Anda mungkin juga menyukai
- OPTIMASI PROSES PENGECORANDokumen83 halamanOPTIMASI PROSES PENGECORANRosa FirdausBelum ada peringkat
- MAKALAH SISTEM SALURAN PENGECORANDokumen8 halamanMAKALAH SISTEM SALURAN PENGECORANYogi Dwi AndiBelum ada peringkat
- Kelengkapan Sistem PerpipaanDokumen51 halamanKelengkapan Sistem PerpipaanNungki Widya SavitriBelum ada peringkat
- Makalah Produk Manufaktur BautDokumen14 halamanMakalah Produk Manufaktur BautBahrul AmiqBelum ada peringkat
- Makalah Proses Produksi Mesin Gerinda Mesin Potong Mesin TekukDokumen17 halamanMakalah Proses Produksi Mesin Gerinda Mesin Potong Mesin TekukChandra KusumaBelum ada peringkat
- UTS Metalurgi Indra MustikaDokumen14 halamanUTS Metalurgi Indra Mustikaindra mustika100% (1)
- AJM TeknikDokumen16 halamanAJM TeknikBobby TobingBelum ada peringkat
- 1-Ppt-Pengenalan CFDDokumen19 halaman1-Ppt-Pengenalan CFDBustomi SyadzilliBelum ada peringkat
- Perpindahan Panas Konveksi Aliran EksternalDokumen17 halamanPerpindahan Panas Konveksi Aliran EksternalNabil KiromBelum ada peringkat
- Laporan Akhir Dee - Deep Drawing, Stretching, Dan RollingDokumen30 halamanLaporan Akhir Dee - Deep Drawing, Stretching, Dan RollingDewi Lestari Natalia MarpaungBelum ada peringkat
- RANCANG BANGUN HYDRAULIC PUMPDokumen28 halamanRANCANG BANGUN HYDRAULIC PUMPAde Wahyu PBelum ada peringkat
- Tungku InduksiDokumen37 halamanTungku Induksimuchamad luthfi aliBelum ada peringkat
- Tugas X TKRDokumen10 halamanTugas X TKRSiswati OctaviaBelum ada peringkat
- OPTIMAL BANTALANDokumen45 halamanOPTIMAL BANTALANRetno_G100% (1)
- Pabrik Pembuatan KawatDokumen17 halamanPabrik Pembuatan KawatYustinus Selis Toron50% (2)
- Jawaban UtsDokumen8 halamanJawaban UtsRichard ErdywnasaBelum ada peringkat
- Mesin Non KonvensionalDokumen38 halamanMesin Non KonvensionalNovianaNurhikmatBelum ada peringkat
- ANALISA KEGAGALANDokumen15 halamanANALISA KEGAGALANReza Nur SeptianBelum ada peringkat
- Materi PengelasanDokumen12 halamanMateri PengelasanJokoNugrohoBelum ada peringkat
- Jenis KikirDokumen5 halamanJenis KikirsatchamoBelum ada peringkat
- Laporan Elemen Mesin 2Dokumen55 halamanLaporan Elemen Mesin 2Agum GhifariBelum ada peringkat
- Laporan Praktikum Silinder Aksi TunggalDokumen12 halamanLaporan Praktikum Silinder Aksi TunggalfazarBelum ada peringkat
- 2 Modul Praktikum Pengecoran LogamDokumen14 halaman2 Modul Praktikum Pengecoran LogamTeknik PemesinanBelum ada peringkat
- Bab7 - MPD RevisiDokumen32 halamanBab7 - MPD RevisiEgi PrasetyoBelum ada peringkat
- Laporan Desain Produk Mesin Press Velg 4Dokumen24 halamanLaporan Desain Produk Mesin Press Velg 4bayu iksantoBelum ada peringkat
- Perpindahan PanasDokumen94 halamanPerpindahan PanasANITABelum ada peringkat
- Laporan Pltgu Makasar 450 MWDokumen320 halamanLaporan Pltgu Makasar 450 MWMugabe Gomos100% (1)
- Besi CorDokumen7 halamanBesi CorYan Edward'sBelum ada peringkat
- CENTRIFUGAL FAN TESTDokumen49 halamanCENTRIFUGAL FAN TESTGilang KrisnawanBelum ada peringkat
- Pressure VesselDokumen18 halamanPressure VesselNurul FitrianiBelum ada peringkat
- PELEBURAN LOGAMDokumen12 halamanPELEBURAN LOGAMAgung SetiawanBelum ada peringkat
- Sand CastingDokumen14 halamanSand CastingAGUSBelum ada peringkat
- ELEMEN MESINDokumen79 halamanELEMEN MESINi_bima255097Belum ada peringkat
- LAPORAN PRAKTIKUM HIDROLIKDokumen11 halamanLAPORAN PRAKTIKUM HIDROLIKAnnisa AnugraBelum ada peringkat
- Makalah Proses Pengerjaan Plastik Dari Industri Hulu-HilitDokumen31 halamanMakalah Proses Pengerjaan Plastik Dari Industri Hulu-HilitTopan Mustopa Nurdin100% (2)
- DifferentialDokumen17 halamanDifferentialIndra H Basri100% (1)
- Dekarburisasi Pada SteelmakingDokumen1 halamanDekarburisasi Pada SteelmakingMurti HandayaniBelum ada peringkat
- Perancangan PorosDokumen8 halamanPerancangan PorosAgeng TaslimBelum ada peringkat
- Uji ImpakDokumen15 halamanUji ImpakIgnatius DomenicoBelum ada peringkat
- Contoh Bab 8Dokumen10 halamanContoh Bab 807 Aprinaldo JennerBelum ada peringkat
- Mesin Tenaga UapDokumen16 halamanMesin Tenaga UapMohamad Hasyim ZayadiBelum ada peringkat
- Chapter 8 UBLDokumen26 halamanChapter 8 UBLSetiawanBelum ada peringkat
- Tugas Las TotalDokumen19 halamanTugas Las TotalnayonaegaBelum ada peringkat
- Perencanaan PengecoranDokumen25 halamanPerencanaan PengecoranFathoni AhmadBelum ada peringkat
- Teori Wire DrawingDokumen3 halamanTeori Wire DrawingeddickBelum ada peringkat
- Materi 16 Soal Dan Jawaban UASDokumen4 halamanMateri 16 Soal Dan Jawaban UASFaisalBelum ada peringkat
- Pengukuran Anjakan dan LuasDokumen9 halamanPengukuran Anjakan dan LuasUcok Manurung100% (1)
- APK SELONGSONGDokumen20 halamanAPK SELONGSONGBudi SuhartoBelum ada peringkat
- Pemodelan Drone TailDokumen14 halamanPemodelan Drone TailNauval Labiby N MBelum ada peringkat
- CETAKAN DAN INTIDokumen16 halamanCETAKAN DAN INTIshofira zuhrahBelum ada peringkat
- Tugas Proses ManufakturDokumen5 halamanTugas Proses ManufakturLutfil HakimBelum ada peringkat
- PENGECORAN PASIRDokumen12 halamanPENGECORAN PASIRParlindungan SitohangBelum ada peringkat
- Prosman Proses PengecoranDokumen49 halamanProsman Proses PengecoranEliyen Veronika SilalahiBelum ada peringkat
- Jenis-Jenis Cetakan LogamDokumen13 halamanJenis-Jenis Cetakan LogamrizkahahahaBelum ada peringkat
- OPTIMALKAN SAND CASTINGDokumen5 halamanOPTIMALKAN SAND CASTINGSumintoBelum ada peringkat
- Pengecoran LogamDokumen5 halamanPengecoran LogamWiku Hananta HerlambangBelum ada peringkat
- Makalah Proses ManufakturDokumen12 halamanMakalah Proses ManufakturPradikta FaBelum ada peringkat
- Makalah Jenis Jenis CetakanDokumen15 halamanMakalah Jenis Jenis CetakanAlfian HendiantoBelum ada peringkat
- KD.10 Pengecoran LogamDokumen5 halamanKD.10 Pengecoran LogambrillianBelum ada peringkat
- DASAR ILMU PENGECORANDokumen22 halamanDASAR ILMU PENGECORANGilang Hermawan100% (1)
- Analisa Kegagalan 264-267 Rifki Dwi I0414043Dokumen5 halamanAnalisa Kegagalan 264-267 Rifki Dwi I0414043FajarDikaNurohmanBelum ada peringkat
- Manfaat Daun KelorDokumen1 halamanManfaat Daun KelorFajarDikaNurohmanBelum ada peringkat
- KoaosonagavbNJa-WPS OfficeDokumen1 halamanKoaosonagavbNJa-WPS OfficeFajarDikaNurohmanBelum ada peringkat
- Ayam goreng-WPS OfficeDokumen1 halamanAyam goreng-WPS OfficeFajarDikaNurohmanBelum ada peringkat
- Sistematika Laporan Continuity of CareDokumen16 halamanSistematika Laporan Continuity of CareFajarDikaNurohmanBelum ada peringkat
- SOP Pengukuran Panggul LuarDokumen3 halamanSOP Pengukuran Panggul LuarFajarDikaNurohmanBelum ada peringkat
- Surat LahirDokumen2 halamanSurat LahirFajarDikaNurohmanBelum ada peringkat
- Satuan Acara Penyuluhan Pre MenopauseDokumen8 halamanSatuan Acara Penyuluhan Pre MenopauseFajarDikaNurohmanBelum ada peringkat
- RGRGRWGWRWDokumen108 halamanRGRGRWGWRWCedric GigaBelum ada peringkat
- Plotting Mahasiswa Periode Januari 2018Dokumen121 halamanPlotting Mahasiswa Periode Januari 2018FajarDikaNurohmanBelum ada peringkat
- Kos Siap UploadDokumen28 halamanKos Siap UploadAlifia100% (1)
- GahahvacaDokumen2 halamanGahahvacaFajarDikaNurohmanBelum ada peringkat
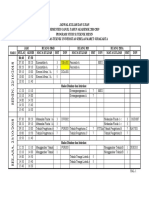
- Jadual UTS Hal 1-8 Semester Ganjil 2018 2019-1Dokumen8 halamanJadual UTS Hal 1-8 Semester Ganjil 2018 2019-1FajarDikaNurohmanBelum ada peringkat
- Tugas PP 1Dokumen1 halamanTugas PP 1FajarDikaNurohmanBelum ada peringkat
- Metalurgi Las - 0Dokumen15 halamanMetalurgi Las - 0FajarDikaNurohmanBelum ada peringkat
- CoverDokumen9 halamanCoverFajarDikaNurohmanBelum ada peringkat
- Sambungan LasDokumen33 halamanSambungan LassutrimoBelum ada peringkat
- Tugas 1 (Gading Ari Pradhana, Nim I0414021)Dokumen7 halamanTugas 1 (Gading Ari Pradhana, Nim I0414021)FajarDikaNurohmanBelum ada peringkat
- Bab Ii PDFDokumen33 halamanBab Ii PDFFajarDikaNurohmanBelum ada peringkat
- Tugas Resume Teknologi Proses Permesinan - Galih Pramudita - I0414022Dokumen4 halamanTugas Resume Teknologi Proses Permesinan - Galih Pramudita - I0414022FajarDikaNurohmanBelum ada peringkat
- Salinan Terjemahan Zhang2017 PDFDokumen54 halamanSalinan Terjemahan Zhang2017 PDFFajarDikaNurohmanBelum ada peringkat
- Bab Ii PDFDokumen33 halamanBab Ii PDFFajarDikaNurohmanBelum ada peringkat
- BAB IV KPDokumen11 halamanBAB IV KPFajarDikaNurohmanBelum ada peringkat
- Tugas Resume Teknologi Proses Permesinan - Fajar Dika Nurohman - I0414019Dokumen3 halamanTugas Resume Teknologi Proses Permesinan - Fajar Dika Nurohman - I0414019FajarDikaNurohmanBelum ada peringkat
- PopokDokumen13 halamanPopokFajarDikaNurohmanBelum ada peringkat
- Galih Pramudita I0414022 Tugas 3 Manajemen EnergiDokumen8 halamanGalih Pramudita I0414022 Tugas 3 Manajemen EnergiFajarDikaNurohmanBelum ada peringkat
- Tugas Resume Teknologi Proses Permesinan - Luhur Pambudi KJ - I0414031Dokumen3 halamanTugas Resume Teknologi Proses Permesinan - Luhur Pambudi KJ - I0414031FajarDikaNurohmanBelum ada peringkat
- Iso 5001Dokumen2 halamanIso 5001AdiPurnamaBelum ada peringkat
- Galih Pramudita I0414022 Tugas 3 Manajemen EnergiDokumen8 halamanGalih Pramudita I0414022 Tugas 3 Manajemen EnergiFajarDikaNurohmanBelum ada peringkat
- Fajar Dika Nurohman I0414019 Tugas 3 Manajemen EnergiDokumen6 halamanFajar Dika Nurohman I0414019 Tugas 3 Manajemen EnergiFajarDikaNurohmanBelum ada peringkat