Besi Nodular
Diunggah oleh
Agustine SetiawanHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Besi Nodular
Diunggah oleh
Agustine SetiawanHak Cipta:
Format Tersedia
Besi Cor Nodular | HAPLI
Halaman 1
Besi Cor Nodular Grafit pada besi cor nodular menempati 10 15% dari volume total
material serta tersebar merata didalam struktur dasar (matriks) yang mirip dengan baja
karbon. Oleh karena itu sifat-sifat mekanik dari besi cor nodular dapat dihubungkan secara
langsung dengan mampu tarik dan keuletan dari matriks yang dimilikinya sebagaimana
halnya dengan baja karbon. Namun demikian karena didalam struktur besi cor nodular juga
terdapat grafit, maka mampu tarik, modulus elastisitas maupun ketahanan impak secara
proporsional akan lebih rendah dari baja karbon dengan matriks yang serupa. Matriks besi
cor nodular bervariasi dari mulai struktur ferit yang lunak dan ulet sampai dengan struktur
perlit yang lebih keras serta kuat bahkan struktur-struktur yang hanya dapat dicapai melalui
penambahan bahan paduan maupun melalui perlakuan panas seperti martensit dan bainit.
Sifat-sifat mekanik besi cor nodular dalam kaitannya dengan matriks yang dimilikinya dapat
dilihat pada tabel 1. Tabel 1. Sifat mekanik besi cor nodular. Mekanisme pembekuan besi cor
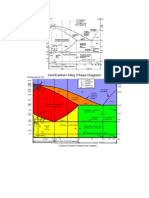
nodular dapat dijelaskan secara lebih mudah dengan menggunakan diagram terner Fe-C-Si,
dimana akibat pengaruh kandungan Si, maka diagram Fe-C akan berubah seperti ditunjukkan
pada gambar 1 sebagai berikut: Gambar 1. Diagram Fe-C-Si dengan Si 2.4 % (Pseudo Biner)
. Pada paduan hipoeutektik, pembekuan dimulai dari tumbuhnya besi padat (austenit) dari
cairan besi. Peristiwa ini berlangsung bersamaan dengan turunnya temperatur cairan hingga
melampaui temperatur eutektik (undercooling) dan naiknya konsentrasi karbon didalam
cairan sisa menuju ke titik eutektik seperti terlihat pada kurva pendinginan spesifik untuk
paduan hipoeutektik (gambar 2). Jumlah inti pembekuan yang sedikit akan mengakibatkan
terjadinya undercooling dibawah temperatur eutektik. Pada saat pengintian terjadi, energi
bebas dilepaskan sebesar energi yang dipergunakan untuk pencairan. Pelepasan energi ini
akan mengakibatkan naiknya kembali temperatur hingga mencapai temperatur eutektik
(rekaleszenz). Pada tingkat keadaan ini selain austenit tumbuh pula grafit eutektik secara
bersamaan (disebut sel-sel eutektik). Pertumbuhan grafit mengakibatkan berkurangnya
konsentrasi karbon didalam paduan sehingga pada akhirnya akan tersisa grafit bulat diantara
butiran-butiran austenit yang akan tertransformasi menjadi perlit. Gambar 2. Kurva
pendinginan besi cor nodular hipoeutektik. Untuk coran berdinding tebal atau karena suatu
pendinginan lambat, maka karbida besi yang membentuk perlit akan menjadi grafit, sehingga
selain perlit disekeliling grafit bulat akan terdapat struktur ferit. Persentase dari perlit-ferit ini
menentukan mampu tarik besi cor nodular. Pada paduan hipereutektik pembekuan
berlangsung mirip dengan paduan hipoeutektik. Bedanya adalah, kristal yang pertama tumbuh
adalah grafit primer yang berbentuk bulat serta menurunkan konsentrasi karbon didalam
cairan menuju ketitik eutektik. Pembekuan selanjutnya berlangsung sama seperti pada paduan
hipoeutektik. Gambar 3 adalah kurva yang menunjukkan daerah-daerah komposisi besi cor
nodular baik hipo maupun hipereutektik, dimana dari kurva ini dapat ditentukan komposisi C
maupun Si. Gambar 3. Daerah komposisi besi cor nodular. Mekanisme pembentukan grafit
bulat telah diteliti oleh banyak peneliti, namun demikian jawaban yang lebih memuaskan
tentang fenomena ini masih terus dikembangkan dan didiskusikan. Dari sekian banyak teori
tentang pembulatan grafit, maka teori gelembung gas (gas bubble theory) memberikan
penjelasan yang mudah dipahami serta mencakup beberapa teori yang lainnya, sebagaimana
hasil penelitian dari Haruki Itofuji. Penelitian dilakukan terhadap suatu cairan besi cor
nodular yang dikuens pada saat pendinginan sehingga pada tempat dimana akan terbentuk
grafit bulat, ditemukan gelembung-gelembung gas yang merupakan gas Mg, gas Ca dan/atau
gas N2 yang terabsorbsi oleh unsure tanah jarang (rearearth). Pada penelitian tersebut tampak
bahwa hanya grafit bulat berukuran kecil (dibawah 10 mm) yang ditemukan terbentuk
didalam cairan. Untuk partikel yang lebih besar, bentuk grafit ditentukan oleh lapisan
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 2
didalam cairan. Untuk partikel yang lebih besar, bentuk grafit ditentukan oleh lapisan
austenit yang berada disekelilingnya. Grafit menjadi bulat bila austenit dapat terbentuk
disekelilingnya dengan sempurna, sebaliknya grafit vermikular tebentuk bila pada austenit,
akibat adanya unsur-unsur pengganggu, terjadi kanal-kanal yang menghubungkan grafit
dengan cairan. Sedangkan bila pertumbuhan grafit dalam gelembung gas terhenti serta
tumbuh grafit dari inti-inti baru disekitar austenit, akan terjadi grafit chunky (gambar 4).
Gambar 4. Skematik pembentukan grafit bulat. Teori lain dikemukakan oleh Marincek B,
yaitu teori dengan landasan energi permukaan. Dari penelitiannya ditemukan bahwa energi
permukaan antara grafit dengan cairan pada besi cor nodular lebih besar dari pada besi cor
lamelar. Dengan metode retakan kapiler (capillary rise method) dipastikan bahwa tegangan
permukaan pada grafit lamelar adalah 800 1100 dyne/cm, sedangkan pada grafit bulat
adalah 1400 dyne/cm (dyne adalah satuan gaya dengan sistim cgs). Penelitian ini berhasil
menjelaskan, bahwa pembulatan grafit dapat terjadi karena pada permukaan bulat (sphere)
terdapat energi bebas permukaan yang lebih kecil dari pada permukaan lamelar dengan
volume yang sama sehingga perbedaan energi antar permukaan cairan dengan grafit
(interface energy) menjadi besar. Perbedaan yang besar ini memaksa pertumbuhan kristal
grafit, dalam hal ini menurunkan rasio energi/volume, cenderung menjadi bulat dari pada
lamelar. Gambar 5. Variasi energi bebas pembentukan grafit (DG) sebagai fungsi dari
interface energi cairan-grafit (g*SL). Interface energi antara cairan-grafit merupakan fungsi
dari kandungan S. Bila terdapat cukup kandungan unsur reaktif terhadap S seperti Mg,
sehingga S didalam cairan dapat direduksi sekecil-kecilnya, maka interface energi tersebut
akan naik sehingga grafit bulat akan lebih memungkinkan terbentuk. Tercatat pula beberapa
faktor yang menjadi penghambat terjadinya grafit bulat, antara lain adanya unsur-unsur
pengganggu didalam cairan (Sb, Pb, As dan sebagainya), atau pemanasan lebih
(superheating) serta penahanan cairan setelah Mg-treatment. Faktor-faktor tersebut secara
langsung menurunkan tegangan permukaan. Selanjutnya kenaikan tegangan permukaan
teramati pula sejalan dengan penambahan unsur Mg didalam cairan sebagaimana tampak
pada gambar 6 dan 7. Gambar 6. Variasi tegangan permukaan sebagai fungsi waktu
penahanan pada T konstan. Gambar 7. Variasi tegangan permukaan sebagai fungsi Mg-rest.
Dari gambar 7 tampak jelas, bahwa tegangan permukaan terbesar yang menghasilkan
pembulatan grafit optimum adalah pada kandungan Mg sebesar 0.01-0.02%. Namun karena
dalam pengukuran sulit untuk membedakan antara Mg dengan MgS maupun MgO, maka
kandungan Mg (Mg-rest) yang dianjurkan adalah 0.015% lebih tinggi dari kandungan
seharusnya (0.025 0.035%). Sifat-sifat Besi Cor Nodular dipengaruhi oleh semua unsur
yang terdapat dalam tabel periodik. Beberapa dari unsur ini memiliki konsentrasi yang
sedemikian kecilnya sehingga sulit dikenali, sedangkan beberapa yang lainnya memiliki
pengaruh yang relatif kecil. Setiap unsur secara umum berpengaruh sebagai berikut:
Menyebabkan atau meniadakan karbida. Membentuk serta mempengaruhi penyebaran grafit.
Membentuk struktur dasar. Gambar 8. Struktur Besi Cor Nodular perlitik dengan sedikit ferit.
Gambar 9. Pertumbuhan grafit yang menembus dinding austenit. Pengaruh unsur-unsur ini
terutama berhubungan erat dengan kecepatan pendinginan (ketebalan coran), oleh karenanya
penentuan komposisi besi cor nodular sangat memperhatikan masalah kecepatan pendinginan
ini sehingga akan diperoleh coran dengan struktur dasar tanpa ledeburit (perlit + karbida
bebas. Didalam besi cor, karbon selalu dipengaruhi oleh silikon sehingga dalam perhitungan
digunakan CE (carbon equivalent) dengan hubungan sebagai berikut: CE = %C + 0.31 %Si.
CE yang terlalu tinggi akan mengakibatkan terjadinya flotasi grafit terutama pada coran yang
cukup tebal, sedangkan CE yang rendah akan memunculkan struktur yang semakin keras
sampai dengan terbentuknya ledeburit. Harga CE yang dianjurkan untuk ketebalan coran
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 3
sampai dengan terbentuknya ledeburit. Harga CE yang dianjurkan untuk ketebalan coran
tertentu dapat dilihat dari gambar 10. Gambar 10. Harga CE yang dianjurkan untuk ketebalan
coran tertentu. Perbandingan antara karbon dengan silikon ditentukan dengan memperhatikan
pengaruh silikon terhadap sifat-sifat fisik maupun mekanik besi cor nodular sebagai fungsi
dari CE atau dalam hal ini ketebalan coran. Kandungan silikon pada jumlah tertentu akan
meningkatkan keuletan besi cor sampai dengan 4 %, meningkatkan kekerasan terutama pada
kondisi anil namun menurunkan ketahanan impak serta konduktifitas termal, sehingga dengan
demikian perlu pembatasan-pembatasan. Tabel 2. Komposisi C dan Si untuk Coran tanpa
karbida bebas. Persentase C dan Si yang dianjurkan untuk ketebalan coran maupun struktur
dasar yang dikehendaki dapat dilihat dari Tabel 2. Mangan adalah unsur penggiat
terbentuknya karbida besi sehingga jumlahnya dalam besi cor nodular harus sangat dibatasi
serta berhubungan dengan kandungan silikon maupun ketebalan coran. Hubungan ini dapat
dilihat pada gambar 11. Dari gambar 11 dapat dilihat aspek penting lain dari mangan. Pada
coran yang tipis sampai tebal maksimum 25 mm pengaruh mangan dalam membentuk karbida
tereliminasi oleh naiknya kandungan silikon, dimana untuk kandungan Si yang tinggi dapat
ditetapkan jumlah mangan yang cukup tinggi pula. Sedangkan untuk coran yang tebal hal
tersebut tidak dapat dilakukan mengingat kecenderungan akan terjadinya segregasi. Gambar
11. Mn maksimum yang dianjurkan sebagai fungsi Si dan tebal coran. Mangan akan
tersegregasi semakin kuat pada kondisi pendinginan yang lambat, sehingga pada akhirnya
untuk kandungan mangan rata-rata 0.4 % akan naik menjadi 2.5 % atau lebih dibagian coran
yang mengalami pembekuan terakhir. Sedangkan silikon mengalami kejadian yang
sebaliknya dimana ia akan tersegregasi justru pada awal pembekuan. Unsur yang merupakan
penggiat pembentukan karbida besi dengan pengaruh lebih kuat dari mangan adalah chrom
(Cr), vanadium (V), bor (B), telurium (Te) dan molibdenum (Mo). Sehingga untuk
menghindari terbentuknya karbida bebas unsur-unsur tersebut harus dibatasi sebagai berikut:
Cr: 0.05 %, V: 0.03 %, B: 0.003 %, Te: 0.003 %, Mo: 0.01 0.75 %. Grafit bulat hanya
mungkin terbentuk pada cairan dengan kandungan sulfur rendah (S<0.01 %), oleh karenanya
pada proses produksinya selain digunakan bahan baku dengan kandungan sulfur rendah, juga
dilakukan desulfurisasi dengan memadukan unsur Mg kedalam cairan. Mg adalah unsur
terpenting yang menghasilkan efek pembulatan grafit. Efek ini terjadi bila terdapat
kandungan Mg didalam besi sebesar 0.02% 0.05%. Namun karena unsur ini memiliki titik
uap hanya 1107 oC disamping kelarutannya didalam besi yang relatif rendah, maka untuk
mencegah kehilangan yang terlalu banyak saat pemaduan, Mg diberikan dalam bentuk
paduan FeSiMg. Beberapa parameter yang berpengaruh pada pemaduan Mg adalah: Jenis
paduan Mg. Temperatur pemaduan. Metode pemaduan. Jumlah S maupun O2 didalam cairan
dasar (base iron). Untuk menentukan jumlah Mg yang harus dipadukan kedalam cairan dasar,
perlu diperhatikan jumlah yang diperlukan sekaligus untuk desulfurisasi serta deoksidasi,
serta jumlah yang hilang akibat penguapan sebagai berikut: Sebuah contoh aplikasi: Kondisi
proses: Sulfur pada base iron (SB) = 0.02%. Mg rest yang diharapkan (MgR) = 0.04% Mg
dalam paduan (MgRC) = 10% (FeSiMg10) Efisiensi ladel (LE) = 26% (T = 1500 oC,
berdasarkan percobaan). Maka: Dengan demikian, misalnya untuk kapasitas ladle treatment
250 kg, diperlukan FeSiMg10 sebanyak: MgA = 0.018 x 250 kg = 4.5 kg, dengan temperatur
treatment = 1500 oC. Dari berbagai sumber. Loading... 151 responses 23 01 2010 Tomzon
(19:38:52) : Pak, saya minta penjelasan lebih lengkap lagi tentang struktur awal mikro besi
cor, bisa?.n kl besi cor d Heat treatment, perubahan struktur mikro nya bagaimana.. Kl bisa
contoh gmbar struktur mikro nya lebih banyak..makasih Reply 10 01 2011 Yanu
(16:28:00) : pak, apa pertimbangan penggunaan material fc dan fcd?, dan mohon beri contoh
aplikasi Reply 11 01 2011 R. Widodo (13:38:20) : Berikut beberapa pertimbangan umum
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 4
aplikasi Reply 11 01 2011 R. Widodo (13:38:20) : Berikut beberapa pertimbangan umum
pemilihan bahan FC atau FCD: 1. Mampu tarik FC: 150 350 N/mm2, FCD: 400 800 N/
mm2. Jadi FCD digunakan untuk kekuatan tinggi. 2. Elongasi FC: 0%, FCD: s/d 8%. Jadi
FCD digunakan untuk produk-produk yang mendapatkan beban impak maupun tekuk. 3.
Bentuk grafit pada FC lamelar (menahan getaran), pada FCD bulat (membelokkan getaran).
Jadi FC memiliki sifat meredam getaran sedangkan FCD tidak. Semoga berguna. Reply 30 01
2011 delta (14:52:32) : aslkm.pak klo mengurangi P pada besi cor di tanur bagai mana ya
pa???trima kasih Reply 31 01 2011 R. Widodo (14:02:50) : waalaikum salam mas Delta Pada
umumnya, besi cor dapat mengandung unsur P sebanyak 0.03 1.5%, dimana unsur P, C dan
Fe akan membentuk ternare dengan eutektik (phospide eutektikum) pada suhu 960 oC.
Eutektikum ini membentuk pulau-pulau serta berlokasi diantara matriks struktur besi cor.
Pada produk-produk cor tipis, P sengaja ditambahkan sebagai unsur pendamping untuk
meningkatkan fluiditas cairan serta hampir tidak memiliki dampak negatif terhadap kekuatan
bahan besi cor pada umumnya baik lamelar maupun nodular. Dengan demikian, pada setiap
proses peleburan besi cor, proses dephosporisasi tidak perlu dilakukan selama bahan baku
yang digunakan tidak mengandung unsur P yang berlebihan. Jadi P harus dikondisikan
sedemikian rupa melalui perhitungan charging agar tetap tendah (bila produk tebal) atau
tidak lebih tinggi dari 1.5% (bila produk tipis), atau koreksi dengan menambahkan bahan
berkandungan P rendah untuk menurunkannya. Menurunkan P melalui proses dephosporisasi
seperti yang dilakukan pada konverter bessemer (baja hematit) menjadi terlalu mahal dan
tidak pada tempatnya. Jadi untuk besi cor dengan kandungan P rendah, lakukan hal-hal
berikut: (a) Pilih bahan baku berkandungan P rendah (besi tua tebal atau pig iron). (b)
Koreksi dengan steel scrap berkandungan P rendah. Semoga berguna. Reply 14 02 2011 delta
(20:35:36) : memang dengan prosentase 1.5% itu ga terlalu tinggi pak??yg saya dapat bbrp
literatur prosentase p maks 0.05%..apa yg terjadi dgn prosentase 1.5% pada materialy pa??
nuhun Reply 17 02 2011 R. Widodo (20:29:48) : Benar, untuk besi cor nodular (FCD) P
max : 0.05%. Pada besi cor (FC), khususnya untuk produk tipis, P ditambahkan untuk
meningkatkan fluiditas cairan. Reply 22 02 2011 delta (00:00:25) : pak saya jga punya
masalah knp ya klo fcd saya ketika dibubut tampak visualy tidak bisa mengkilat terang
seperti baja?? Reply 24 02 2011 R. Widodo (10:11:53) : Yth Mas Delta. Kualitas permukaan
machining bahan FCD memang tidak akan pernah dapat semengkilap baja. Hal ini
disebabkan oleh terdapatnya banyak grafit bulat didalam strukturnya. Pada saat dibubut atau
dimiling, grafit-grafit ini akan terlepas dan meninggalkan rongga-rongga bulat dipermukaan.
Rongga-rongga ini akan menyebabkan cahaya tidak dapat memantul dengan sempurna
sehingga menghasilkan tampilan permukaan yang agak buram. Struktur ferit juga akan
tampak lebih buram dari pada struktur perlit. itu sebabnya FCD 700 dapat memiliki
permukaan bubut lebih kilap dari pada FCD 500. Jadi kalau menghendaki kilap yang agak
lebih baik, maka tingkatkan grade FCD anda hingga FCD 700, walau hasilnya tidak akan
semengkilap baja. Semoga berguna. Reply 25 02 2011 delta (21:12:33) : SIP,,,terima kasih
PA wid Reply 25 02 2011 delta (21:19:11) : satu lagi pak,,,,saya pernah ngcor FC25 dgn
tambahan crom skitar 0,4-0,6%,,,,,setelah dibubut permukaany mengkilap pak,,,apa itu
pengaruh crom yg menempati pada permukaan benda ya pa?? Reply 22 03 2011 saiful
(16:57:25) : Assalamualaikum Pak. Pak kami mengalami floting grafit pada produk fcd
dengan diameter 350 panjang 860mm. Menurut Bapak kira nilai CE yang harus kamicapai
kira berapa untukmenghilangkan floting grafit tadi ?. Terimakasih. wassalamualaikum saiful
Reply 28 03 2011 R. Widodo (16:47:57) : Assalamualaikum.. Yth mas Saiful, untuk FCD
setebal itu, masalah grafit floatasi tidak hanya disebabkan oleh CE yang terlalu tinggi, namun
juga oleh lamanya solidification time. Jadi walaupun CE sudah sesuai, floatasi masih akan
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 5
juga oleh lamanya solidification time. Jadi walaupun CE sudah sesuai, floatasi masih akan
terjadi. maka untuk mengatasinya posisi pengecoran dibuat berdiri (sumbu poros vertikal)
dan diberi kelebihan (untuk menampung floatasi sekaligus berfungsi sebagai feeding)
sebanyak 10% dari panjang benda. Untuk komposisi, Anda bisa menerapkan C max 3.6
dengan Si max 2.0 sebagaimana saya baca pada artikel diatas, dengan asumsi struktur yang
diharapkan adalah perlitik. Semoga berguna. Reply 24 07 2011 mahmud yusuf (14:00:23) :
Dear Pak Saya punya usaha cor logam dan hasil kurang maksimal dengan permukaan yang
kurang bagus karena terdapat lelehan dengan bentuk seperti lelehan lilin, sehingga hasil
kurang bagus. , saya dengar hal ini bisa di minimalkan dengan cairan tambahan yang di beli
langsung dari kanada, dan memang saya lihat hasil cor teman saya jauh lebih baik, dan teman
saya merahsiakan cairan tersebut, mohon petunjuk apa kajian di atas sama dengan masalah
yang saya hadapi saat ini, dan memang jika bukan apa bisa saya di rekomendasikan cairan
yang di maksud, dan di mana saya harus membeli cairan tersebut. Mohon informasinya .
Rgrds, Mahmud Reply 25 07 2011 R. Widodo (13:44:09) : Yth. p Mahmud. Untuk
menjawab pertanyaan Anda, mohon kiranya Anda lebih menspesifikasikan pengecoran Anda
sebagai berikut: Apa bahan yang dicor? (FC, FCD, Aluminium, Kuningan) Apa bahan
cetakan Anda? Apa proses peleburan Anda? Berapa temperatur cor yang menimbulkan
cacat? Bagaimana deskripsi cacat yang Anda maksudkan? Dengan penjelasan spesifikasi
yang akurat, mudah2an kami bisa mencari solusi dari permasalahan Anda. Salam Reply 22
10 2011 hafid (09:51:17) : mohon bantuannya pa,untuk material FCD 1000 atau GX300 as
cast kompossisi kimianya bagaimana?terimakasih Reply 24 10 2011 R. Widodo (12:46:31) :
Yth mas Hafid. Untuk mendapatkan kekuatan tarik 1000 N/mm2, FCD harus dipadu dengan
unsur Ni dan Mo. Menurut DIN bahan tersebut adalah GX300NiMo. Dari diagram TTT,
unsur Ni dan Mo berfungsi untuk menggeser daerah bainit kedepan sehingga pada
pendinginan normal terjadi struktur bainit. Komposisi C dan Si ditetapkan sebagaimana
menentukan FCD pada umumnya, yaitu agar tidak terjadi pembekuan putih. Untuk tebal
25-50 mm biasanya C: 3.5% dan Si 2.4 (komposisi akhir dengan struktur harapan perlit).
Demikian pula Ni, ditetapkan berdasarkan tebal sebagai berikut: Tebal (mm) Ni (%) 12 30
1.0 1.5 30 40 1.5 2.0 40 60 1.8 2.6 60 80 2.4 2.8 (Brunhuber, 1988) Mo
dibubuhkan sebesar 0.5 0.8% untuk menurunkan suhu Ms serta menjauhkan hidung perlit
dari garis pendinginan normal. Sebagaimana umumnya pembuatan FCD, kandungan P dan S
harus ditekan serendah mungkin, sehingga dg demikian Mn dapat ditekan maks 0.3%.
Pembulatan grafit akan tercapai setelah proses nodularisasi dengan Mg rest 0.035 0.045.
Semoga berguna. Reply 30 10 2011 hafid (19:34:54) : Terimakasih pa widodo bantuannya.
sangat berguna referensi yang diberikan. apakah proses pembulatan grafit nya seperti
pembulatan pada fcd700 atau 500 yg menggunakan mg treatment? Reply 31 10 2011 R.
Widodo (14:27:03) : Benar mas Hafid. Tidak ada bedanya dengan proses nodularisasi pada
umumnya. Reply 8 11 2011 Youssa Putu'e Mbah Soeryadi (12:28:19) : selamat siang pak .
mohon bantuanya . saya mau tanya : apa perbedaan proses pengecoran aluminium dengan
besi cor ? (dari segi sifat sifat, pembuatan, dan pengujian) logam mana yang paling baik
dalam proses pengecoran. makasih pak . Reply 9 11 2011 R. Widodo (15:01:34) : Yth mas
Youssa. Proses pengecoran baik Aluminium maupun Besi Cor masing-masing memiliki
faktor kesulitannya sendiri. Bila Anda tidak menguasai teknik pengecoran Aluminium, tentu
akan terasa sangat sulit bagi Anda demikian pula halnya pada besi cor. Sedangkan apabila
Anda menguasainya maka sebenarnya proses keduanya dapat dilakukan dengan mudah.
Secara prinsip pengecoran logam, kedua proses juga sama dimana terdapat proses peleburan,
cetakan, penuangan serta perlakuan panas. Hanya karena khususnya temperatur leleh kedua
bahan sangat berbeda, maka spesifikasi alat peleburnya pun tentu berbeda. Sifat-sifat
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 6
bahan sangat berbeda, maka spesifikasi alat peleburnya pun tentu berbeda. Sifat-sifat
kimiawi pada saat cair kedua bahan pun berbeda, sehingga teknik perlakuan terhadap logam
cairnya pun, walaupun mirip, tetap memiliki karakternya sendiri. Pengujian tentu dilakukan
untuk mengetahui komposisi bahan, struktur bahan, kekuatan bahan, geometri serta cacatcacat cor yang terdapat didalam produk. Cara uji untuk masing-masing bahan telah
distandarkan diberbagai negara maju seperti ASTM, JIS, DIN dan sebagainya. Jadi, apapun
bahannya, ketika kita menguasai teknologinya, maka sebenarnya tidak sulit untuk dilakukan.
Semoga berguna. Reply 6 12 2011 Driman (10:20:27) : Mohon infonya Pak Apakah FCD
cocok digunakan untuk poros shaft atau pin?terimakasih Reply 6 12 2011 R. Widodo
(12:15:53) : Yth mas Driman. Ada banyak sekali shaft maupun pin yang terbuat dari bahan
FCD. Untuk menentukannya, perhatikan: a. beban2 yang terjadi (puntir, bengkok, dinamik
dsb), FCD cukup mampu menahan beban puntir maupun bengkok, namun tidak beban
dinamik, b. Berapa besar gaya yang harus ditumpu dengan referensi yield point. Selama yield
point tidak terlampaui, maka bahan dapat digunakan, c. iklim kerja, misalnya korosif, erosif,
panas/dingin, dimana FCD tidak cocok untuk iklim2 tersebut. dan berbagai pertimangan
teknis lainnya. Semoga membantu. Reply 16 01 2012 Fegiat A.Q (15:57:25) : Yth. Pak
Widodo FCD tidak cocok untuk iklim kerja yang korosif,pana/dingin akan tetapi apabila
FCD tersebut diberi galvanize maka untuk sifat mekanik benda pakah akan berubah pak??
terutama pada kekuatan tariknya pak?? terima kasih Reply 16 01 2012 R. Widodo (16:39:09)
: Yth mas Fegiat. Galvanisasi adalah suatu metode pelapisan permukaan logam (biasanya
baja/besi cor) dengan bahan logam lain yang memiliki titik lebur rendah (Al, Zn, Sn).
Tujuannya adalah untuk meningkatkan ketahanan permukaan benda terhadap korosi. Jadi
mmg tidak ada pengaruh terhadap kekuatan bahan. Ada sedikit perbaikan pada sifat mekanik
karena adanya efek stress relieving, karena benda dicelup kedalam logam cair yang
dipanaskan beberapa puluh derajat diatas titik leburnya. Misalnya pada pencelupan dengan
Zn (seng). Ciran seng dipanaskan sampai suhu diatas 450 oC kemudian benda dicelupkan dan
diholding beberapa saat. Seng dengan benda (berbasis besi) akan membetuk ikatan
intermetalik dipermukaan. Dengan demikian seng akan melapisi permukaan dengan
ketebalannya hanya beberapa mikron saja. Semoga membantu. Reply 29 02 2012 Stefanus
(13:22:03) : yth.bpk R.Widodo pak, saya mau bertanya, saya mengecor FCD : -seberapa
besar Test Coupon mewakili struktur mikro di produk terutama %perlit dan ferit?apa ada
kriteria tertentu misal faktor ketebalan produk yang bisa diwakili, ato mungkin ada yang
lain -kapan Test Coupon dapat mewakili struktur mikro produk?misal : jika memakai
Disamatic maka,waktu pembongkaran Test Coupon sama seperti waktu pembongkaran
produk, atau Test Coupon dibiarkan saja, ato bgmn pak? terima kasih. Reply 1 03 2012 R.
Widodo (14:38:32) : Yth mas Stefanus Test coupon terstandard dalam ASTM A536
Standard Spesification for Ductile Iron Casting. Salah satunya menyebutkan, bahwa bila test
coupon dipotong dari produkya, maka lokasi pemotongan harus terbaca pada gambar dan
disetujui baik oleh pembeli maupun produsennya. Test coupon ini harus dapat
merepresentasikan bagian yang akan diukur, misalnya: efek penuangan yang sama (suhu
cairan masuk, waktu pembekuan), tebal atau diameternya sama dan mendapat perlakuan
sama baik waktu pembongkaran maupun heattreatment. Dengan demikian, apabila test
coupon tersebut merupakan bagian terpisah dari produk namun tetap dalam mold yang sama,
maka persyaratan diatas tetap harus dipenuhi. Untuk komposisi cairan yang sama, struktur
(perlit-ferit) sangat ditentukan oleh kecepatan pendinginan, dalam hal ini adalah ketebalan
bagian produk. Untuk ketebalan yang berbeda, bahkan pada satu produk yang sama, akan
dihasilkan struktur dan tentunya kekuatan tarik yang berbeda. Semoga berguna. Reply 2 03
2012 Stefanus (08:09:36) : baik pak, suhu penuangan sama dan juga dalam cetakan yang
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 7
2012 Stefanus (08:09:36) : baik pak, suhu penuangan sama dan juga dalam cetakan yang
sama, karena ditaruh di dkt cetakan terima kasih utk penjelasannya pak. Reply 10 03 2012
yoko (08:16:39) : mohon penjelasan pak wid, untuk pemakaian FCD pada dies drawing
maupun trimming, berapa lifetime (stroke) pak? terimakasih atas jawabannya. Reply 12 03
2012 R. Widodo (15:06:34) : Yth mas Yoko. FCD pada umumnya memiliki struktur perlit
+ferit dan grafit. Kekerasan bahan ini paling tinggi 217 HBN (ASTM grades 100-7-03 and
120-90-02) serta mampu dikeraskan permukaan surface hardening) sampai kekerasan 60
HRc. Jadi dengan kekerasan permukaan ini FCD memang memungkinkan untuk digunakan
sebagai bahan dies (drawing maupun trimming). Namun umur pakai dies masih sangat
tergantung dari a. kualitas pengerasan, b. ukuran butiran grafit (semakin halus semakin baik),
c. bahan yang didrawing ataupun trimming dan d. proses drawing ataupun trimming. Dalam
hal ini tidak ditemukan literatur yang menyebutkannya. Semoga membantu. Reply 10 03
2012 nasir (22:22:13) : Mlm pak, apakah komposisi FCD bisa di tambah dengan Cr (chrom),
kalo bisa maximal berapa persen?? apakah masih bisa di machining??. Digunakan untuk part
bertahanan tinggi ( worm gear diameter 1,3M , modul 25 ) Mohon penjelasannya. Reply 12
03 2012 R. Widodo (15:34:13) : Yth mas Nasir. Cr tidak digunakan sebagai bahan paduan
pada FCD karena sifatnya sebagai carbide stabilisher. Bahkan kandungannya dibatasi hingga
maksimum 0.07%. Cr akan mengakibatkan terbentuknya struktur ledeburit yang keras dan
memiliki machinability rendah. Untuk membuat produk seperti worm gear Anda bisa
gunakan FCD 700/800 atau ASTM grades 100-7-03 dan120-90-02 yang dikeraskan
permukaannya setelah proses machining. Semoga berguna. Reply 13 03 2012 Undang Juandi
(08:05:51) : Yth, Pak Widodo apakah unsur Zn berperuh terhadap bentuk grfit nodul atau
matrik pada FCD. terima kasih salam, U. Juandi Reply 13 03 2012 Undang Juandi (08:11:28)
: Yth Pak Widodo maaf pertanyaan sy mengenai pengaruh unsur Zn thd FCD belum lengkap,
jika unsur Zn tsb berpengaruh thd FCD, sejauh mana pengaruhnya dan apakah akan bersifat
merugikan thd sifat mekaniknya ? terima kasih salam, U. Juandi Reply 13 03 2012 R.
Widodo (10:06:23) : Yth mas Undang. Secara umum Zn tidak berpengaruh terhadap sifat
mekanik FCD, mengingat pada suhu kamar, Zn dapat larut didalam struktur ferrit sampai
dengan 8%. Namun demikian, karena Zn ini memiliki afinitas yang tinggi terhadap O2 serta
memiliki titik lebur yang rendah, maka pada pemakaian srap yang digalvanis pada proses
peleburan, perlu diperhatikan: a. terbentuknya oksida ZnO yang mencadi terak mungkin
dapat meningkatkan slag inclusions defect. b. terevaporasinya Zn/ZnO selama proses
peleburan mencemari udara disekitar areal peleburan serta dapat menimbulkan dampak
negatif bagi kesehatan. c. bersama dengan minor element lainnya dapat menurunkan kualitas
pembulatan grafit. Untuk hal ini masih menjadi perdebatan. Semoga berguna. Reply 5 05
2012 Rafly (12:15:57) : Assalamu`alaikum Kepada Pak Widodo Pak mau menanyakan yang
dimaksud daerah Flotasi Grafit, Daerah Chill, Daerah Shrinkage dan Daerah Nilai Impak
Rendah. Pada hasil pengecoran Besi Tuang Nodular Mohon untuk dijelaskan Terimakasih
Banyak Reply 7 05 2012 R. Widodo (11:51:18) : Yth mas Rafly Pada umumnya komposisi
besi cor nodular memiliki CE > 4.3 atau disebut pula dengan hipereutektik. Hal ini akan
mengakibatkan ditemukannya grafit primer (grafit sudah ada ketika cairan belum mulai fase
pembekuan). Karena grafit memiliki berat jenis (2.09-2.23 g/cm3) yang jauh lebih rendah
dari cairannya(6.9-7.2 g/cm3), maka bila cairan tidak segera membeku, grafit ini akan
mengambang kepermukaan atas. Fenomena ini yang disebut dengan flotasi grafit. Komposisi
besi cor nodular sensitive terhadap tebal produk. Semakin tipis produk akan menghasilkan
struktur perlit semakin banyak serta kekerasan yang semakin tinggi. Bila prosuk terlalu tipis
akan menghasilkan struktur ledeburit (chill). Shriknake (rongga susut) akan selalu terjadi
diareal produk yang memiliki modul paling besar (M = V/A). Daerah ini merupakan bagian
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 8
diareal produk yang memiliki modul paling besar (M = V/A). Daerah ini merupakan bagian
yang akan mengalami pembekuan terakhir sehingga semua susut yang terjadi saat proses
pembekuan akan terjadi disini (shrinkage). Untuk mengetahui daerah tersebut Anda harus
menghitung dengan cermat daerah mana pada bagian produk yang memiliki M terbesar
tersebut. Sebagaimana telah saya jelaskan tentang daerah chill, maka bila produk semakin
tebal akan menghasilkan struktur ferrit yang semakin banyak sehingga produk akan menjadi
semakin lunak dan memiliki nilai impak yang semakin rendah, hingga melampaui batas nilai
impak yang diijinkan. Semoga berguna. Reply 18 05 2012 Halim (07:12:24) :
Assalamu`alaikum Pak widodo saya mau tanya, untuk proses Mg treatment pada besi cor
nodular baiknya menggunakan Magnesium (Mg) jenis apa ya pak? Untuk saya campur
dengan inokulan jenis LMC. Terimakasih Reply 19 05 2012 R. Widodo (09:15:44) : Yth mas
Halim. Kalau Anda menggunakan metode sandwich, maka saya sarankan gunakan FeSiMg 5,
ini lebih aman dan recoverynya cukup baik dibandingkan dengan FeSiMg 8 atau lebih.
Sedangkan inokulasi gunakan yang nodular iron grade, merek apa saja sama. Teknik furnace
to ladle 0.2% cukup. Semoga berguna. Reply 15 06 2012 sandy (11:18:10) :
assalamualaikum pak pak saya mau tanya tentang bainitic cast iron 1. bagaimana cara
pembuatan bainitic cast iron ? 2. berdasarkan sumber yg saya dapat bainite itu bs di dapat dr
penambahan Mo dan Ni dalam standar DIN bainite di sebut G-X. tapi apa beda nya dengan
bainite yg d dapat melalui proses austempering?sebab lebih banyak sumber mengatakan
bainite di dapat dr proses austemper itu pak. mohon bantuan nya terima kasih sandy Reply 15
06 2012 R. Widodo (11:38:27) : Yth mas Sandy. Bainitic cast iron tidak sama dengan
austempered ductile iron (ADI). Bainitic cast iron merupakan besi cor nodular tanpa proses
heattreatment, dengan paduan Ni dan Mo sehingga memiliki matriks bainit yang memiliki
kemampuan tarik sekitar 1000-1200 MPa namun memiliki elongasi rendah (maks 3%).
Sedangkan ADI memiliki matriks ausferit (austempered ferrit) yang dihasilkan melalui
proses austempering besi cor nodular biasa sehingga memiliki struktur dengan bentuk
maupun kemampuan tarik mirip bainit namun memiliki elongasi tinggi (diatas 12%). Besi cor
bainitik populer di Eropa khususnya Jerman dengan nama DIN GX300NiMo. Sedangkan
ADI lebih populer di Amerika. Struktur mirip, kekuatan tarik mirip, elongasi beda jauh, biaya
proses beda jauh. Kalau hanya kekuatan yang dicari maka GX300NiMo cukup dan murah.
Tapi kalau selain kekuatan tarik dituntut pula elongasi yang tinggi, maka ADI pilihannya,
tentuanya dengan biaya proses tinggi karena ada heattreatment (austempering). Di Jerman
GX300NiMo ini dulu dikembangkan sebagai NiHard 3. Karena mengandung grafit, maka
kemudian dikeluarkan dari golongan NiHard (1, 2 dan 4) yang masuk katagori besi cor putih.
Semoga berguna. Reply 18 06 2012 sandy (09:50:12) : makasih banyak pak Reply 22 06
2012 yenu wicaksono (13:15:46) : Yth Pak Widodo pak, saya masih belum mengerti tentang
proses pembentukan struktur bainitik cast iron dari diagam TTT. bisa tolong dijelaskan pak
pengaruh dari unsur material terhadap pembekuannya pak? terima kasih Reply 22 06 2012 R.
Widodo (17:30:23) : Yth mas Yenu Diagram TTT (time temperatur transformasion) besi
karbon tanpa paduan berbentuk seperti lengkungan hidung dimana struktur bainit terjadi pada
lengkung hidung sebelah bawah sehingga pendinginan biasa tidak mampu menyentuh daerah
tersebut. Paduan Ni dan Mo akan mendorong daerah bainit pada diagram TTT kedepan
sehingga mampu dicapai oleh pendinginan biasa Semoga membantu. Reply 31 07 2012
stefanus (14:57:32) : Yth p.widodo grade besi cor nodular tdk lepas tentunya dari
mikrostruktur, sy mau tanya pak berapa persentase ferit dibanding pearlit utk Besi Cor Grade
500 atau FCD 500 dan Besi Cor Grade 700 atau FCD 700?utk pembuatan spec material,
karna sy mencarinya di ASM Specialty Handbook Cast Iron tidak ada pak, mohon
bimbingannya pak.thanks Reply 31 07 2012 R. Widodo (16:07:18) : Yth mas Stefanus
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 9
bimbingannya pak.thanks Reply 31 07 2012 R. Widodo (16:07:18) : Yth mas Stefanus
Prinsipnya adalah: 100% ferit untuk FCD 400 dan 100% perlit untuk FCD 700 diantaranya
adalah FCD 500 dengan perlit/ferit sekitar 50%/50% Semoga membantu. Reply 1 08 2012
stefanus (08:47:05) : terima kasih pak.saya pernah mencoba pak dengan 35% pearlit (hasil uji
salah satu lab di Bdg) masuk ke spec mech properties utk FCD 500. tadinya saya membuat
spec material utk Grade 500, 40-60% pearlit utk masuk Grade 500itu bgm yah pak?karena
spec ini akan dipakai utk quality control baik produk yg masuk maupun keluar.nuhun Reply
1 08 2012 R. Widodo (10:55:23) : Yth mas Stefanus Mampu tarik FCD tidak hanya
dipengaruhi oleh kandungan perlitnya saja, % pembulatan maupun ukuran grafit (belum lagi
unsur2 minor lainnya) memiliki andil yang cukup banyak. Oleh karena itu, untuk grade yang
sama, %tase perlit/ferit bisa berfariasi. FCD 500 harus memiliki elongasi minimum 7 %, jadi
selama elongasi itu tercapai, maka perlit yang lebih banyak akan menjadi lebih aman.
Semoga membantu. Reply 26 11 2012 Ben (16:40:28) : Yth Bp.Widodo, Kami akan
memesan roda lori/cradle slipway, dimana cradle tsb yang akan digunakan untuk
mendudukkan kapal dan menarik kapal ke darat untuk docking dan shiprepair. Mohon saran
apakah bahan roda lori tsb? Saya ada masukan dari supplier yang menawarkan dengan bahan
FCD 55 ada juga bahan S45C. Mohon saran Terima kasih Ben Reply 27 11 2012 R. Widodo
(11:34:52) : Yth mas Ben. Untuk menentukan material apa yang tepat tentu perlu perhitungan
gaya2 serta beban lain (suhu, kimia, teknis) yang akan diterima oleh produk, FCD 550
(ASTM A 536 grade 80/55/06) dan S45C memiliki kekuatan (Ts/Ty) yang relativ sama (FCD
550= minimum 550/379 MPa, S45C= minimum 569/343 MPa). Namun pada FCD karena
terdapat grafit maka elongasinya akan rendah (hanya 6%) sedangkan pada S45C >16%. Jadi
ditinjau dari sisi kekuatan, kedua bahan ini berimbang. Apalagi untuk keperluan konstruksi,
Ty (Yield strength) dijadikan landasan perhitungan, sehingga elongasi tidak perlu ikut
diperhatikan. Kedua bahan juga memiliki thermal dan chemical behavior yang hampir sama,
namun secara teknis S45C memiliki weldability yang lebih baik dari FCD 550. Anda yang
mengetahui persis, apakah ada pekerjaan las yang akan diberlakukan pada roda lori Anda
(misalnya repair). Semoga membantu. Reply 21 12 2012 Imam Baehaqi (12:51:54) : Pak mau
tanya FCD 35 itu sama dengan ST 70 nggak Reply 26 12 2012 R. Widodo (14:16:03) : Yth
mas Imam. FCD adalah Ferro Casting Ductile, yaitu sebutan untuk besi cor nodular dalam
standar JIS. FCD terendah adalah FCD 400, dimana bahan ini memiliki kekuatan tarik
minimum 400 MPa (struktur ferit + grafit bulat). Sedangkan ST 70 adalah sebutan umum
untuk baja karbon dengan kekuatan tarik minimum 700 MPa (struktur ferit + perlit). Jadi
FCD 400 dengan ST 70 tidak sama. Semoga berguna. Reply 5 01 2013 dwi (10:33:14) : bgm
cara mengatasi porosity & nodul pecah pak? Reply 5 01 2013 R. Widodo (11:24:41) : Yth
mas Dwi. Nodul pecah(exploded graphite) disebabkan oleh ketidak mampuan permukaan
gelembug gas untuk menampung pertumbuhan grafit. Mekanisme pecahnya mirip dengan
balon karet yang ditiup sampai pecah. Jadi kemungkinannya adalah: a. Grafit terlalu banyak
(excessive inoculation) b. surface stress pada gelembung gas kurang kuat (kurang kandungan
rear earth, mungkin cairan mengandung terlalu banyak O2 sehingga oksidasi) c. Gelembung
gas terlalu banyak dan kecil (excessive Mg rest). Untuk menjawab porosity, tentu jenis
porositasnya (shrinkage, sand/slag inclussion atau gas) harus teridentifikasi terlebih dahulu.
Semoga berguna. Reply 19 04 2013 Arie (21:26:04) : Assalamualaikum Pak.. Pak Widodo,
saya mau tanya.. bagaimana caray mengurangi Phospor yg ada pada cairan logam pada
cairan logam hasil keluaran proses Blast Furnace yang akan d tampung dalam Ladle?
terimakasih atas bantuannya Reply 20 04 2013 R. Widodo (18:45:27) : Waalaikumsalam
Yth mas Arie. Melting dengan blast furnace tidak mampu mereduksi phospor. Oleh karena
itu pemilihan bahan dengan low phospor menjadi satu2nya cara untuk menghasilkan cairan
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 10
itu pemilihan bahan dengan low phospor menjadi satu2nya cara untuk menghasilkan cairan
dengan P rendah. Phospor direduksi pada proses arc furnace basic oksigen process. Saya
belum mencoba, namun mungkin proses blast furnace dengan lining dan terak basa bisa
dicoba dengan harapan akan terjadi reaksi: 2P + 5FeO + 3CaO > 3CaOP2O5 + 5Fe pada
zona oksidasinya. Semoga membantu. Reply 12 08 2013 galih koritawa p (08:15:16) : pak
saya mau tanya nih, saya lagi nyari refrensi tentang kekuatan FCD 700-A sama baja SKS 3.
lagi nyari perbandingannya. tolong ya pak Reply 14 08 2013 R. Widodo (16:29:39) : Yth
mas Galih Coba lihat di: http://www.steelnumber.com/en/steel_composition_eu.php?name_
id=1524 http://www.steel-grades.com/Steel-grades/Tool-steel-Hard-alloy/sks3.html Semoga
membantu. Reply 9 09 2013 Rivan (20:36:54) : Selamat Malam Pak Pak saya mau
menanyakan jika kita ingin mendapatkan kekerasan pada FCD dengan kekerasan 200
HV..dengan acuan menggunakan rumus komposis apakah bisa pak? terima kasih Pak Reply
11 09 2013 R. Widodo (11:44:28) : Yth mas Rivan Kekuatan tarik/kekerasan bahan besi cor
(termasuk FCD) ditentukan oleh komposisi dan tebal produk. Jadi tidak dapat dihitung hanya
berdasarkan komposisinya saja. Misalnya untuk komposisi yang sama persis, namun dicor
pada produk dengan tebal berbeda, akan menghasilkan kekerasan yang juga berbeda. Semoga
membantu. Reply 6 11 2013 Rejos (13:21:20) : Selamat Siang Pak Wid Saya ingin
menanyakan apakah produk benda yang lebih tipis dalam pembulatan grafit akan mudah
dicapai dibandingkan produk yang tebal (bahkan bisa gagal)? apakah betul pak.? thanks Pak
FOUNDRY 25 Reply 8 11 2013 R. Widodo (08:05:43) : Yth mas Rejos Pembulatan grafit
pada besi cor nodular, baik tebal maupun tipis akan tercapai apabila: a. Komposisi
(kandungan C dan Si) sesuai dengan ketebalan produk. b. Kandungan S < 0.02 sebelum Mg
treatment c. Mg rest (setelah Mg treatmant) 0.03-0.05 d. Mn max 0.3, dan unsur lain <0.05
kecuali Cu boleh sd 0.5% (untuk perlitik) e. Cairan bersih dengan suhu Mg treatment
149-1510 oC f. inokulasi sedikitnya 0.2% Semoga membantu. Reply 4 12 2013 Agung Tri
Hatmoko (21:11:41) : asalamualaiku pak wid apakah perbedaan hasil dari pengecoran FCD
450 dengan FC 250 dalam segi kualitas cor-coran bapak (contohnya hasilnya kasar atau
halus. apa penyebab perbedaan tersebut bapak. Terimakasih sebelumnya. Reply 6 12 2013 R.
Widodo (09:27:20) : Yth mas Agung Surface roughness (kekasaran permukaan) produk cor
ditentukan oleh: a. Ukuran butiran pasir. Semakin kasar akan menghasilkan permukaan yang
semakin kasar pula. b. Refractoriness pasir cetak (kandungan SiO2 pada pasir silika).
Semakin tinggi akan mencegah pasir tersinter sehingga menghasilkan permukaan yang lebih
baik. c. Kualitas pasir cetak (greensand/core sand). Semakin baik (sesuai dengan kebutuhan,
diuji dilab pasir cetak) akan menghasilkan kualitas permukaan yang lebih baik. d. Kualitas
pemadatan pasir. Kekurang padatan menghasilkan celah antar bitiran pasir yang renggang
sehingga dapat dimasuki cairan dan akan menghasilkan permukaan kasar. e. Kualitas coating
baik jenis bahan maupun tekniknya. Mencegah sinter sehingga menghasilkan permukaan
yang baik. f. Kebersihan cairan. Semakin bersih (sedikit mengandung oksida) mencegah
terjadinya reaksi fayalit (Fe2O3.SiO2) yang membuat permukaan menjadi buruk. g. Suhu
penuangan. Semakin tinggi berpotensi menghasilkan permukaan yang lebih kasar. Silakan
analisis kedua bahan dan proses Anda berdasarkan kemungkinan2 penyebab tersebut.
Semoga membantu. Reply 21 01 2014 sulaiman (15:36:20) : assalamualaikum pak wid untuk
bahan roda lori perebusan kelapa sawit kontraktor mengajukan FCD 60 standar kami adalah
cast iron. Reply 21 01 2014 sulaiman (15:38:41) : mohon batuanya apakah FCD 60 bagus
untuk pengelasan jika dilakukan repair pada roda lory Reply 21 01 2014 R. Widodo
(16:32:43) : Waalaikumsalam. Yth mas Sulaiman. Pada dasarnya FCD600 memang memiliki
beberapa kelebihan dari cast iron (FC). Antara lain kekuatan tarik minimum 600 MPa,
sedangkan sekuat2nya FC hanya bisa mencapai 350 MPa. Selain itu FCD600 memiliki
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 11
sedangkan sekuat2nya FC hanya bisa mencapai 350 MPa. Selain itu FCD600 memiliki
elongasi (mulur sebelum patah) sampai dengan 6%, sedangkan FC yang mana saja tidak
memiliki elongasi. Jadi kontraktor Anda menginginkan material yang lebih kuat untuk roda
lorinya. FCD600 juga memiliki weldability yang cukup baik. Semoga berguna. Reply 24 01
2014 angly (10:03:38) : Pagi pak Wid. Saya mau tanya pak, untuk baja karbon itu membutuh
kadar karbon berapa % ya pa ? Mohon infonya. Terima kasih Reply 24 01 2014 R. Widodo
(14:34:10) : Yth mas Angly Baja karbon terdiri dari low carbon, medium carbo dan high
carbon. Ragamnya banyak sekali dan masing2 standar berbeda2 pula. Dia bisa 0.3
untuk medium C dan >0.8 untuk high C. Jadi tetapkan dulu tensile strength yang akan
dicapai, tentukan standar apa yang akan digunakan baru lihat komposisi berdasarkan grade
nya. Semoga membantu Reply 24 01 2014 R. Widodo (17:12:55) : ralat: C kurang dari 0.1
untuk low C dan lebih dari 0.3 untuk medium C Reply 5 02 2014 putra (19:12:33) : Selamat
Malam. Maaf pa, mau tanya. Kalo kode spesifikasi, komposisi, kegunaan, dan sifat mekanik
dari besi cor nodular apa ya ? Reply 6 02 2014 R. Widodo (16:17:59) : Yth mas Putra Besi
cor nodular (ductile iron, spheroidal graphite iron) oleh JIS disebut sebagai FCD memiliki
grade 400, 500, 600, 700 dan 800. Sedangkan DIN menyebutnya dengan GGG dengan grade
seperti diatas. ASTM/SAE/AISI memilki spesifikasi nya sendiri pula misalnya ductile iron
grade or class 60-80-3 dll. Komposisi dientukan oleh grade dan tebal produk. Jadi untuk
grade yang sama, bahan ini akan memiliki komposisi yang berbeda bila ketebalannya
berbeda. Untuk standard grade secara umum memiliki range sbb: C 3.2-3.8, Si 2.0-3.6, Mn
0.3 (max), P 0.02 (max) S 0.01 (max), Mg 0.03-0.06. Bahan ini digunakan secara luas pada
komponen2 yang harus lebih kuat dari besi cor bahkan mendekati kekuatan baja dengan
proses pengecoran yang jauh lebih murah. Kekuatan tarik untuk standard grade yaitu 400-800
MPa dengan elongasi 2-15%. Untuk nonstandard grade (dengan paduan) tentu lebih
berfariasi lagi. Semoga membantu. Reply 15 02 2014 Bangkit (07:54:03) : Assalamualaikum
wr.wb..mo tanya pak manfaat ductile cast iron 60 apa ya pak. Trims Reply 15 02 2014 R.
Widodo (13:00:20) : Waalaikumsalam Yth mas Bangkit Ductile cast iron (nodular cast iron)
adalah besi cor dengan bentuk struktur grafit yang bulat (nodular, spheroidal) sehingga
dengan demikian memiliki ductility (keuletan, mulur sebelum patah). Secara umum memiliki
kekuatan tarik (tensile strength, Ts) 400-800 MPa (N/mm2) dan elongasi (pemuluran
sebelum patah ketika ditarik) 2-15%. Dengan demikian maka material ini digunakan pada
komponen2 yang dituntut memiliki kekuatan tersebut setra tidak segera patah ketika
mengalami overload. Khususnya grade 600 (Anda tuliskan 60) memiliki Ts minimum 600
MPa dengan elongasi minimum 4% dan digunakan diberbagai komponen cor yang
menggantikan baja kelas ST 60. Semoga membantu. Reply 20 02 2014 stefanus (07:47:45) :
yth.pak widodo pak,utk pembuatan besi cor noduler seberapa pentingkah pengadukan cairan
setelah pemberian FeSiMg, sebab maslah yang dialami, misal FCD 500 tapi tensile dan yield
variatif, kadang dibawah spec, padahal komposisi sudah sesuai,terimakasih Reply 25 02 2014
R. Widodo (23:08:55) : Yth mas Stefanus Sebenarnya setelah proses Mg treatment yang
benar, pengadukan cairan tidak diperlukan. Satu2nya proses hanyalah pembuangan terak
yang harus dilakukan dengan cepat. Pengadukan dapat mengakibatkan: a. Penurunan efek
nodularisasi menjadi lebih cepat b. Oksisdasi dan pencampuran terak dengan cairan c.
Memperpendek waktu pouring sampai efek nodularisasi habis. Sehingga nodularisasi menjadi
tidak seragam untuk setiap proses Mg treatment serta berdampak pada tensile dan yiel
strength yang tidak konsisten. Jadi jangan diaduk, melainkan perbaiki proses Mg
treatmmentnya. Semoga membantu. Reply 27 03 2014 christian (18:59:28) : Selamat malam,
pak widodo Saya sering melakukan pengecoran besi cor fc 15-20 dengan menggunakan
dapur kupola, yang mau saya tanyakan apakah bisa saya membuat besi cor FCD? Apakah
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 12
dapur kupola, yang mau saya tanyakan apakah bisa saya membuat besi cor FCD? Apakah
dengan menambahkan magnesium saya akan mendapatkan besi cor FCD? Sekian dulu pak,
terima kasih Salam, Christian Reply 28 03 2014 R. Widodo (00:52:54) : Yth mas Christian
Besi Cor Nodular (FCD) bukan Besi Cor (FC) yang ditreatment dengan FeSiMg. Ada
parameter2 penting yang perlu dicapai terlebih dahulu sebelum bisa menjadi FCD setelah Mg
treatment. Antara lain: a. Komposisi C dan Si harus sesuai dengan tebal casting yang akan
dibuat. b. Belerang (S) harus sudah rendah dan dengan demikian kandungan Mn maksimum
0.3%. c. Minim trace element khususnya Cr, Mo, V, W dsb yang merupakan pemicu
pembekuan putih. Juga minim Sn yang bisa merusak pembulatan grafit. Tanur kupola bisa
memenuhi parameter diatas, asalkan: a. Bahan input bukan rongsok yang kita tidak tahu
kandungannya apa, melainkan special pig iron (ada PI khusus untuk FCD) b. Sudah
dilakukan proses desulfurisasi bersama dengan material input sehingga cairan output
memiliki S rendah. c. Untuk mencegah trace element, gunakan hanya maksimum 20% steel
scrap dengan kualitas super. Selain itu cairan output harus memenuhi hal2 berikut: a. Suhu
>1490 oC b. Bersih dari berbagai oksida. Jadi membuat FCD dengan menggunakan tanur
kupola itu bisa asalkan mampu memenuhi tuntutan2 diatas. Sy pernah bekerja di pengecoran
(bukan di Indonesia) yang hanya menggunakan kupola namun dia memproduksi juga besi cor
nodular yang bagus. Di pengecoran tersebut: a. Bahan baku yang digunakan bagus. b. Proses
peleburannya bagus. c. Tanur kupolanya bagus. Semoga berguna Reply 28 03 2014 christian
(18:04:49) : baik pakterima kasih banyak Reply 2 04 2014 christian (21:26:21) : Malam
pak, Apakah daya hantar besi cor fc20 dengan fcd beda? Karena kalo dipakai untuk
memasak, ada yg bilang lbh bagus panasnya fcd drpd fc20. Apakah besi fcd lbh cepat
melepas panas drpd fc20? Sekian dulu pak, terima kasih Reply 5 04 2014 R. Widodo
(07:32:30) : Yth mas Christian Sy tidak menemukan penelitian ttg hal ini. Namun secara
umum dapat sy sampaikan sbb: a. Konduktifitas thermal bahan dintentukan oleh jenis bahan.
Misalnya besi cor tentu berbeda dengan aluminium. b. baik besi cor lamelar (fc) maupun besi
cor nodular (fcd) terdiri dari matriks (perlit/ferit) dan grafit dengan komposisi yang mirip.
Perbedaan hanya pada bentuk grafit. Dengan demikian konduktifitas thermal kedua bahan
tersebut (fc dan fcd) relatif sama. Semoga berguna. Reply 5 04 2014 christian (20:12:12) :
terima kasih pak atas jawaban nya. Reply 9 05 2014 rahmad epan (11:00:19) :
Assalaamualaikum, pak. saya mau tanya, bagaimana mencari tahu kekuatan studs bolt
berulir penuh (panjang studs 1 m, diameter 2 inch, ulir kasar) saya berencana ingin membuat
alat / tools press bushing alat berat menggunakan pusher 75 ton. mohon bantuannya.
terimakasih , pak. Reply 10 05 2014 R. Widodo (21:23:36) : Yth mas Rahmad Bold akan
menerima beban tarik. Jadi menghitungnya dimulai dari: Ts = F/A, maka F = Ts x A, dimana:
Ts = Kekuatan tarik material bold (tergantung bahan) [N/mm2] A = luas penampang terkecil
diameter ulir bold [mm2] F = Gaya tarik [N] Maka bila bold Anda menggunakan bahan
dengan kekuatan (misalnya) 600 N/mm2, dan diameter terkecil ulir adalah 50 mm, maka: F =
600 [N/mm2] x 1/4 . 3.14 . 50^2 [mm2] F = 1.178.097 [N] atau sekitar 117 Ton. Semoga
membantu. Reply 19 05 2014 cahyo (20:25:32) : selamat malam pak R.Widodo, saya mau
tanya untuk menganalisa kerusakan pada ulir dalam itu menggunnakan rumus apa saja ya
pak? dengan data yang diketahui yaitu : temperatur, bahan material dan torsi. mohon
bantuannya, terima kasih pak sebelumnya. Reply 6 06 2014 Muhammad abduh (14:30:35) :
Siang pak R.Widodo mau tanya utk mesin shotblast kuatan mana komposisi gx 300
dibandingkan dengan Ni 4 khususnya Reply 8 06 2014 R. Widodo (09:36:22) : Yth mas
Abduh Bila yang Anda maksud adalah GX300 NiMo, maka bahan ini memiliki struktur dasar
bainit dengan grafit nodular. Tentu ketahanannya terhadap beban gesek tidak sebagus Ni-hard
1 atau 2 (sttruktur ledeburit atau putih) juga tidak sebaik Ni-hard 4 (struktur martensit).
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 13
1 atau 2 (sttruktur ledeburit atau putih) juga tidak sebaik Ni-hard 4 (struktur martensit).
Semoga membantu. Reply 23 06 2014 Muhammad abduh (22:54:55) : Terima kasih Reply 11
06 2014 baguz hariyo seno (01:44:52) : ass.wr.wb kepada pak widodo maaf pak saya ingin
betranya tentang hubungan kadar karbon dengan kekerasan pada logam HBN,HVN,dan,HRN
nya pak Terimakasih Reply 11 06 2014 R. Widodo (11:43:03) : Waalaikumsalam. Yth mas
Baguz Benar, bahwa unsur C memegang peranan penting pada sifat mekanik baja karbon
polos (plain carbon steel) termasuk kekerasannya. Namun untuk mencari hubungan langsung
antara kandungan C dengan kekerasan tentu perlu dilakukan analisis terhadap setiap struktur
yang terbentuk, dimana struktur tersebut sangat dipengaruhi oleh kecepatan pendinginan,
unsur2 lain yang menyertainya dan tegangan dalam akibat beban2 mekanik yang pernah
dialami. Jadi pengaruh C terhadap kekerasan tidak dapat dinyatakan dalam suatu formulasi.
Namun demikian antara HBN, HVN dan HRN terdapat tabel konversi yang dapat digunakan
sebagai pendekatan teoritik. Semoga membantu. Reply 11 09 2014 Hermawan (14:46:57) :
Selamat siang P Widodo. Saya mau menanyakan mengenai ketahanan terhadap panas antara
FC25 dengan FCD400. Benda kerja dimasukkan kedalam oven dengan temperatur sekitar
700 C selama 12 menit namun prosesnya diulang terus menerus selama sehari. Kuat atau
tahan lama mana Pak diantara material diatas ? Terimakasih. Reply 11 09 2014 R. Widodo
(15:21:04) : Yth mas Hermawan Sebenarnya, baik FC250 maupun FCD400 bukan material
yang digunakan pada suhu tinggi. Pada suhu 700 oC keduanya sudah akan menjadi lunak dan
kehilangan kekuatannya. Namun demikian bila masih ingin tetap membandingkan mana yang
lebih tahan terhadap panas (struktur mikronya lebih stabil), tentu FCD 400 akan lebih tahan,
sebab ia memiliki struktur mikro ferit dan grafit yang keduanya stabil. Sedangkan FC250
memiliki struktur mikro perlit (tidak stabil) dan grafit. Semoga berguna. Reply 30 09 2014
deva (12:29:06) : Siang, Pak Widodo. Saya mau tanya, Pak. Untuk rumus unsur FCD 600
dan FCD 400-18 seperti apa,pak? struktur micro saat after etsa nodul nya terbentuk, tetapi
setelah etsa tidak terlihat grafite perlite nya, kenapa ya pak? Mohon bimbingannya. Terima
kasih, Deva Reply 2 10 2014 R. Widodo (10:31:21) : Yth mas Deva FCD umumnya
memiliki kandungan C= 3.2-3.8%, Si=2.2-3.6%, Mn max=0.3%, P dan S<0.01% serta Mg
0.03-0.06%. Berapa tepatnya tentu tergantung dar ketebalan benda maupun grade yang
dipilih. Semakin tinggi grade (berarti perlit lebih banyak) tentu C maupun Si nya akan lebih
rendah sedangkan untuk grade lebih rendah (ferit lebih banyak) meminta C dan Si yang lebih
tinggi. Demikian juga dengan tebal benda, semakin tebal memerlukan C maupun Si yang
lebih rendah. FCD 600 memiliki grafit nodul minimum 90% dan struktur dasar perlit sekitar
70-80% sisanya ferit. Sedangkan FCD 400-18 (angka 18 menyatakan % elongasi minimum)
harus memiliki grafit nodul sempurna (100% nodularity) serta struktur dasar 100% ferit pula.
Bila sebelum etsa tampak grafit nodul, seharusnya setelah dietsapun grafit nodul akan tetap
tampak, kecuali bila Anda over etsa. Jadi silakan dipoles sekali lagi sampai grafit nodulnya
tampak, kemudian dietsa ulang dengan larutan yang lebih encer, atau asam yang lebih lunak
atau waktu yang lebih cepat. Semoga membantu. Reply 13 10 2014 Aliq Qurbani (14:35:55)
: Siang Pak Widodo, saya mau tanya: Jenis material besi cor yang tahan aus terhadap
tumbukan bola2 baja pada mesin shotpeen atau shotblast kira kira apa yaa Bola baja
bergerak sangat cepat sehingga seringkali ketahanan aus material sangat singkat. Terima
kasih Pak Aliq Q. Reply 13 10 2014 R. Widodo (17:44:15) : Yth mas Aliq Untuk komponen
tahan gesek seperti komponen shootblasting digunakan besi cor paduan Cr atau NiCr. Lihat
ASTM A532: Standard Specification for Abrasion-Resistant Cast Irons. Semoga berguna.
Reply 20 10 2014 mohamad tasukron (16:42:28) : Assalamualaikum pak R. Widodo.. Pa kalo
FC250 mau dikeraskan , perlakuannya paling bagus dimana pa ,? flame hardening atau apa?
kelebihannya apa?? trimakasih pa. Reply 20 10 2014 mohamad tasukron (16:43:29) :
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 14
kelebihannya apa?? trimakasih pa. Reply 20 10 2014 mohamad tasukron (16:43:29) :
maksudnya gimana cara paling baiknya pa., Reply 21 10 2014 R. Widodo (09:30:11) :
Waalaikumsalam Yth mas Sukron Sebenarnya FC 250 itu tidak untuk dikeraskan. Bukan
berarti dia tidak bisa keras, namun bahan ini terlalu rapuh untuk mengalami proses
pengerasan. Kalupun ingin kekerasan tinggi maka sebaiknya dibuat saja besi cor putih
(dengan paduan sedikit Cr atau Si rendah, untuk menghasilkan struktur karbida). Dengan
risiko retak, masih memungkinkan di flame hardening untuk mendapatkan kekerasan
permukaannya saja. Kekerasan pada bagian tertentu juga dapat dilakukan saat pengecoran,
yaitu dengan menempatkan chill pada bagian permukaan yang ingin keras. Semoga
membantu. Reply 27 10 2014 Irfan (08:54:53) : Assalaulaikum Pak Widodo Saya punya FC
dengan kandungan C=3,4% Si=2% Mn=0,7% Dan saya juga punya FCD dengan kandungan
C=3,56% Si=2,4% Mn=0,72% dan Mg=0,03% Untuk standar JIS masuk ke FC dan FCD
berapa ya pak ? Dan apakah bapak tahu referensi JIS dari internet ? Atau penjualan di toko
buku daerah mana ya pak ? Terimakasih Reply 27 10 2014 Irfan (14:37:10) : Tambahan pak,
maksud saya apakah bapak tahu referensi JIS G 5501 dan G5502 dari internet ? Atau
penjualan buku JIS di toko buku daerah mana ya pak ? Terimakasih banyak Pak.. Reply 28
10 2014 R. Widodo (09:13:33) : Yth mas Irfan JIS G5501 dan G5502 tidak menentukan
grade berdasarkan komposisi, melainkan tensile strength. Suatu bahan FC/FCD dapat
mencapai TS tertentu bila memiliki kandungan C, Si, Mn tertentu, ketebalan dinding tertentu
dan dengan graphite shape tertentu pula. Untuk membeli standar2 JIS silakan ke: http://
www.webstore.jsa.or.jp/webstore/Top/indexEn.jsp Semoga membantu. Reply 29 10 2014
Irfan (10:09:19) : Terimakasih banyak Pak Widodo Pak, saya punya pertanyaan lagi, pada
furnace saya ada lapisan silika, asbes, dan castable. Apakah fungsi dari tiap lapisan tersebut
pak ? Mohon pencerahannya Pak Terimakasih Banyak Reply 29 10 2014 R. Widodo
(17:20:56) : Yth mas Irfan Lapisan castable yang Anda maksud mungkin adalah coil grout
(coil cement) yang berfungsi sebagai penyetabil coil. Lapisan berikutnya fiberfax mate/paper
(dulu asbes) atau sekarang banyak digunakan mika sheet yang berfungsi sebagai slip plane
agar pemuaian refractori dapat leluasa. Dan lapisan terluar adalah dry ramming mix yang
tergantung dari tipe peleburan Anda bisa berbahan dasar Silika (SiO2), Alumina (Al2O3),
Magnesia (MgO) atau campurannya. Pada peleburan hanya FC/FCD digunakan SiO2 based.
Semoga membantu. Reply 29 10 2014 Irfan (13:28:30) : Yth. Bapak Widodo Mohon maaf
Pak, saya juga menemukan Cu pada material Mg treatment FCD. Apakah fungsi dari Cu
tersebut Pak ? Terimakasih banyak Reply 29 10 2014 R. Widodo (17:24:22) : Yth mas Irfan
Pada FCD perlitik, khususnya yang berdinding tebal, Cu diberikan bisa sampai 0.6%. Unsur
ini berfungsi sebagai perlit stabilisher. Semoga membantu. Reply 30 10 2014 Irfan
(08:36:31) : Terimakasih banyak Bapak Widodo, sangat membantu Pak. Semoga ilmunya
jadi amal buat Bapak Reply 18 12 2014 Dony (17:11:21) : Dear pWidodo Bagaimana
perlakuan welding FCD / FC yang baik.? Terimakasih Dony Reply 22 12 2014 R. Widodo
(09:55:59) : Yth mas Dony Permasalahan pada pengelasan besi cor adalah terbentuknya
struktur ledeburit yang getas pada daerah HAZ. Jadi pada pengelasannya diupayakan agar
HAZ terbentuk sesedikit mungkin. Elektroda dipilih biasanya yang berbasis nickel dengan
teknik: 1. Preheat pada 600 oC (benda menyala merah) untuk memperlambat proses
pendinginan kampuh dan HAZ sehingga ledeburit tidak terbentuk. 2. Quench welding atau
pengelasan dingin, dimana pengelasan dilakukan cepat dan sedikit demi sedikit agar suhu
benda sekitar kampuh las tidak naik hingga diatas 80 oC. Dengan demikian HAZ terjadi
sangat sedikit. Ini dilakukan pada benda besar yang tidak mungkin di preheating semua.
Semoga membantu. Reply 1 01 2015 Ghulam Isaq Khan (12:45:46) : Yth. Bapak Widodo
Saya mau bertanya, Bisa kah melakukan desulfurisasi dari material yang memiliki
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 15
Saya mau bertanya, Bisa kah melakukan desulfurisasi dari material yang memiliki
kandungan Sulfur 0,4%, menjadi 0,02% ( kadar S pada besi nodular/FCD) dengan
menggunakan metode penambahan Mg ?? Terima kasih Reply 5 01 2015 R. Widodo
(12:20:56) : Yth mas Ghulam Ada berbagai metode Mg treatment mulai dari yang paling
sederhana (sandwich) hingga penerapan konverter (GF converter). Untuk kandungan S 0.4%
tentu sudah harus menggunakan konverter yang sy maksudkan. Pada peleburan dengan tanur
kupola dilakukan desulfurisasi awal dengan menggunakan batu karbit (CaC2). Semoga
membantu. Reply 2 02 2015 natalino fonseca (23:06:31) : selamat malam pak widodo. saya
ada pertanyaan tolong bapak jelaskan. roda gigi pinio ada 4 buah terpasang selang-seling di
dalam diferential mobil tukc 120 Ps. tidak sala namanya MITER GEAR. apakah pinion gear
tersebut betul terbuat dari besi cor nodular? terimah kasih atas perhatian bapak. Reply 10 06
2015 luqman (23:14:41) : Malem pak. .tanya pak. .kekuatan beban dari.casting s45c casting
bentuk pipa v tebal 12mm sampai berapa ton pak? Dimensi pipa v Od 310mm id 286mm pjg
pipa v 260mm Makasih pak Reply 15 06 2015 R. Widodo (16:02:07) : Yth mas Luqman
Silakan hitung luas penampang potong (A) pipa Anda. Kemudian lihat kekuatan bahan (Ts)
S45C dari standar SAE-AISI 1045 (S45C, C45, 1.0503, G10450) Carbon Steel atau mungkin
S45C JIS G 4051 (mana yg Anda gunakan). Maka kekuatan pipa casting Anda adalah F = Ts
x A [Newton] Untuk mendapatka kekuatan dalam satuan masa (kg) maka Anda tinggal
membaginya dengan percepatan grafitasi ditempat Anda (misalnya 9.8 m/s2). Semoga
membantu. Reply 15 06 2015 Yudha mahendra (13:44:46) : siang pak wid, saya punya fcd
dengan kadar c=3.25% si=1.62% mn=0.153% p=0.0091% s=0.0095% sedangkan untuk
mgnya tidak terdekesi oes pak untuk standar jis sama astm kira2 masuk kemana ya pak.. dari
struktur mikronya menyatakan fcd tetapi mgnya tidak terdeksi , kira2 apakah mungkin grafit
berbentuk nodule tanpa mg? terima kasih pak Reply 15 06 2015 R. Widodo (14:50:23) : Yth
mas Yudha ASTM dan JIS tidak mengklasifikasi besi cor berdasarkan komposisi, melainkan
kuat tarik. Sedangkan kekuatan tarik besi cor (baik nodular maupun lamelar) dengan suatu
komposisi tertentu (misalnya komposisi yg Anda miliki) ditentukan oleh ketebalan produknya
(semakin tebal akan semakin lemah/lunak). Untuk memastikannya sy sarankan Anda
melakukan pengujian tarik. Menilik komposisi yang Anda miliki, sepertinya itu bukan
komposisi besi cor nodular (FCD), mengingat kandungan C dan terutama Si terlalu rendah.
Untuk Mn sudah benar. Sedangkan P maupun Si lazim dicapai pada peleburan dengan tanur
induksi. Pembulatan grafit hanya akan tercapai melalui suatu proses nodularisasi. Saat ini
dilakukan dengan pembubuhan unsur Mg (0.03-0.06 %). Semoga membantu. Reply 25 06
2015 syaiful (16:14:14) : Yth Pak Widodo, Saya Mempunyai Kasus Pada Produk Saya FCD
450, Padahal pada Penambahan Mg Treatment, dan Proses Temperatur Tapping prosesnya
sudah OK, Namun Kadar Mg saya dibawah Standar dan NG, Mohon Pencerahannya Dari
Bapak Terima Kasih Wassalam Reply 30 06 2015 R. Widodo (09:22:55) : Yth mas Syaiful
Mg rest setelah Mg treatment ditentukan oleh: a. Kualitas nodulisher yang digunakan
(FeSiMg) dan jumlahnya. b. Kualitas base iron (temperatur, kebersihan cairan, kandungan S)
c. Efisiensi ladle dan metode treatment. d. Efek fading (penurunan Mg selama holding dalam
ladle). Jadi bila Mg rest yang terjadi masih dibawah 0.03%, berarti salah satu atau lebih dari
parameter diatas ada yang tidak OK. Bila Mg rest sudah diatas 0.03% namun nodularisasi
NG, maka pastikan bahwa base iron Anda tidak mengandung unsur2 yang merusak grafit
bulat seperti misalnya Ti dan Sn. Atau perhatikan juga kualitas bahan inokulasi serta
perlakuannya. Semoga membantu. Reply 5 07 2015 Yudha mahendra (01:58:19) : Malam
pak wid saya ingin bertanya, apakah mungkin pada daerah HAZ besi cor nodular ferritik
terbentuk martensit? bukan lagi terlihat matriks ferit nya. apakah preheat maupun postheat
berlaku untuk perubahan strukturmikro? Reply 6 07 2015 R. Widodo (11:25:50) : Yth mas
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 16
berlaku untuk perubahan strukturmikro? Reply 6 07 2015 R. Widodo (11:25:50) : Yth mas
Yudha Besi cor nodular itu dapat dikeraskan. Walaupun matriksnya ferrit, namun sebenarnya
kandungan C nya tinggi dimana sebagian besar terbentuk sebagai grafit dan yang lainnya
sebagai karbida. Ketika peroses pengelasan bahan kembali mencair dan sebagian dari grafit
terurai kembali menjadi unsur2 C yang saat pendinginan cepat (didaerah HAZ) menjadi
marensit. Pemanasan berupa pre ataupun post heating tentu dapat mengubah struktur yang
belum stabil. Semoga membantu. Reply 8 07 2015 tsani (16:01:33) : yth pak widodo saya
mau tanya pak, apakah ada digram TTT untuk besi cor? khusus nya besi cor yang dikenai
perlakuan austemper. kalau ada, gambar diagram nya seperti bagaimana ya pak? terima kasih
pak Reply 30 07 2015 R. Widodo (13:33:31) : Yth mas Tsani Coba lihat di artikel yang ini:
https://hapli.wordpress.com/foundry/perlakuan-panas-pada-proses-pengecoran-logam/
Semoga membantu. Reply 11 10 2015 Ryan (17:05:07) : Yth Pak Widodo, Mau tanya apakah
benar dengan semakin rendahnya kandungan rare earth di FeSiMg akan semakin tinggi pula
potensi terbentuknya slag di FCD? Kira-kira solusinya apakah bisa saya kecilkan ukuran
fesimgnya agar Mgnya lgs dissolve dan tidak mudah terpapar udara sehingga terbentuk slag.
Mohon sarannya. Terima kasih banyak Reply 12 10 2015 R. Widodo (11:29:11) : Yth mas
Ryan Rare earth dalam FeSiMg tidak ada hubungannya dengan peningkatan jumlah slag,
apalagi rare eatrh tersebut hanya sangat sedikit saja terdapat dalam FeSiMg. Namun sediki
saja keberadaan rare earth tersebut, maka ia akan mampu meningkatkan surface tension of
bubble gas yang terbentuk saat Mg treatment, sehingga meningkatkan potensial pembualatan
grafit. Rare earth yag lazim ada dalam FeSiMg adalah Cer. Slag terbentuk oleh oksidasi. Jadi
analisisnya, bila Mg treatment kurang optimum, masih banyak O2 yang bebas, maka slag
akan bertambah banyak. Solusinya, bila perhitungan jumlah penggunaan FeSiMg sudah
benar, maka secara teknis, pada proses Mg Treatment, FeSiMg tidak boleh segera mengapung
kepermukaan. Sedapat mungkin mereka harus tetap ada didasar treatment ladle sampai
reaksi2nya berakhir. Coba Anda efaluasi lagi ladle treatment maupun teknik treatmentnya.
Semoga membantu. Reply 17 11 2015 Dwiki Danny (15:13:02) : Yth pak widodo. Pak knp
FC tidak memiliki elongasi? Apa unsur unsur penyebabnya? Reply 18 11 2015 R. Widodo
(09:02:38) : Yth mas Dwiki Mechanical properties dari suatu bahan ditentukan oleh
strukturnya. Dalam struktur besi cor terdapat grafit lamelar (pipih) yang berujung runcing2.
Akibatnya crack akan langsung terjadi ketika bahan mendapat gaya tarik dan tidak sempat
mengalami pemuluran terlebih dahulu. Semoga membantu. Reply 15 12 2015 Basar Manalu
(14:02:28) : Selamat sore pak Widodo.. Saya mau menanyakan, Apakah yang harus
dilakukan untuk menekan reject porosity pada material FCD/FC?? Berapa mesh ukuran
sand yang harus digunakan pada RCS? Faktor2 apa sajakah yang berpengaruh pada reject
porosity? Thanks. Basar Manalu Reply 16 12 2015 R. Widodo (10:39:36) : Yth mas Basar
Untuk menekan reject porosity, yang pertama2 harus Anda lakukan adalah memastikan jenis
porosity nya (identifikasi). Sebab porosity bisa karena gas maupun karena shrinkage (susut),
yang bisa dibedakan berdasarkan ciri2, sebaran maupun lokasi nya. Tindakan yang akan
diterapkan tentu harus merujuk pada jenis cacat sesuai identifikasi, proses yang dilakukan
maupun aspek2 teknis lainnya. Standar ukuran kehalusan pasir pengecoran logam (GFN =
grain fineness number) tidak sama dengan mesh. Untuk pasir RCS pada umumnya digunakan
GFN 80-90 (halus). Beberapa faktor umum penyebab porosity: Gas porosity: a. Kontaminasi
gas terhadap cairan sebagai akibat dari proses peleburan yang kurang baik. b. Permeabilitas
pasir rendah sehingga gas tidak mampu keluar dari cafity. c. Exessive gas dari mold/core
sand yang menembus kedalam cavity. Shrinkage porosity: a. Hotspots/modul terisolasi. b.
Kurang feeding. d. Ingate menyebabkan suhu yang tidak homogen. Detail baru dapat
diuraikan bila identifikasi cacat telah dilakukan (depend on products, materials and or
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 17
diuraikan bila identifikasi cacat telah dilakukan (depend on products, materials and or
process). Semoga berguna. Reply 19 02 2016 Kaswanto (15:25:28) : selamat siang pak
mohon bantuannya, perbedaan atau keunggulan antara FCD 55 dengan FCD 60 terutama
untuk Mould , sehubungan dengan referensi customer.selain kalo dilihat lebih mengkilat
( FCD 60 nya ). terima kasih kaswanto Reply 22 02 2016 R. Widodo (17:50:36) : Yth mas
Kaswanto FCD 55 dan FCD 60 hanya berbeda di kandungan perlit/ferrtinya saja. FCD 60
memiliki struktur perlit (keras) sedikit lebih banyak, sehingga dengan demikian kekuatan
tariknya bisa > 600 MPa. Elongasi kedua bahan ini relatif sama. Perlit yang lebih banyak
juga menyebabkan fisual yang lebih berkilap. Untuk mold, tentu FCD 60 akan lebih tahan.
Semoga membantu. Reply 23 03 2016 agus (17:32:15) : Selamat sore, Pak Saya minta
penjelasan terkait proses FCD 45. Apakah komposisi Karbon saat sebelum & sesudah Mg
Treatment mengalami perbedaan? apakah untuk konten karbon mengalami penurunan/naik
setelah Mg Treatment? Terima kasih, Deva Reply 23 03 2016 Hilmi (21:14:35) :
Assalamualaikum Pak R.Widodo Saya mau nanya apakah solidifikasi FC dan FCD
prinsipnya sama? Kalo misalnya ada perbedaan mohon diberi penjelesannya pak
Terimakasih sebelumnya Reply 24 03 2016 R. Widodo (11:10:20) : Yth mas Hilmi
Solidifikasi pada besi cor baik lamelar maupun nodulan adalah sama. Keduanya akan
mengalami solidifikasi eutektik dimana pada saat itulah tertransformasi grafit eutektik. Pada
besi cor nodular, grafit berbentuk bulat akibat efek Mg treatment. Semoga membantu. Reply
24 03 2016 R. Widodo (11:05:37) : Yth mas Agus Pada umumnya setelah Mg treatment akan
terjadi penurunan kandungan C 0.1 03% tergantung dari suhu treatment. Semakin tinggi
akan mningkatkan C losses. Hal ini terjadi karena: a. Pada suhu tinggi C akan teroksidasi,
berubah menjadi CO dan CO2. b. Reaksi Mg treatmen, meningkatkan produksi gas CO,
CO2. Merujuk buble gas theory, bubble gas yang menjadi tempat pertumbuhan grafit menjadi
bulat adalah CO2. Semoga membantu. Reply 25 03 2016 Hilmi (19:42:33) : Saya mau tanya
lagi pak kenapa unsur C (FCD) saat taping ke ladel treatment jd menurun drastis dari
3,87.s/d 3,6% ?apakah itu flotasi karbon?dan seberapa pengaruh terhadap nodularity ?
Apakah unsur Si juga berpengaruh dlm hal ini? Soalnya kemarin casting dibubut surface nya
jd burik dan nodule nya rendah Mohon penjelasannya pak Reply 28 03 2016 R. Widodo
(10:21:47) : Yth mas Hilmi. Tentang C losses saat Mg treatment lihat jawaban pertanyaan
diatas. Rendahnya nodularity disebabkan oleh Mg-rest yang rendah. Usahakan 0.03-0.05.
Semoga membantu. Reply 5 04 2016 Dita Andyani Putri (12:54:23) : Pak saya mau tanya,
saya minta penjelasan lebih lengkap lagi tentang struktur awal mikro besi cor bisa? soalnya
saya liat di coment atas blm ada jawabannya saya lg tugas akhir pak mohon bantuannya,
trima kasih pak Reply 5 04 2016 R. Widodo (17:52:39) : Yth mbak Dita. Silakan Anda mulai
dari halaman ini: https://hapli.wordpress.com/forum-ferro/ Semoga menjawab pertanyaan
Anda. Reply 11 04 2016 Aditya (10:47:17) : Yth Pak Widodo saya punya material FCD 45
dengan ketebalan 8 mm, problem yang saya alami ialah kandungan Pearlite nya tinggi 30
45 % sedangkan untuk memenuhi standard hardness (HB) saya perlu kandungan pearlite nya
maksimal 25%. apa yang sebaiknya saya lakukan pak? Terimakasih Reply 12 04 2016 R.
Widodo (10:08:40) : Yth mas Aditya Perlite yang tinggi disebabkan oleh kadungan Si rendah
sehingga C tidak menjadi grafit melainkan karbida. Untuk FDC 45 dengan ketebalan 8 mm
saya sarankan kandungan Cmin 3.7% dan Simin 2.8%. Usahakan Mn max 0.3% dengan
Mgrest 0.035%. Hindari Cr, Mo, Cu, Ni dll. Semoga membantu. Reply 30 04 2016 Akbar
(23:02:27) : Yth. Pak Widodo Saya mau tanya, apa yang dimaksud dengan FCD 450 dan
spesifikasi dari FCD 450 itu sendiri seperti apa? Terimakasih Pak sebelumnya. Reply 1 05
2016 R. Widodo (00:34:33) : Yth mas Akbar FCD 450 merupakan besi cor bergrafit bulat.
Menurut standar JIS G5502 (FCD 450-10) memiliki tensile strength min 450 MPa, Yield
opera:56
09/08/2016 09:08:22
Besi Cor Nodular | HAPLI
Halaman 18
Menurut standar JIS G5502 (FCD 450-10) memiliki tensile strength min 450 MPa, Yield
strength min 280 MPa dan elongasi min 10%. Semoga membantu. Reply 1 05 2016 Akbar
(21:23:55) : Yth. Pak Widodo, lalu apa pengaruh dan kegunaan unsur Sn terhadap FCD itu
sendiri pak? Reply 2 05 2016 R. Widodo (09:30:17) : Yth mas Akbar Sn merupakan perlite
stabilisher pada FCD. Jadi hanya digunakan pada pembuatan FCD 700 yang memiliki
matriks perlit. Itupun dibawah 0.1%, sebab diatas itu akan merusak nodul. Selain FCD 700,
Sn diaplikasikan pada CGI (compacted grafit iron atau besi cor vermicular). Semoga
membantu. Reply 1 06 2016 Hilmi (11:51:26) : Yth. Pak Widodo Mau tanya pak itu untuk
efisiensi ladel pada Mg treatment udah ketentuan 26 % atau ada yang lain pak? Mohon
bantuannya pak terimakasih Reply 1 06 2016 Hilmi (18:42:20) : Menyambung pertanyaan
diatas pak Kalo mg rest yang dicapai sebesar 0,05% apakah baik untuk meng cover rongga
susut,,,terimakasih Reply 3 06 2016 R. Widodo (06:32:04) : Yth mas Hilmi Efisiensi ladle
26% adalah efisiensi yang saya ukur di ladle treatment milik Polman Bandung, dengan
proses treatment sebagaimana yang dilakukan oleh lab tersebut. Ladle yang lain dan atau
metode proses yang lain tentu memiliki efisiensinya sendiri. Mg rest 0.05% mengindikasikan
kecukupan sisa Mg untuk menghasilkan grafit bulat. Jumlah grafit bulat (nodule count) dan
ukurannya (graphite size) ditentukan oleh kandungan C dan Si yng Anda pilih untuk
ketebalan tertentu serta seberapa banyak inokulasi yang Anda berikan. Pmuaian yang terjadi
saat grafit terbentuk dapat dimanfaatkan untuk mencover susut kristalisasi yang berpotensi
shrinkage, bila Anda menggunakan cetakan keras (mampu menahan pemuaian terssebut).
Semoga membantu. Reply 4 06 2016 Hilmi (18:52:02) : Sangat membantu pak Tapi saya
mau tanya lagi terkait efisiensi ladel Untuk perhitungannya sendiri menggunakan rumus
apa pak? Misal berat ladel 250kg dgn mg treatment metode sandwich Dan maksudnya
cetakan keras itu bagaimana pak? Apa ada hubungannya dengan rongga susut? Terimakasih
sebelumnya pak Reply 6 06 2016 R. Widodo (13:18:23) : Yth mas Hilmi. Efisiensi ladle
dihitung berdasarkan selisih antara teoritik Mg rest yang dihitung dengan faktual. Ada
sesuatu yang hilang dikarenakan oleh penggunaan metode dan ladle treatmen. Agar tidak ada
selisih, maka dimasukanlah angka koreksi yang sy sebut dengan efisiensi ladle. Yang
dimaksud cetakan keras adalah cetakan non greensand seperti CO2 process, cement process
serat resin bonded sand. Kekerasan cetakan mampu bertahan dari pemuaian akibat
transformasi grafit. Maka muai tersebut akan mengisi rongga2 shrinkage yang terjadi.
Semoga membantu. Reply 21 06 2016 Ananto (11:10:46) : Pak Widodo saya mau bertanya.
Saya pernah melakukan pengujian struktur mikro besi cor nodular fcd 450 di polman
bandung. Di lembar hasil pengujian tertulis ukuran 6. Ukuran ini apakah diameter grafit?
Kalau diameter grafit satuannya apa? Terimakasih atas jawaban pak Widodo. Reply 21 06
2016 R. Widodo (13:04:54) : Yth mas Ananto Ukuran 6 menyatakan ukuran grafit 0.03
0.06 mm menurut DIN EN 1563 atau max 0.04 mm menurut ASTM A247. Semoga
membantu.
opera:56
09/08/2016 09:08:22
Anda mungkin juga menyukai
- Besi Cor NodularDokumen25 halamanBesi Cor NodularAgustine Setiawan100% (1)
- 1 TN RTPBT 2020 Besi Tung NodularDokumen10 halaman1 TN RTPBT 2020 Besi Tung NodularMad IsBelum ada peringkat
- BTNDokumen49 halamanBTNReza FadhilaBelum ada peringkat
- Kelompok 1Dokumen23 halamanKelompok 1Taufiq Wahyu M.Belum ada peringkat
- Besi Cor NodularDokumen10 halamanBesi Cor NodularAlbin Moniago SimanjuntakBelum ada peringkat
- 2 TN RTPBT 2020 Besi Tung KelabuDokumen7 halaman2 TN RTPBT 2020 Besi Tung KelabuMad IsBelum ada peringkat
- Diagram Fasa LogamDokumen6 halamanDiagram Fasa Logamseptiandwisaputra2209Belum ada peringkat
- 2.dasar Dasar PengecoranDokumen12 halaman2.dasar Dasar PengecoranFrandi BarasaBelum ada peringkat
- Komposisi Besi CorDokumen41 halamanKomposisi Besi CorAdi Wahyu Mancunian ArzantoBelum ada peringkat
- Pengaruh Unsur Paduan Terhadap BajaDokumen5 halamanPengaruh Unsur Paduan Terhadap BajaKevin BimarigaBelum ada peringkat
- Heat TreatmentDokumen14 halamanHeat TreatmentIKa UTami Wahyu Ningsih0% (2)
- Besi Cor MalleableDokumen10 halamanBesi Cor MalleableVito ValdanoBelum ada peringkat
- 1 MikroDokumen70 halaman1 MikroNameis GhoffarBelum ada peringkat
- MetalurgiDokumen121 halamanMetalurgiMakhfud EdyBelum ada peringkat
- Jominy TestDokumen24 halamanJominy TestArkawira Nul SalamBelum ada peringkat
- FC 25Dokumen7 halamanFC 25Ferindra AlimBelum ada peringkat
- Pengantar Perl Panas - Bab 6Dokumen51 halamanPengantar Perl Panas - Bab 6Moh Ma'ruf MudofirBelum ada peringkat
- Hand Out MetalurgiDokumen12 halamanHand Out MetalurgiYogi Dwi AndiBelum ada peringkat
- Teknologi Besi BajaDokumen19 halamanTeknologi Besi BajaUtami DamayantiBelum ada peringkat
- Metalurgi LasDokumen32 halamanMetalurgi LasTomy AdamBelum ada peringkat
- MetalografiDokumen6 halamanMetalografiMoch AL Hafiz HarahapBelum ada peringkat
- Penjelasan Tentang Diagram FasaDokumen8 halamanPenjelasan Tentang Diagram FasaSalman alfarisi0% (1)
- Diagram FasaDokumen6 halamanDiagram FasaChristianto HsuBelum ada peringkat
- Jenis Cast Zat Besi Metode Terbaik Untuk Mengklasifikasi Besi Cor Yang SesuaiDokumen15 halamanJenis Cast Zat Besi Metode Terbaik Untuk Mengklasifikasi Besi Cor Yang SesuaiYulia Puspa DewiBelum ada peringkat
- Tugas 10Dokumen14 halamanTugas 10Ilham DaradjatBelum ada peringkat
- Metalurgi HAZ Miftah Hijriawan K2515046Dokumen7 halamanMetalurgi HAZ Miftah Hijriawan K2515046Miftah HijriawanBelum ada peringkat
- BAB II KompositDokumen35 halamanBAB II KompositDenas PermanaBelum ada peringkat
- Besi Cor NodularDokumen23 halamanBesi Cor Nodularhidayat adityaBelum ada peringkat
- Diagram FasaDokumen5 halamanDiagram FasaAditya Hasmi NurrezaBelum ada peringkat
- Resume MatekDokumen2 halamanResume MatekALIFA DIEN FATHIA 1Belum ada peringkat
- Makalah MetolografiDokumen19 halamanMakalah MetolografiDienul HafizhBelum ada peringkat
- Diagram Fasa BajaDokumen9 halamanDiagram Fasa BajaYanuar Rizki Pahlevi Full0% (1)
- Tugas MaisDokumen10 halamanTugas MaisNandaNWBelum ada peringkat
- Jenis Baja Pada AutomotiveDokumen6 halamanJenis Baja Pada AutomotiveAdi Sàñg P'mimpiBelum ada peringkat
- Penjelasan Tentang Diagram FasaDokumen6 halamanPenjelasan Tentang Diagram FasaBayuMardiantoBelum ada peringkat
- 07 Diagram Besi - Besi KarbidaDokumen10 halaman07 Diagram Besi - Besi KarbidaRian FerdiansyahBelum ada peringkat
- 02-03 Cacat Kristal LogamDokumen12 halaman02-03 Cacat Kristal LogamRahmat WidodoBelum ada peringkat
- TUGAS-09 1806202090 Cantigi Firda AuliaDokumen10 halamanTUGAS-09 1806202090 Cantigi Firda AuliaCantigi Firda AuliaBelum ada peringkat
- 3.diagram Fasa, Paduan LogamDokumen24 halaman3.diagram Fasa, Paduan LogamSteven JonesBelum ada peringkat
- METALURGI FISIK Interpretasi Mikrostruktur Baja-MinDokumen50 halamanMETALURGI FISIK Interpretasi Mikrostruktur Baja-MinSheila Fangidae TmlkBelum ada peringkat
- Muhammad Ady Kurniwan (RESUME METALURGI LAS)Dokumen9 halamanMuhammad Ady Kurniwan (RESUME METALURGI LAS)Muhammad Ady KurniawanBelum ada peringkat
- Baja KarbonDokumen6 halamanBaja KarbonIrfan SugiartoBelum ada peringkat
- InokulasiDokumen27 halamanInokulasiReza FadhilaBelum ada peringkat
- Makalah Fasa Pada Sistem Besi Karbon - Fisika Material - Kelompok IIDokumen8 halamanMakalah Fasa Pada Sistem Besi Karbon - Fisika Material - Kelompok IISri Rezeki BerutuBelum ada peringkat
- Makalah Diagram Fasa EditDokumen16 halamanMakalah Diagram Fasa EditPutra Umar SaidBelum ada peringkat
- Jawaban Uas MetalurgiDokumen7 halamanJawaban Uas MetalurgiHermawan Adi SetiantoBelum ada peringkat
- BAB IV Besi CorDokumen7 halamanBAB IV Besi CorVinsensius Herdani Agung NugrohoBelum ada peringkat
- Zainal MetalografiDokumen20 halamanZainal MetalografiMuhammad IdrusBelum ada peringkat
- Tugas BKK SoalDokumen4 halamanTugas BKK Soalmega fratiwiBelum ada peringkat
- Makalah PengecoranDokumen27 halamanMakalah PengecoranArga PratamaBelum ada peringkat
- Diagram Fasa+Transformasi Fasa Pada Besi Dan BajaDokumen4 halamanDiagram Fasa+Transformasi Fasa Pada Besi Dan BajaAndre YosiBelum ada peringkat
- Ledeburite MetalografiDokumen12 halamanLedeburite MetalografiShiezkhaede ShirakawaBelum ada peringkat
- Dasar Perlakuan Panas NewDokumen14 halamanDasar Perlakuan Panas NewSenayanBelum ada peringkat
- Bahan Ajar Metalurgi Fisik UnsyiahDokumen58 halamanBahan Ajar Metalurgi Fisik UnsyiahNizar Achmad Nizar100% (5)
- Jurnal PengelasanDokumen8 halamanJurnal PengelasanDanang Joyoe100% (1)
- NISSAN Teana250 XV Camry Mazda6 HyundaiDokumen24 halamanNISSAN Teana250 XV Camry Mazda6 HyundaiAgustine SetiawanBelum ada peringkat
- Material Teknik 00-1Dokumen129 halamanMaterial Teknik 00-1isafirBelum ada peringkat
- Dasar Pengukuran & KetidakpastianDokumen4 halamanDasar Pengukuran & KetidakpastianAgustine SetiawanBelum ada peringkat
- Info Dual Phase Steel-03Dokumen4 halamanInfo Dual Phase Steel-03Agustine SetiawanBelum ada peringkat
- Modifikasi Kemampuan Permesinan SKD61 DG Annealing PDFDokumen6 halamanModifikasi Kemampuan Permesinan SKD61 DG Annealing PDFAgustine SetiawanBelum ada peringkat
- Metode Pemberian Tugas Mahasiswa Mata Kuliah Psikologi Umum-0Dokumen2 halamanMetode Pemberian Tugas Mahasiswa Mata Kuliah Psikologi Umum-0Agustine SetiawanBelum ada peringkat
- Metalurgi SilikonDokumen2 halamanMetalurgi SilikonAgustine SetiawanBelum ada peringkat
- Estimasi Ketidakpastian Santo PDFDokumen9 halamanEstimasi Ketidakpastian Santo PDFHumaira SyafitriBelum ada peringkat
- Komposisi Besi Cor KelabuDokumen25 halamanKomposisi Besi Cor KelabuAgustine SetiawanBelum ada peringkat
- Komposisi Besi Cor KelabuDokumen25 halamanKomposisi Besi Cor KelabuAgustine SetiawanBelum ada peringkat
- KetidakpastianDokumen10 halamanKetidakpastianYatty Erni DestianiBelum ada peringkat
- Pengecoran Logam Teknik Pengecoran LogamDokumen7 halamanPengecoran Logam Teknik Pengecoran LogamAgustine SetiawanBelum ada peringkat
- Bijih LateritDokumen7 halamanBijih LateritMarwan Zam MiliBelum ada peringkat
- Besi TuangDokumen7 halamanBesi TuangReza MahendraBelum ada peringkat
- Aneka Manfaat Buah BuahanDokumen3 halamanAneka Manfaat Buah BuahanAgustine SetiawanBelum ada peringkat
- Pengolahan Nikel Laterit PDFDokumen16 halamanPengolahan Nikel Laterit PDFMixsindo Korra HerdyantiBelum ada peringkat
- Makanan Untuk Menaikkan Trombosit - Manfaat Dan KhasiatDokumen2 halamanMakanan Untuk Menaikkan Trombosit - Manfaat Dan KhasiatAgustine SetiawanBelum ada peringkat
- Air Kelapa Kaya Gizi Dan Syarat Akan KhasiatDokumen2 halamanAir Kelapa Kaya Gizi Dan Syarat Akan KhasiatAgustine SetiawanBelum ada peringkat
- Kurangi Ketergantungan Asing Lipi Kembangkan Baja Unggul Laterit MAJALAH TAMBANG ONLINEDokumen2 halamanKurangi Ketergantungan Asing Lipi Kembangkan Baja Unggul Laterit MAJALAH TAMBANG ONLINEAgustine SetiawanBelum ada peringkat
- Manfaat Kacang Jogo - Manfaat Dan KhasiatDokumen2 halamanManfaat Kacang Jogo - Manfaat Dan KhasiatAgustine SetiawanBelum ada peringkat
- A KalifaDokumen1 halamanA KalifaAidil Fittriani AyuBelum ada peringkat
- 3 052Dokumen1 halaman3 052pawitrajayaBelum ada peringkat
- Air MancurDokumen1 halamanAir MancurAidil Fittriani AyuBelum ada peringkat
- AjeranDokumen2 halamanAjeranAgustine SetiawanBelum ada peringkat
- Alpo KatDokumen4 halamanAlpo KatAgustine SetiawanBelum ada peringkat
- Clausena Anisum-Ofens MerrDokumen1 halamanClausena Anisum-Ofens MerrRoslenaBelum ada peringkat
- Adem AtiDokumen1 halamanAdem AtiAgustine SetiawanBelum ada peringkat
- Akar ManisDokumen2 halamanAkar ManisAgustine SetiawanBelum ada peringkat