Anda mungkin juga menyukai
- Tubes Data Analitik Case 2 - Kelompok 3Dokumen26 halamanTubes Data Analitik Case 2 - Kelompok 3Brando Mikardoni7Belum ada peringkat
- Jurnal Modul-6 - Fri-43-113 - HaqDokumen8 halamanJurnal Modul-6 - Fri-43-113 - HaqrefinkyanaBelum ada peringkat
- Identifikasi Kebutuhan Pelanggan & Analisa Pasar: Akh. Sokhibi, ST., M.EngDokumen22 halamanIdentifikasi Kebutuhan Pelanggan & Analisa Pasar: Akh. Sokhibi, ST., M.Engakh sokhibiBelum ada peringkat
- PacmadDokumen2 halamanPacmadOchaPPMC .170Belum ada peringkat
- Kelompok 2 - GrabDokumen19 halamanKelompok 2 - GrabSinta Mulyani33% (3)
- Tabel Perbandingan ISO, MBNQA, Dan Deming PrizeDokumen1 halamanTabel Perbandingan ISO, MBNQA, Dan Deming PrizeLDMusicnesiaBelum ada peringkat
- Format Jurnal Praktikum ApkeDokumen6 halamanFormat Jurnal Praktikum ApkehanaBelum ada peringkat
- Analisis KelayakanDokumen16 halamanAnalisis Kelayakangrasia nanci sitorus100% (1)
- Laporan KlasifikasiDokumen60 halamanLaporan KlasifikasiPipit GupitanBelum ada peringkat
- Soal 3 Quiz Ansi Senin Dan KamisDokumen4 halamanSoal 3 Quiz Ansi Senin Dan KamisLeonBelum ada peringkat
- Jadwal Rencana ProduksiDokumen25 halamanJadwal Rencana ProduksiOki Bagus100% (1)
- Concept TestingDokumen21 halamanConcept TestingBellaNisaWiraniBelum ada peringkat
- 07 HipotesisDokumen99 halaman07 HipotesisAnggita Kresna WardaniBelum ada peringkat
- Latihan Soal UASDokumen8 halamanLatihan Soal UASmuhammad_ramadhan_18Belum ada peringkat
- Quiz Review 7 Attempt Review PDFDokumen1 halamanQuiz Review 7 Attempt Review PDFTharra ZBelum ada peringkat
- Pengaruh Tata Letak Fasilitas Di Kedai Kopi EtikaDokumen8 halamanPengaruh Tata Letak Fasilitas Di Kedai Kopi EtikaNicky LianeBelum ada peringkat
- Review Jurnal - Probis Teknik Esia PT XyzDokumen19 halamanReview Jurnal - Probis Teknik Esia PT XyzRiki wahyudiBelum ada peringkat
- Praktikum Statistika Industri Modul 4 Tugas Besar Kelompok 2Dokumen111 halamanPraktikum Statistika Industri Modul 4 Tugas Besar Kelompok 2Rundown GirlBelum ada peringkat
- Proposal Proyek Perangkat Lunak Sistem Gudang Online Pada Pt. Karya NiagaDokumen20 halamanProposal Proyek Perangkat Lunak Sistem Gudang Online Pada Pt. Karya NiagaKhusnul QotimahBelum ada peringkat
- Buku Panduan National Business Plan CompetitionDokumen21 halamanBuku Panduan National Business Plan CompetitionfaturBelum ada peringkat
- Zone of Tolerance PDFDokumen6 halamanZone of Tolerance PDFZam Zam KhoeriBelum ada peringkat
- Influence Diagram - 1Dokumen17 halamanInfluence Diagram - 1StevenichalrigelBelum ada peringkat
- Fast Food Visi MisiDokumen3 halamanFast Food Visi MisidianaBelum ada peringkat
- Tugas3 - Muhammad Fikri - 1201190306 - TI-43-09Dokumen6 halamanTugas3 - Muhammad Fikri - 1201190306 - TI-43-09Muhammad FikriBelum ada peringkat
- Usability Slogan Dan PengertiannyaDokumen2 halamanUsability Slogan Dan PengertiannyaPratama SimatupangBelum ada peringkat
- BMC (Bussiness Canvas Model)Dokumen28 halamanBMC (Bussiness Canvas Model)吴樑Belum ada peringkat
- PPC - 21070120420016 Nuraini RahmadDokumen5 halamanPPC - 21070120420016 Nuraini RahmadNur Aini RahmadBelum ada peringkat
- Kelompok 1Dokumen24 halamanKelompok 1Rifa HaninaBelum ada peringkat
- 02 BEKUP - Bisnis - Sesi 3A - Value Proposition 2017Dokumen60 halaman02 BEKUP - Bisnis - Sesi 3A - Value Proposition 2017DetriAgusarmaSkbBelum ada peringkat
- Tahapan Dalam Metode QFDDokumen3 halamanTahapan Dalam Metode QFDTALHA ABDUL LAKARIMBelum ada peringkat
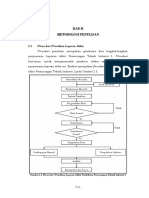
- BAB II - Metodologi PenulisanDokumen5 halamanBAB II - Metodologi PenulisanArif BudiyantoBelum ada peringkat
- Makalah Mi Kel 4Dokumen32 halamanMakalah Mi Kel 4Mutia AngrainiBelum ada peringkat
- Contoh Dokumen Test PlanDokumen15 halamanContoh Dokumen Test PlanAlif FinandhitaBelum ada peringkat
- Tugas Internasional ManajemenDokumen4 halamanTugas Internasional Manajemenratia100% (1)
- Perencanaan Strategis Sistem InformasiDokumen8 halamanPerencanaan Strategis Sistem InformasiRandi Andika HutamaBelum ada peringkat
- Penerapan Uji Hipotesis Dua PopulasiDokumen4 halamanPenerapan Uji Hipotesis Dua PopulasiayangjanuzajBelum ada peringkat
- Bab 2 Persentasi ErgonomiDokumen11 halamanBab 2 Persentasi ErgonomiNimas Ayu A. RachmanBelum ada peringkat
- Usulan Peningkatan Pengendalian Kualitas Produk Kemeja Formal Dengan Menggunakan Metode Six Sigma (Dmaic) Di Pt. Dewhirst MenswearDokumen44 halamanUsulan Peningkatan Pengendalian Kualitas Produk Kemeja Formal Dengan Menggunakan Metode Six Sigma (Dmaic) Di Pt. Dewhirst MenswearKARYAGATA MANDIRI100% (2)
- Perilaku Konsumen Strategi Penentuan HargaDokumen12 halamanPerilaku Konsumen Strategi Penentuan HargaAlvin Radinal MBelum ada peringkat
- Basic Process Panel ArenaDokumen2 halamanBasic Process Panel ArenaIrenaBelum ada peringkat
- Laporan Lengkap PTLFDokumen200 halamanLaporan Lengkap PTLFRitsa FaizaBelum ada peringkat
- Product ArchitectureDokumen5 halamanProduct ArchitectureDede Jovie AndraBelum ada peringkat
- Pengantar Otomasi Industri PDFDokumen4 halamanPengantar Otomasi Industri PDFAlbar PervectBelum ada peringkat
- Geometric Feature of Part Analog and DigitalDokumen12 halamanGeometric Feature of Part Analog and Digitalamelia andhini0% (1)
- Model Matrix KonsumenDokumen15 halamanModel Matrix KonsumenMuhamad IksanBelum ada peringkat
- Patok DugaDokumen9 halamanPatok Duganurul qoiriawatiBelum ada peringkat
- Unique Selling PropositionDokumen2 halamanUnique Selling Propositionbayu wibisanaBelum ada peringkat
- Analisa Visi, Misi, Core ValueDokumen4 halamanAnalisa Visi, Misi, Core ValueRivaldi SantosoBelum ada peringkat
- Modul 5 Fri 41 086 Selasa Shift 1 FahDokumen16 halamanModul 5 Fri 41 086 Selasa Shift 1 FahAlan RamadhanBelum ada peringkat
- Modul 3 Perancangan Proses Dan Sistem Manufaktur (A-10)Dokumen93 halamanModul 3 Perancangan Proses Dan Sistem Manufaktur (A-10)Dita Indah RahmawatiBelum ada peringkat
- Analisis Sensitivitas Pada Model LOD EditDokumen3 halamanAnalisis Sensitivitas Pada Model LOD EditRiandi FauzanBelum ada peringkat
- Integer ProgrammingDokumen13 halamanInteger ProgrammingIndra SaputraBelum ada peringkat
- Laporan TBP Kelompok 1 (Roasting Dan Olahan Kopi)Dokumen29 halamanLaporan TBP Kelompok 1 (Roasting Dan Olahan Kopi)Aulia DennysaBelum ada peringkat
- Tugas Pak Simon Overhaul Mesin MillingDokumen2 halamanTugas Pak Simon Overhaul Mesin Millinghadi100% (1)
- UAS Met. Kuantitatif - Shindy Rani Sihite (7202220001)Dokumen4 halamanUAS Met. Kuantitatif - Shindy Rani Sihite (7202220001)Gomgom SitungkirBelum ada peringkat
- Modul 1 Analisis Dasar-Dasar BisnisDokumen6 halamanModul 1 Analisis Dasar-Dasar BisnisB i m z z //Belum ada peringkat
- Heuristic Evaluation Review Buku OnlineDokumen32 halamanHeuristic Evaluation Review Buku OnlinedestryauliaaBelum ada peringkat
- Analisis Simulasi SistemDokumen31 halamanAnalisis Simulasi SistemRicky SinghBelum ada peringkat
- UTS Ekonomi MakroDokumen5 halamanUTS Ekonomi MakroAni safitriBelum ada peringkat
- EKOTEKDokumen18 halamanEKOTEKMisbahul MunirBelum ada peringkat
- Modul Praktikum Analisis Dan Pengukuran KerjaDokumen18 halamanModul Praktikum Analisis Dan Pengukuran Kerjas1h clasroom 2020Belum ada peringkat
- Internship Report - Sinta Mulyani Dwi Putri PDFDokumen44 halamanInternship Report - Sinta Mulyani Dwi Putri PDFSinta MulyaniBelum ada peringkat
- Laporan KP - PT IntiDokumen45 halamanLaporan KP - PT IntiSinta MulyaniBelum ada peringkat
- Laporan ApsiDokumen38 halamanLaporan ApsiSinta MulyaniBelum ada peringkat
- Mini Paper - Kelompok 1Dokumen6 halamanMini Paper - Kelompok 1Sinta MulyaniBelum ada peringkat
- Mini Paper - Kelompok 1Dokumen6 halamanMini Paper - Kelompok 1Sinta MulyaniBelum ada peringkat
- Struktur 4 Jenis PasarDokumen3 halamanStruktur 4 Jenis PasarSinta MulyaniBelum ada peringkat
- Pembersih Wajah AlamiDokumen12 halamanPembersih Wajah AlamiSinta MulyaniBelum ada peringkat
- Sistem Saraf TepiDokumen22 halamanSistem Saraf TepiSinta MulyaniBelum ada peringkat
- 3 IsiDokumen14 halaman3 IsiSinta MulyaniBelum ada peringkat
- Hasil Praktikum FisikaDokumen3 halamanHasil Praktikum FisikaSinta MulyaniBelum ada peringkat