945 1964 1 SM
Diunggah oleh
bogie aryoJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
945 1964 1 SM
Diunggah oleh
bogie aryoHak Cipta:
Format Tersedia
Analisis Preventive Maintenance Jig Welding Pada Proses Perakitan Support Assy Clutch Pedal Untuk Mobil
Toyota Kijang Innova di PT. Nusa Toyotetsu Corp
ANALISIS PREVENTIVE MAINTENANCE JIG WELDING
PADA PROSES PERAKITAN SUPPORT ASSY CLUTCH
PEDAL UNTUK MOBIL TOYOTA KIJANG INNOVA DI
PT. NUSA TOYOTETSU CORP
Roesfiansjah Rasjidin, Indri Wahyuningrum
Dosen Jurusan Teknik Industri - Universitas Indonusa Esa Unggul, Jakarta
Mahasiswa Teknik Industri - Universitas INDONUSA Esa Unggul, Jakarta
roesfiansjah.rasjidin@indonusa.ac.id
Abstrak
PT. Nusa Toyotetsu Corp. Bergerak dibidang otomotif, yaitu memproduksi
dan merakit komponen-komponen mobil, bertujuan untuk memenuhi
kebutuhan part-part support assembling yang dibutuhkan bagi mobil
Toyota. Perawatan merupakan masalah yang harus selalu menjadi perhatian
perusahaan, terutama dibagian produksi. Salah satu kegiatan dalam
preventive maintenance adalah kegiatan perawatan yang dilakukan untuk
mencegah timbulnya kerusakan-kerusakan yang tidak terduga. Masalah
membahas preventive maintenance jig welding pada proses perakitan
Support Assy Clutch Pedal untuk mobil kijang innova. Jig Welding
merupakan salah satu alat bantu yang digunakan pada proses perakitan.
Data preventive maintenance, kerusakan dan perbaikan pada bulan Januari-
Juni 2005 diuji dengan ; Metode Krushall Wallis untuk mengetahui apakah
data homogen dan dapat digabungkan. Kemudian pengujian distribusi yang
sesuai menggunakan Software Minitab 14 dan mencari nilai mean dari
masing-masing data. Rata-rata waktu preventive maintenance 101,085 jam,
rata-rata antar waktu kerusakan 488.865 jam dan rata-rata waktu perbaikan
1,95271 jam. Dari hasil pengolahan data didapatkan nilai Availability jig
welding 99,6% pada bulan Januari-Juni 2005.
Kata Kunci: Jig Welding, Preventive Maintenance, Kerusakan, Perbaikan,
Availability
Pendahuluan dibuat dan dirakit ditujukan untuk
Perusahaan industri tidak hanya memenuhi kebutuhan part-part Support
dituntut untuk memenuhi kebutuhan Assembling yang dibutuhkan bagi mobil
konsumen dalam ukuran kuantitas yang Toyota dan lainnya.
tepat, waktu yang tepat, serta tempat Perusahaan belum melakukan
yang tepat, namun perusahaan industri pengukuran nilai Availability jig welding
juga dituntut untuk dapat menghasilkan yang merupakan alat bantu pada proses
produk atau jasa yang berkualitas tinggi perakitan Support Assy Clutch Pedal
dan harga yang murah, atau minimal untuk mobil Toyota Kijang Innova pada
mampu mempertahankan kualitas yang bulan Januari – Juni 2005.
dimiliki oleh produk atau jasa yang Penelitian ini bertujuan untuk
dihasilkan. menganalisis preventive maintenance jig
PT. Nusa Toyotetsu Corp. meru- welding bila dibandingkan dengan nilai
pakan salah satu perusahaan yang ber- Availability yang didapat dari jig
gerak dalam bidang otomotif di welding
Indonesia, beberapa macam produk
Jurnal Inovisi™ Vol. 4, No. 2, Oktober 2005 91
Analisis Preventive Maintenance Jig Welding Pada Proses Perakitan Support Assy Clutch Pedal Untuk Mobil
Toyota Kijang Innova di PT. Nusa Toyotetsu Corp
Landasan Teori dimana : k = jumlah tools
Perawatan n = jumlah data
Perawatan (maintenance) dapat n i = jumlah data pada tiap-
diartikan sebagai kegiatan untuk meme- tiap tools
lihara atau menjaga fasilitas/ peralatan Critical Value
dan mengadakan perbaikan atau peng- Critical Value → Statistik Tabel
2
gantian yang diperlukan agar supaya k 1 , 1 ( Chi – Square ) (4)
terdapat suatu keadaan operasi produksi
Kesimpulan
yang memuaskan sesuai dengan apa 2
yang direncanakan. Salah satu kegiatan T < k 1 , 1
yang dapat dilakukan adalah preventive maka semua set data homogen dan
maintenance yaitu kegiatan perawatan dapat digabungkan.
yang dilakukan untuk mencegah
timbulnya kerusakan – kerusakan yang Pencarian Distribusi yang Sesuai
tidak terduga. Pencarian Distribusi yang sesuai
menggunakan Software Minitab 14
Teori Homogenitas untuk mendapatkan nilai mean dari
Teori Homogenitas bertujuan masing-masing data.
untuk menilai homogenitas set data yang
berbeda. Terdapat sejumlah k set obser- Availability
vasi, apakah set data tersebut homogen Dengan kapabilitas perbaikan
atau tidak dan kemudian dapat yang akan membuat sistem menjadi
digabungkan. operasional, maka ukuran tambahan
Metode Uji Hipotesis Krushall Wallis untuk performansi sistem adalah Avai-
Misalnya sampel ke – i berukuran n i lability.
dengan random variabel. Untuk bisa memprediksi Avai-
x i1, x i2, ……… x in . n merupakan jumlah lability System, harus diperhatikan
observasi keseluruhan. distribusi probabilitas dari kegagalan
k (failure) distribusi probabilitas dari
n= ni (1) perbaikan (repair).
i 1
Availability didefinisikan seba-
Hipotesis : gai probabilitas sistem atau komponen
HO = Semua fungsi distribusi populasi melakukan “fungsinya” pada suatu titik
adalah identik waktu atau interval waktu tertentu bila
H1 = Setidaknya satu diantara populasi dioperasikan dan dirawat seperti
cenderung lebih besar seharusnya. Formula availability adalah:
Urutkan n observasi dari yang terkecil
hingga terbesar.
Uptime
R x ij = Rangking x ij Availability (5)
Uptime Downtime
R i = Jumlah rangking sampel ke - i
Sehingga
ni
Availability dapat digolongkan
menjadi tiga bagian yaitu :
Ri = R x ij untuk i = 1,2,...k (2)
j 1
1. Inherent Availability
Availability Inherent bergantung
Statistik Uji K – W
pada distribusi kerusakan (failure)
12 k
R 2i dan distribusi waktu perbaikan
T = - 3 ( n + 1 ) (3)
n(n 1) i 1 ni (repair). Availability Inherent ; Ai
dinyatakan dalam:
92 Jurnal Inovisi™ Vol. 4, No. 2, Oktober 2005
Analisis Preventive Maintenance Jig Welding Pada Proses Perakitan Support Assy Clutch Pedal Untuk Mobil
Toyota Kijang Innova di PT. Nusa Toyotetsu Corp
MTBF Metodologi Penelitian
Ainh lim A T (6) Setelah data-data yang dibu-
T MTBF MTTR
dimana: tuhkan diperoleh, langkah selanjutnya
MTBF = Mean Time Between Failure adalah mengolah data tersebut dan
MTTR = Mean Time To Repair dianalisis sehingga dapat menjawab
tujuan penelitian. Langkah-langkah
2. Achieved Availability pengolahan data dan analisis yang akan
Achieved Availability ; Aa dilakukan adalah sebagai beikut :
dinyatakan dalam 1. Mengumpulkan data preventive
maintenance, kerusakan dan perbai-
MTBM
Aa ___
(7) kan yang diperlukan pada waktu
MTBM M yang sama.
dengan 2. Melakukan pengolahan data untuk
data preventive maintenance,
td
MTBM (8) kerusakan dan perbaikan meng-
m td t d / T pm gunakan Teori Homogenitas ;
Metode Kurshall Wallis untuk
m t d MTTR t d / T pm MPMT menguji homogenitas data.
M (9) 3. Menentukan distribusi yang sesuai
m td t d / T pm dengan menggunakan Software
dimana : Minitab 14 dan menghitung nilai
MTBM = Mean Time Between mean pada masing-masing data.
Maintenance 4. Mencari nilai Availability untuk jig
___ welding.
M = Mean System Downtime
td = Design Life Hasil Dan Pembahasan
m(td)= Cumulative Average Number Jig welding adalah alat bantu
of Failure perakitan untuk membentuk satu unit
MTTR = Mean Time To Repair part/ komponen. Yang akan di bahas
Tpm = Preventive Maintenance adalah jig welding pada perakitan part /
Interval komponen Support Assy Clutch Pedal
MPMT = Mean Preventive Maintenance part no 31380-OKO30 untuk mobil
Time kijang Innova.
3. Operational Availability Tabel 1. Jig welding untuk perakitan
Availability Operational ; Ao part/ komponen Support Assy Clutch
didefinisikan dengan M Pedal part no 31380-OKO30
MTBM NO LINE ASSY PART LINE NO.
AO ___
(10) 1 6B – 1 – 3 31301 – OKO 10
' JIG ROTARY
MTBM M
2 6B – 1 – 3 31301 OKO10
dimana : JIG 1
MTBM = Mean Time Between 3 6D – 1 – 2 55107 – OKO20
Maintenance JIG / HANDTOOL (HT – 1)
___ 4 6D – 1 – 2 55107 – OKO20
JIG / HANDTOOL (HT – 2)
M' = Mean System Downtime
5 6D – 1 – 1 31380 – OKO20
JIG ASSY
Dari ketiga golongan Sumber: PT. Nusa Toyotetsu Corp.
availability diatas, yang akan dibahas
lebih lanjut dan mendalam hanya Pengolahan data yang akan
Inherent Availability (Ainh). dilakukan mengikuti pengujian Teori
Homogenitas ; Metode Krushall Wallis,
Jurnal Inovisi™ Vol. 4, No. 2, Oktober 2005 93
Analisis Preventive Maintenance Jig Welding Pada Proses Perakitan Support Assy Clutch Pedal Untuk Mobil
Toyota Kijang Innova di PT. Nusa Toyotetsu Corp
pengujian distribusi yang sesuai Data Preventive Maintenance
menggunakan Software Minitab 14 dan Data yang diambil yaitu selang
mencari nilai mean serta mencari nilai waktu preventive maintenance pada
availability untuk jig welding. Data bulan Januari-Februari 2005 (dalam
yang akan diolah meliputi data jam).
preventive maintenance, kerusakan dan
perbaikan dari jig welding.
Tabel 2. Data Preventive Maintenance
No Keterangan Data
1 JIG 96 80 112 96 96 112 80 112 80 96 96 112 80 96 112 192 96 112 96 96 112 80 96
ROTARY
2 JIG 1 80 112 80 96 96 112 80 112 80 96 112 80 112 96 96 208 112 80 112 96 80 96 96
3 JIG/HT-1 80 96 112 80 96 112 96 80 96 112 96 96 80 112 80 208 96 112 80 96 96 112 112
4 JIG/HT-2 80 112 96 96 112 112 96 112 80 112 96 96 80 96 112 208 80 112 80 96 96 112 112
5 JIG ASSY 96 80 112 96 96 96 96 80 112 96 80 112 80 112 96 192 112 80 112 96 96 80 112
Sumber: PT. Nusa Toyotetsu Corp Critical Value
2
k 1 , 1 → = 5% = 0,05
Teori Homogenitas ; Metode Uji 2
Hipotesis Krushall Wallis 5 1 , 1 – 0.05
2
Rangking Data Preventive 4 , 0.95 = 9,488 Statistik
Maintenance Tabel ( Chi – Square )
Data diurutkan dari nilai terkecil
sampai terbesar, dibuat rangking,
Kesimpulan
dan dibuat total rangking untuk
masing-masing set data jig. T < k2 1 , 1
2
Set data jig Rotary R 1 = 1.312 T < , 0.95
4
Set data jig1 R 2 = 1.246 0,90 < 9,488
Set data jig/HT-1 R 3 = 1.310 Jadi semua set data homogen
dan dapat digabungkan.
Set data jig /HT-2 R 4 = 1.452
Set data jig Assy R 5 = 1.350 Pengujian Software Minitab 14
Statistik Uji K – W untuk memperoleh Distribusi yang
Diketahui : sesuai
k = 5 jumlah jig Untuk mengetahui jenis distri-
n = 115 jumlah data busi yang sesuai, dapat diukur
n i = 23 jumlah data pada menggunakan Goodness of Fit Test (uji
masing-masing jig kebaikan sesuai) salah satunya adalah
Metode Anderson – Darling (AD).
12 k
R 2i Dilihat dari nilai AD yang terkecil dari
T = - 3( n + 1 )
n(n 1) i 1 ni semua distribusi
T = 0,90
94 Jurnal Inovisi™ Vol. 4, No. 2, Oktober 2005
Analisis Preventive Maintenance Jig Welding Pada Proses Perakitan Support Assy Clutch Pedal Untuk Mobil
Toyota Kijang Innova di PT. Nusa Toyotetsu Corp
Goodness-of-Fit
Anderson-Darling Correlation Jig Rotary ; Kerusakan pada bulan
Distribution (adj) Coefficient Januari – Februari 2005
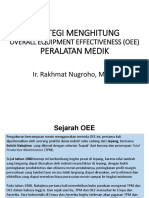
Loglogistic 7.040 0.87
1/Jan 32 Hari 3/Feb
Pada distribusi Loglogistic didapat repair repair
Pukul 8 9 13 16
nilai mean preventive maintenance
(MPMT = mean preventive
maintenance time) yaitu 101,085 Waktu antar kerusakan (time between
jam. failure) Jan – Feb
1/Jan:09.00 – 11.30 (shift1) = 2.30 Jam.menit
12.30 – 16.30 (shift 1)= 4
Distribution Overview Plot for C1
LSXY Estimates-Complete Data 19.45 – 24.00 (shift 2)= 4.15 +
Probability Density Function Loglogistic
Loc
Table of Statistics
4.60019
10.45
99.9
Scale 0.0977646
99 Mean 101.085
0.02
90
StDev
Median
18.2732
99.5035
1/Jan–3/Feb: 32 hari * 16 jam = 512
Percent
IQ R 21.4155
PDF
50
0.01 F ailure 115
10
1
C ensor
A D*
0
7.040
3/Feb: 01.45 – 05.30 (shift 2) = 3.45
0.00
0.1
C orrelation 0.872 07.30 – 11.30 (shift 1) = 4
50 100 150 50 100 200
C1 C1 12.30 – 13.00 (shift 1) = 30+
Survival Function Hazard Function 8.15+
100
531.00 Jam.menit
0.06
Percent
Rate
0.04
50
Tabel 3. Data Kerusakan / Failure
0.02 NO KETERANGAN DATA
0 0.00
50 100 150 50 100 150 1 JIG ROTARY 531.00 497.15 574.30 454.45 402.30
C1 C1
2 JIG 1 569.45 441.30 558.30 516.45 449.00
Sumber: Hasil Pengolahan Data
3 JIG / HT – 1 388.15 548.15 494.00 369.45 533.45
Gambar 1. Kurva preventive
maintenance dengan Distribusi 4 JIG / HT – 2 485.15 365.00 553.45 481.45 481.30
Loglogistic menggunakan software
minitab 14 5 JIG ASSY 571.30 401.30 567.15 523.45 488.30
Data Kerusakan Sumber: Hasil Pengolahan Data
Masing-masing jig welding
memiliki tingkat kerusakan yang Teori Homogenitas; Metode Uji
berbeda, diketahui bahwa kerusakan Hipotesis Krushall Wallis
terjadi setiap satu bulan sekali dengan Data diurutkan dari nilai
waktu yang berbeda-beda. terkecil sampai terbesar, dibuat
Contoh untuk menghitung kerusakkan rangking, dan dibuat total rangking
adalah sebagai berikut : untuk masing-masing set data jig.
Shift 2 : 01.45 - 05.30 = 3.45 Rangking Data Kerusakan (Failure)
Shift 1 : 07.30 – 11.30 = 4
Shift 1 : 12.30 – 16.30 = 4
Set data jig 1 R 1 = 69
Shift 2 : 19.45 – 24.00 = 4.15 + Set data jig 2 R 2 = 72
2 Shift = 16 jam
Set data jig 3 R 3 = 55
Jurnal Inovisi™ Vol. 4, No. 2, Oktober 2005 95
Analisis Preventive Maintenance Jig Welding Pada Proses Perakitan Support Assy Clutch Pedal Untuk Mobil
Toyota Kijang Innova di PT. Nusa Toyotetsu Corp
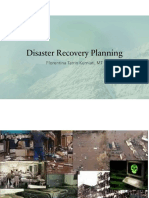
Set data jig 4 R 4 = 51 failure) yaitu 488,865 jam atau
488,865 jam/16 jam = 31 hari.
Set data jig 5 R 5 = 78
Distribution Overview Plot for failure
Statistik Uji K – W LSXY Estimates-Complete Data
Table of Statistics
Diketahui : Probability Density Function Weibull
Shape 8.54848
0.006 Scale 517.468
k = 5 jumlah jig 90
Mean 488.865
n = 25 jumlah data 0.004
50 StDev 68.1670
P e r ce nt
Median 495.751
P DF
n i= 5 jumlah data pada masing- IQ R 90.3349
10 Failure 25
masing jig 0.002 C ensor 0
A D* 0.807
C orrelation 0.981
0.000 1
12 k
R 2i 300 400 500
failure
600 300 400
failure
500 600
T = - 3( n + 1 )
n(n 1) i 1 ni Surv iv al Function Hazard Function
100
0.06
T = 1,96 0.04
P e r ce nt
Rate
50
Critical Value
2 0.02
k 1 , 1 → = 5% = 0,05
0 0.00
2
5 1 , 1 – 0.05 300 400 500 600 300 400 500 600
failure failure
2
4 , 0.95 = 9,488 Statistik Tabel Sumber: Hasil Pengolahan Data
(Chi – Square)
Kesimpulan Gambar 2. Kurva kerusakan dengan
2 Distribusi Weilbull menggunakan software
T < k 1 , 1 minitab 14
2
T < , 0.95 4
1.96 < 9,488 Data Perbaikan
Data perbaikan didapat dari
Jadi semua set data homogen dan bulan Januari s/d Juni 2005. Berikut
dapat digabungkan. dibawah ini adalah data perbaikan dalam
satuan jam untuk ke 5 jig welding di
atas:
Pengujian Software Minitab 14
untuk memperoleh Distribusi yang Tabel 4. Data Perbaikan
sesuai
Untuk mengetahui jenis NO KETERANGAN DATA
distribusi yang sesuai, dapat diukur 1 JIG ROTARY 1 3 2.5 2.5 1 2
menggunakan Goodness of Fit Test (uji
2 JIG 1 1.5 1 1.5 3 1.5 2.5
kebaikan suai) salah satunya adalah
Metode Anderson – Darling (AD). 3 JIG / HT – 1 2 1.5 2 2 2 1.5
Dilihat dari nilai AD yang terkecil dari
semua distribusi. 4 JIG / HT – 2 2.5 2 3.5 2.5 2.5 2
5 JIG ASSY 1.5 1 1.5 1.5 1 3
Goodness-of-Fit
Anderson-Darling Correlation Sumber: Hasil Pengolahan Data
Distribution (adj) Coefficient
Weibull 0.807 0.981 Teori Homogenitas; Metode Uji
Hipotesis Krushall Wallis
Pada distribusi Weilbull didapat Data diurutkan dari nilai terkecil
waktu rata-rata antara kerusakan sampai terbesar, dibuat rangking, dan
(MTBF = mean time between
96 Jurnal Inovisi™ Vol. 4, No. 2, Oktober 2005
Analisis Preventive Maintenance Jig Welding Pada Proses Perakitan Support Assy Clutch Pedal Untuk Mobil
Toyota Kijang Innova di PT. Nusa Toyotetsu Corp
dibuat total rangking untuk masing- 3-Parameter 1.145 0.971
masing set data jig. Lognormal
Rangking Data Perbaikan (Repair)
Set data jig 1 R 1 = 87 Gambar 3
Distribution Overview Plot for data repair
LSXY Estimates-Complete Data
Set data jig 2 R 2 = 75 Probability Density F unction
99
3-Parameter Lognormal
0.6
Table of Statistics
Set data jig 3 R 3 = 85 0.4
90 Loc 1.50049
Scale 0.152135
P er ce nt
P DF
50 Thres -2.58335
Set data jig 4 R 4 = 144 0.2
Mean 1.95271
StDev 0.694105
10 Median 1.90052
Set data jig 5 R 5 = 74 0.0 1
IQ R
F ailure
0.921826
30
1 2 3 4 3 4 5 6
C ensor 0
Statistik Uji K – W data repair data repair - T hreshold
A D* 1.145
C orrelation 0.971
Surv iv al F unction Hazard F unction
Diketahui : 3
100
k = 5 jumlah jig
2
n = 30 jumlah data P er cent
Rate
50
ni =6 jumlah data pada masing- 1
masing jig
0 0
12 k
R 2i 1 2 3 4 1 2 3 4
T = - 3( n + 1 ) data repair data repair
n(n 1) i 1 ni
T = 7,28 Sumber: Hasil Pengolahan Data
Critical Value Gambar 3. Kurva Perbaikan dengan
2
k 1 , 1 → = 5% = 0,05 Distribusi 3-parameter Lognormal
2
menggunakan Software minitab 14
5 1 , 1 – 0.05
2
, 0.95 = 9,488 Statistik Pada distribusi 3-Parameter
4
Lognormal didapat waktu rata-rata
Tabel ( Chi – Square )
perbaikan (MTTR = mean time to
Kesimpulan repair) yaitu 1,95271 jam.
2
T < k 1 , 1
T < 42 , 0.95 Availability
Untuk dapat memprediksi
7,28 < 9,488
Availability system, yang harus
Jadi semua set data homogen dan
diperhatikan adalah distribusi
dapat digabungkan.
probabilitas dari kegagalan / kerusakan
(failure) dan perbaikan (repair). Untuk
Pengujian Software Minitab 14 itu dibutuhkan data kerusakan dan
untuk memperoleh Distribusi yang perbaikan. Dan nilai dari MTBF (mean
sesuai time between failure) serta MTTR
Untuk mengetahui jenis (mean time to repair).
distribusi yang sesuai, dapat diukur Diketahui :
menggunakan Goodness of Fit Test (uji MTBF = 488,865 jam
kebaikan suai) salah satunya adalah MTTR = 1,95271 jam
Metode Anderson – Darling (AD).
Dilihat dari nilai AD yang terkecil dari MTBF
semua distribusi. Availability =
MTBF MTTR
Goodness-of-Fit 488 ,865
=
Anderson-Darling Correlation 488 ,865 1,95271
Distribution (adj) Coefficient Availability = 0.996 = 99,6%
Jurnal Inovisi™ Vol. 4, No. 2, Oktober 2005 97
Analisis Preventive Maintenance Jig Welding Pada Proses Perakitan Support Assy Clutch Pedal Untuk Mobil
Toyota Kijang Innova di PT. Nusa Toyotetsu Corp
Berdasarkan preventive yang
telah dilakukan terhadap ke-5 jig Daftar Pustaka
welding tersebut, didapatkan nilai Assauri, Sofjan, ”Manajemen Produksi
availability jig welding 99.6%. Artinya dan Operasi”, Lembaga Penerbit
jig welding telah melakukan 99.6% Fakultas Ekonomi Universitas
fungsinya atau telah beroperasi pada Indonesia, Jakarta, 1999.
bulan Januari – Februari 2005. Jig
welding memiliki rata-rata waktu Blanchard, Benjamin S., “Maintainabi-
perawatan preventive (MPMT) 101, 085 lity” Jhon Wiley and Son, 1995.
jam.
Untuk mendapatkan nilai
Availability yang mendekati 100% maka Buffa, Elwood S., ”Manajemen Operasi
dapat dilakukan dengan memperpendek dan Produksi Modern”,
waktu preventive maintenance untuk jig Gramedia Pustaka Utama,
welding, yang kemungkinan akan Jakarta, 1998.
meminimasi waktu kerusakan.
Apabila suatu fasilitas atau Ebeling, Charles E., “Reliability and
peralatan dioperasikan dan dirawat Maintainability Engineering”
seperti seharusnya maka akan McGraw Hill, 1997.
menambah nilai Availability atau akan
meningkatkan fungsi dari peralatan atau Ma’arif, M. Syamsul, ”Manajemen
fasilitas tersebut. Operasi”, PT. Grasindo, Jakarta,
2000.
Kesimpulan
Dari hasil pengolahan pada ke-5 jig Handoko, T. Hani, ”Dasar – Dasar
welding menggunakan Teori Manajemen Produksi dan
Homogenitas ; Metode Krushall Operasi”, Penerbit BPFE,
Wallis terbukti bahwa data Yogyakarta, 1999.
preventive maintenance, kerusakan
dan perbaikan adalah homogen dan
masing-masing dapat digabungkan.
Pada bulan Januari – Juni 2005 jig
welding memiliki rata-rata waktu
preventive maintenance yaitu
101,085 jam, rata-rata antar waktu
kerusakan 488,865 jam dan rata-rata
waktu perbaikan adalah 1,95271
jam.
Berdasarkan preventive maintenance
yang telah dilakukan pada jig
welding, didapatkan nilai
Availability 99,6% artinya jig
welding telah melakukan 99,%
fungsinya atau telah beroperasi pada
bulan Januari – Juni 2005.
98 Jurnal Inovisi™ Vol. 4, No. 2, Oktober 2005
Anda mungkin juga menyukai
- Bab IiiDokumen8 halamanBab IiiFaruq Aziz MirzaputraBelum ada peringkat
- 318 533 1 PBDokumen10 halaman318 533 1 PBDixey XaellynBelum ada peringkat
- 43 - Analisis Pengendalian Persediaan Suku Cadang Mesin Produksi Dengan Pendekatan Continuous Review SystemDokumen8 halaman43 - Analisis Pengendalian Persediaan Suku Cadang Mesin Produksi Dengan Pendekatan Continuous Review SystemEngineering MP CikupaBelum ada peringkat
- Hubungan RAM (Paper)Dokumen4 halamanHubungan RAM (Paper)Aldi SuyanaBelum ada peringkat
- Lean-5-Lean Systems Thinking, TPM, OEE & Inventory-11 Okt - 2019Dokumen22 halamanLean-5-Lean Systems Thinking, TPM, OEE & Inventory-11 Okt - 2019klara amelliaBelum ada peringkat
- Indra P@MDokumen4 halamanIndra P@MAhmad Indra Sakti HarahapBelum ada peringkat
- 3.1 Pcngertian Dan Dasar Pemikiran Value EngineeringDokumen22 halaman3.1 Pcngertian Dan Dasar Pemikiran Value EngineeringIvan SujanaBelum ada peringkat
- Review Aplikasi Teori Keandalan Dalam Kegiatan PerawatanDokumen3 halamanReview Aplikasi Teori Keandalan Dalam Kegiatan PerawatanhernindaBelum ada peringkat
- 1155-Article Text-6740-1-10-20200123Dokumen7 halaman1155-Article Text-6740-1-10-20200123Ayu Rizky AmaliaBelum ada peringkat
- LN 10 - OkDokumen17 halamanLN 10 - OkMuhk AnwarBelum ada peringkat
- 3530 6664 1 SMDokumen6 halaman3530 6664 1 SMyulanti1289Belum ada peringkat
- STT Wastukancana - Ac.id 2. DENI SUHARADokumen6 halamanSTT Wastukancana - Ac.id 2. DENI SUHARASiswantoro Adi WibowoBelum ada peringkat
- Chapter III ViiiDokumen100 halamanChapter III ViiiDiamondBelum ada peringkat
- 1 PBDokumen6 halaman1 PBal diki nor jafarBelum ada peringkat
- UTS Perawatan Pabrik Awaldes Kristian Panjaitan 17.01.039Dokumen12 halamanUTS Perawatan Pabrik Awaldes Kristian Panjaitan 17.01.039awaldesBelum ada peringkat
- Maintenance and Reabilitiy DecisionDokumen16 halamanMaintenance and Reabilitiy DecisionAl JabbarBelum ada peringkat
- Metode Analisis Data Skripsi AnkDokumen8 halamanMetode Analisis Data Skripsi AnkLalangelaBelum ada peringkat
- Klasisfikasi ABC Dengan Pendekatan Keputusan Multikriteria Pada Persediaan Sparepart PemeliharaanDokumen15 halamanKlasisfikasi ABC Dengan Pendekatan Keputusan Multikriteria Pada Persediaan Sparepart PemeliharaanLoraBelum ada peringkat
- 5796 5422 1 PBDokumen9 halaman5796 5422 1 PBJoshwa SimamoraBelum ada peringkat
- Uncul ChapteDokumen7 halamanUncul ChapteRisa HestianaBelum ada peringkat
- Revisi LN10 MGMT6397Dokumen14 halamanRevisi LN10 MGMT6397ElBelum ada peringkat
- P2 Modul Praktikum Ram 2023Dokumen14 halamanP2 Modul Praktikum Ram 2023ILham FadhillBelum ada peringkat
- 4028 15345 1 PBDokumen6 halaman4028 15345 1 PBannisa hasnulBelum ada peringkat
- Jurnal Teknik Industri Perhitungan Overall Equipment Effectivenes Pada Mesin Menuju Total Productive Maintenance PDFDokumen12 halamanJurnal Teknik Industri Perhitungan Overall Equipment Effectivenes Pada Mesin Menuju Total Productive Maintenance PDFitung23Belum ada peringkat
- 14.04.535 Jurnal EprocDokumen7 halaman14.04.535 Jurnal Eprocgrizela putriBelum ada peringkat
- 1 SMDokumen8 halaman1 SMRachelBelum ada peringkat
- SuparnaDokumen7 halamanSuparnaSiti AzilaBelum ada peringkat
- Presentasi M.OprerasionalDokumen14 halamanPresentasi M.OprerasionalDAMIANUS HERYANTOBelum ada peringkat
- MO Maintenance and Reliability Kel 10Dokumen10 halamanMO Maintenance and Reliability Kel 10Pradanita Rahma JadidaBelum ada peringkat
- 23.04.716 JurnalDokumen7 halaman23.04.716 JurnalFahmi Rizal SamlistiyaBelum ada peringkat
- 3132 6172 1 SMDokumen9 halaman3132 6172 1 SMWisnu PrabowoBelum ada peringkat
- Bab 4Dokumen11 halamanBab 4Irvan RockfellerBelum ada peringkat
- Materi 5 Pak Nushron-1Dokumen13 halamanMateri 5 Pak Nushron-167D Wahyu IndahBelum ada peringkat
- ID Evaluasi Keandalan Sistem Jaringan DistrDokumen8 halamanID Evaluasi Keandalan Sistem Jaringan DistrUmar WijaksonoBelum ada peringkat
- Pemeliharaan Dan KeandalanDokumen7 halamanPemeliharaan Dan Keandalanikra aryantari100% (1)
- Lean ConstructionDokumen8 halamanLean ConstructionRolandGasendaSuryaningratBelum ada peringkat
- PAPER Analisa Keandalan Sistem PDFDokumen7 halamanPAPER Analisa Keandalan Sistem PDFAkbar NafisBelum ada peringkat
- OEE (Overall EquipmentEffectiveness) Rev PDFDokumen32 halamanOEE (Overall EquipmentEffectiveness) Rev PDFSyarifuddin AlfathBelum ada peringkat
- Kapita Selekta Teknik MesinDokumen5 halamanKapita Selekta Teknik MesinMaria SimbolonBelum ada peringkat
- Time To Failure Print Data Mesin Screw PressDokumen13 halamanTime To Failure Print Data Mesin Screw PressFathomi Okta Wira UBelum ada peringkat
- Bab Iii Metode Penelitian: Olis Rahmawati, 2015Dokumen11 halamanBab Iii Metode Penelitian: Olis Rahmawati, 2015Petsy ThessaBelum ada peringkat
- Manajemen Kapasitas Dan KendalaDokumen5 halamanManajemen Kapasitas Dan KendalaEh GdissBelum ada peringkat
- Tugas Sesi 6Dokumen7 halamanTugas Sesi 6ARDI HERDIANSYAHBelum ada peringkat
- Overall Throughput Effectiveness Guna Meningkatkan HasilDokumen12 halamanOverall Throughput Effectiveness Guna Meningkatkan HasilDimas YusrilBelum ada peringkat
- Tugas 1 - Meutia Zamieyus - 09011181722018Dokumen5 halamanTugas 1 - Meutia Zamieyus - 09011181722018faroukakbar15Belum ada peringkat
- Basic Maintenance ConceptDokumen44 halamanBasic Maintenance Conceptmuhammad raviBelum ada peringkat
- UTS Teknik & Analisa KehandalanDokumen5 halamanUTS Teknik & Analisa Kehandalanberkah fajarBelum ada peringkat
- Optimasi Persediaan Bahan BakuDokumen9 halamanOptimasi Persediaan Bahan Bakuion firdausBelum ada peringkat
- Ringkasan Analisis Distribusi Waktu Kerusakan MesinDokumen14 halamanRingkasan Analisis Distribusi Waktu Kerusakan MesinPancajodiawanBelum ada peringkat
- Disaster Recovery Planning - Flo - Pert 1Dokumen23 halamanDisaster Recovery Planning - Flo - Pert 1Jek HulBelum ada peringkat
- 1858-Article Text-3297-1-10-20191229Dokumen5 halaman1858-Article Text-3297-1-10-20191229Surya EkaBelum ada peringkat
- Semhas DeanitaDokumen11 halamanSemhas DeanitaDeanita Wahyu NurwijayaBelum ada peringkat
- Proposal Skripsi Penerapan TPM Di SurabayaDokumen11 halamanProposal Skripsi Penerapan TPM Di SurabayadianhpBelum ada peringkat
- Makalah Existing Distribution PointDokumen22 halamanMakalah Existing Distribution PointReza TiantoBelum ada peringkat
- Optimasi Pengendalian Persediaan Bahan Kimia Dengan Pendekatan EOQ, 2014 VVV Bahan Baku EOQ Multi Item-Genetic AlgorithmDokumen10 halamanOptimasi Pengendalian Persediaan Bahan Kimia Dengan Pendekatan EOQ, 2014 VVV Bahan Baku EOQ Multi Item-Genetic AlgorithmMulya CornerBelum ada peringkat
- Jiunkpe Ns s1 2000 25496119 10871 Wangta Chapter2Dokumen13 halamanJiunkpe Ns s1 2000 25496119 10871 Wangta Chapter2syamsul arifinBelum ada peringkat
- Tugas OR 1 Rivandy Abrar (1) RevisiDokumen29 halamanTugas OR 1 Rivandy Abrar (1) RevisiRekí Azura PratamaBelum ada peringkat
- Mti 130002403 051022074614Dokumen45 halamanMti 130002403 051022074614izza100% (1)
- Pembangkit Random Number NewDokumen29 halamanPembangkit Random Number Newbogie aryoBelum ada peringkat
- Perancangan Dan Analisis Penjualan Tiket Kereta API OnlineDokumen14 halamanPerancangan Dan Analisis Penjualan Tiket Kereta API Onlinebogie aryoBelum ada peringkat
- Perbandingan User Interface Aplikasi Mobile Pemesanan Tiket PesawatDokumen8 halamanPerbandingan User Interface Aplikasi Mobile Pemesanan Tiket Pesawatbogie aryoBelum ada peringkat
- Pertemuan 12Dokumen21 halamanPertemuan 12bogie aryoBelum ada peringkat