan PembentukanDokumen15 halamanMakalah Pengecoran Dan PembentukanRulan MustafaBelum ada peringkat
- Pengecoran PresisiDokumen19 halamanPengecoran Presisinarutomovie0% (1)
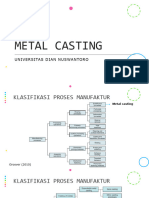
- Bab Ii Tinjauan Pustaka: Gambar 2.1 Klasifikasi Proses Pengecoran (Bambang Adipratomo, 2016)Dokumen36 halamanBab Ii Tinjauan Pustaka: Gambar 2.1 Klasifikasi Proses Pengecoran (Bambang Adipratomo, 2016)hairuddin noorBelum ada peringkat
- Tugas Fisika DasarDokumen1 halamanTugas Fisika DasarRockyBelum ada peringkat
- Cover Tugas KelompokDokumen1 halamanCover Tugas KelompokRockyBelum ada peringkat
- MuhamadSahroki TI20G 1114 JurnalpribadiDokumen12 halamanMuhamadSahroki TI20G 1114 JurnalpribadiRockyBelum ada peringkat
- TugasModul5 Kelompok7Dokumen12 halamanTugasModul5 Kelompok7RockyBelum ada peringkat
- Muhammad Sandria Ti20g 1128 Tugas 2 k3Dokumen3 halamanMuhammad Sandria Ti20g 1128 Tugas 2 k3RockyBelum ada peringkat
- MuhamadSahroki - TI20G - 1114 - Tugas 2Dokumen3 halamanMuhamadSahroki - TI20G - 1114 - Tugas 2RockyBelum ada peringkat
- MuhamadSahroki - 1114 - TI20G - Review Jurnal InternasionalDokumen3 halamanMuhamadSahroki - 1114 - TI20G - Review Jurnal InternasionalRockyBelum ada peringkat
- MuhamadSahroki TI20G 1114 ProsManDokumen2 halamanMuhamadSahroki TI20G 1114 ProsManRockyBelum ada peringkat
- Muhamad Sahroki 1114 Kelas GDokumen6 halamanMuhamad Sahroki 1114 Kelas GRockyBelum ada peringkat
- Modul 2Dokumen12 halamanModul 2RockyBelum ada peringkat
- Modul 5Dokumen12 halamanModul 5RockyBelum ada peringkat
- Kelompok Modul 4Dokumen5 halamanKelompok Modul 4RockyBelum ada peringkat