Anda mungkin juga menyukai
- Pengaruh Variasi Kecepatan Dan Variabel Putaran Spindel Mesin Frais Terhadap Kekasaran Permukaan Pada Proses Frais PDFDokumen8 halamanPengaruh Variasi Kecepatan Dan Variabel Putaran Spindel Mesin Frais Terhadap Kekasaran Permukaan Pada Proses Frais PDFyoga karuniaBelum ada peringkat
- Macam - Macam Material Cutting ToolDokumen16 halamanMacam - Macam Material Cutting ToolIphadTrasBelum ada peringkat
- Aus (Wear) Presentasi BaruDokumen36 halamanAus (Wear) Presentasi BaruFuguh Bianconeri100% (1)
- Deffect Pada Produk PlastikDokumen7 halamanDeffect Pada Produk PlastikSutiawan Tresno50% (2)
- Jenis-Jenis Alat UkurDokumen44 halamanJenis-Jenis Alat UkurRichard SiregarBelum ada peringkat
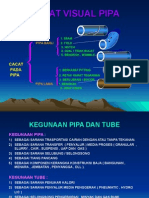
- Cacat Pada PipaDokumen3 halamanCacat Pada PipaCandy KendeeBelum ada peringkat
- Plane-Strain Fracture Toughness TestingDokumen4 halamanPlane-Strain Fracture Toughness Testingsetyoaji08Belum ada peringkat
- TUGAS PROSES PRODUKSI Proses Pembuatan Rumah Pompa (Ok)Dokumen22 halamanTUGAS PROSES PRODUKSI Proses Pembuatan Rumah Pompa (Ok)Ewin DamanikBelum ada peringkat
- Pengujian LengkungDokumen13 halamanPengujian LengkungFranciscoSilvaBelum ada peringkat
- CTP Dan CTQDokumen4 halamanCTP Dan CTQWulan Sri100% (1)
- Makalah Teknologi Bahan - Baja ST 42 - Kelompok 4 - Kelas BDokumen6 halamanMakalah Teknologi Bahan - Baja ST 42 - Kelompok 4 - Kelas BFadilla AzhariBelum ada peringkat
- Modul 1 - Perancangan Produk PlastikDokumen15 halamanModul 1 - Perancangan Produk Plastikisna wafiqBelum ada peringkat
- Tugas 4 Failure AnalysisDokumen11 halamanTugas 4 Failure AnalysisDedi_theaBelum ada peringkat
- Tegangan SisaDokumen19 halamanTegangan SisaUjang Daud SeptianBelum ada peringkat
- Makalah ForgingDokumen9 halamanMakalah ForgingBayu Prayoga Part IIBelum ada peringkat
- Muhammad Irfan Najmudin PDFDokumen81 halamanMuhammad Irfan Najmudin PDFirfan najmudinBelum ada peringkat
- Casting DefectDokumen18 halamanCasting DefectAndhikaMahardikaBelum ada peringkat
- Pengaruh Struktur Mikro Terhadap Sifat Mekanis Baja Stainless Steel M303 Extra Untuk Bahan Mata Pisau Pemanen SawitDokumen106 halamanPengaruh Struktur Mikro Terhadap Sifat Mekanis Baja Stainless Steel M303 Extra Untuk Bahan Mata Pisau Pemanen SawitDion Prayoga86% (7)
- Gear Manufacturing ProcessDokumen11 halamanGear Manufacturing Processganjar121Belum ada peringkat
- Diktat Kuliah Proses Produksi 2Dokumen30 halamanDiktat Kuliah Proses Produksi 2tegar dwiky alfarezBelum ada peringkat
- RollingDokumen9 halamanRollingMuhammad MilkyBelum ada peringkat
- LECTURE 01 Metalurgi ManufakturDokumen5 halamanLECTURE 01 Metalurgi ManufakturLalu SuhaimiBelum ada peringkat
- Pengantar Mesin Las PDFDokumen13 halamanPengantar Mesin Las PDFidienBelum ada peringkat
- Heat and Surface Treatment (HSTDokumen33 halamanHeat and Surface Treatment (HSTPartogi Pramono NaibahoBelum ada peringkat
- GARMES - 04 Simbol Pengerjaan Dan Harga KekasaranDokumen41 halamanGARMES - 04 Simbol Pengerjaan Dan Harga Kekasaranthoriq yamanBelum ada peringkat
- Pembuatan Punch Dan Dies Untuk Siku PenyanggaDokumen20 halamanPembuatan Punch Dan Dies Untuk Siku PenyanggahanaBelum ada peringkat
- Die CastingDokumen24 halamanDie CastinghanaBelum ada peringkat
- Darwin Sebayang Analisa Pengelasan Beda Material Stainless SteelDokumen18 halamanDarwin Sebayang Analisa Pengelasan Beda Material Stainless SteelMifta Hudin Ulpha100% (2)
- Wire Drawing-Proses Penarikan KawatDokumen12 halamanWire Drawing-Proses Penarikan KawatmwcakeepBelum ada peringkat
- Pengerolan RollingDokumen31 halamanPengerolan Rollingray21cavaBelum ada peringkat
- Laporan KPDokumen38 halamanLaporan KPADITYA RAHMANBelum ada peringkat
- Retak Las Dan SolusinyaDokumen2 halamanRetak Las Dan SolusinyaAdhie WaelacxhBelum ada peringkat
- Ananlisis Pahat BubutDokumen11 halamanAnanlisis Pahat BubutJean FrazierBelum ada peringkat
- Macroetch Test ReportDokumen8 halamanMacroetch Test ReportCornelius Tony SBelum ada peringkat
- EKSTRUKSIDokumen4 halamanEKSTRUKSIkungfu100% (1)
- Mekanika TeknikDokumen84 halamanMekanika TeknikwahyuR23Belum ada peringkat
- Pembubutan Baja ST 41Dokumen30 halamanPembubutan Baja ST 41arnel nicolaBelum ada peringkat
- Sintering Finishing Materi TrainingDokumen19 halamanSintering Finishing Materi Trainingsupri50% (2)
- Perhitungan MouldingDokumen26 halamanPerhitungan MouldingPandhu Abdi SuryaBelum ada peringkat
- Tugas Gambar TeknikDokumen1 halamanTugas Gambar TeknikYuDa PrakosoBelum ada peringkat
- Management Perawatan MesinDokumen32 halamanManagement Perawatan MesinMeky Bima TokoBelum ada peringkat
- GMAWDokumen5 halamanGMAWAphrie El'MagnificoBelum ada peringkat
- She La MajidDokumen73 halamanShe La MajidAlifBintangPratamaBelum ada peringkat
- Paper PAP - Head (Vessel)Dokumen16 halamanPaper PAP - Head (Vessel)okkynbxBelum ada peringkat
- Sifat Karakteristik Material Plastik PDFDokumen9 halamanSifat Karakteristik Material Plastik PDFArifBelum ada peringkat
- Training Welding and InspectionDokumen48 halamanTraining Welding and InspectionfelixokBelum ada peringkat
- SheetMetalFormingDokumen79 halamanSheetMetalFormingAulia RahmatBelum ada peringkat
- Sheet Fotokopi MiniDokumen11 halamanSheet Fotokopi MiniHidayah HbBelum ada peringkat
- SHEARINGDokumen9 halamanSHEARINGalfabhet 12Belum ada peringkat
- Makalah Proses Manufacturer.Dokumen8 halamanMakalah Proses Manufacturer.Rudhy JulivaBelum ada peringkat
- Bulk and Sheet Metal FormingDokumen9 halamanBulk and Sheet Metal FormingRommyBelum ada peringkat
- Mengenal Apa Itu Proses BendingDokumen4 halamanMengenal Apa Itu Proses BendingNugraha Potong Tekuk PlatBelum ada peringkat
- Makalah Blanking Dan PiercingDokumen8 halamanMakalah Blanking Dan PiercingKurniawan Fareshia IIBelum ada peringkat
- Makalah Proses Sheet Metal FormingDokumen16 halamanMakalah Proses Sheet Metal FormingEka ErwantoBelum ada peringkat
- Bulk and Sheet Metal FormingDokumen7 halamanBulk and Sheet Metal FormingHisyam FarabiBelum ada peringkat
- Materi 6 Proses Pelat LogamDokumen24 halamanMateri 6 Proses Pelat LogamCandra Setia BaktiBelum ada peringkat
- Definisi SpringbackDokumen11 halamanDefinisi SpringbackNadia AnandaBelum ada peringkat
- Blanking Dan PiercingDokumen7 halamanBlanking Dan PiercingFendi AndriantoBelum ada peringkat
- Sheet and Forming + GambarDokumen26 halamanSheet and Forming + GambarAgustiarBelum ada peringkat
- Tugas EntrDokumen4 halamanTugas EntrI Gede Wira RanataBelum ada peringkat
- ContohsoalspssDokumen21 halamanContohsoalspssIrwan AdimasBelum ada peringkat
- Peraturan Perundang-Undangan K3Dokumen793 halamanPeraturan Perundang-Undangan K3Mumu Haddad96% (27)
- Job SatisfactionDokumen30 halamanJob Satisfactionsalsabila kuranityaBelum ada peringkat
- Analisis SwotDokumen4 halamanAnalisis Swotsalsabila kuranityaBelum ada peringkat