Buku Panduan Praktikum Farmasi Industri 2021-1
Diunggah oleh
Nia Erdina PutriDeskripsi Asli:
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Buku Panduan Praktikum Farmasi Industri 2021-1
Diunggah oleh
Nia Erdina PutriHak Cipta:
Format Tersedia
MODUL PRAKTIKUM
FARMASI INDUSTRI
DISUSUN OLEH :
TIM DOSEN NAMA MATA KULIAH
AKADEMI FARMASI SURABAYA
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
DAFTAR ISI
DAFTAR ISI .................................................................................................................... 2
KATA PENGANTAR .................................................................................................... 3
TATA TERTIB ................................................................................................................ 4
KETENTUAN PENILAIAN ........................................................................................... 5
BAB I ............................................................................................................................... 6
Instruksi Kerja (IK) .......................................................................................................... 7
Prosedut Tetap (PROTAP) ............................................................................................... 9
PROTAP A ...................................................................................................................... 12
PROTAP B ....................................................................................................................... 15
Lembar Kerja Praktikum PROTAP ................................................................................. 18
BAB II ............................................................................................................................. 25
Laporan Penyimpangan A ................................................................................................ 27
Laporan Penyimpangan B ................................................................................................ 29
Lembar Kerja Praktikum Laporan Penyimpangan ........................................................... 32
BAB III............................................................................................................................. 39
Laporan Validasi Metode Analisis A ............................................................................... 42
Laporan Validasi Metode Analisis B ............................................................................... 46
Lembar Kerja Praktikum Laporan Validasi Metode Analisis .......................................... 49
Buku Panduan Praktikum Farmasi Industri Hal 2
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
KATA PENGANTAR
Alhamdulillahirobbil’alamin, Petunjuk Praktikum Farmasi Industri telah selesai disusun
dan akan digunakan sebagai acuan dalam tata laksana praktikum yang harus dilaksanakan oleh
mahasiswa Akademi Farmasi Surabaya Semester 5. Praktikum Farmasi Industri ini merupakan
mata kuliah yang dapat memberikan wawasan kepada mahasiswa terkait dengan dokumen-
dokumen yang terdapat di Industri Farmasi. Mata kuliah Praktikum Farmasi Industri membahas
tentang dokumen cara membuat dan teknik yang dilakukan dalam Industri Farmasi mengenai
pekerjaan kefarmasian yang berkaitan dengan mutu suatu produk, sesuai dengan Peraturan yang
berlaku. Dengan demikian mahasiswa diharapkan tetap mempelajari buku-buku yang berkaitan
dengan Farmasi Industri guna menambah pengetahuan dan memperkuat pemahaman atas materi
yang dikerjakan.
Dengan adanya modul praktikum ini diharapkan dapat membantu mahasiswa dalam
mengerjakan laporan praktikum Farmasi Industri. Walau begitu masih banyak kekurangannya
dan tentu saja masih perlu banyak penyempurnaan lebih lanjut. Untuk itu kami mengharapkan
adanya kritik dan saran yang bersifat membangun, sebagai bahan perbaikan di masa mendatang.
Sebagai penutup, penyusun mengucapkan terima kasih kepada semua pihak yang telah
ikut membantu dalam mewujudkan modul praktikum ini.
Surabaya, September 2021
Tim Penyusun
Buku Panduan Praktikum Farmasi Industri Hal 3
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
TATA - TERTIB PRAKTIKUM FARMASI INDUSTRI
Akademi Farmasi Surabaya
A. Setiap mahasiswa diharuskan :
1. Hadir di Ruang Perkuliahan Tepat Waktu, toleransi keterlambatan 15 menit
2. Membawa Buku Panduan Praktikum dan Laporan
3. Mengisi daftar hadir
4. Mengikuti Semua Praktikum Sesuai Yang Telah Dijadwalkan
B. Setiap mahasiswa dilarang :
1. Meninggalkan Ruangan Perkuliahan Selama Praktikum Berlangsung
2. Berbuat Gaduh atau Lainnya Yang Dapat Mengganggu Kelancaran Praktikum
3. Makan, Minum, atau Merokok Di Dalam Ruangan Perkuliahan
C. Bersedia Mematuhi dan Memenuhi Semua Tata-Tertib Yang Telah Ditetapkan Oleh
Pembimbing Praktikum.
D. Mahasiswa yang tidak mengikuti praktikum pada hari yang terjadwal harus
menghadap pada dosen pembimbing praktikum dan mengganti dilain hari lain seijin
dosen pembimbing praktikum.
Penanggung Jawab Mata Kuliah
Praktikum Farmasi Industri
Buku Panduan Praktikum Farmasi Industri Hal 4
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
KETENTUAN PENILAIAN PRAKTIKUM
NAMA MATA KULIAH
A. Untuk menilai bahwa praktikum lulus, maka dilakukan evaluasi praktikum meliputi :
a. Praktikum Harian 40%
b. Ujian Tengah Semester 30%
c. Ujian Akhir Semester 30%
B. Penilaian Praktikum harian meliputi :
a. Pelaksanaan praktikum 25%
b. Hasil Praktikum 40%
b. Pembahasan 25%
c. Kesimpulan 10%
C. Praktikum terbagi dalam 2 kelompok besar yaitu kelompok A dan B, tiap kelompok besar
terbagi dalam sub kelompok yang terdiri dari 5 kelompok. Penilaian Praktikum tidak
berdasarkan nilai kelompok, tapi berdasarkan nilai jurnal perorangan.
Surabaya, 5 September 2021
Koordinator Praktikum Nama Mata Kuliah
Buku Panduan Praktikum Farmasi Industri Hal 5
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
BAB I
DOKUMENTASI
Instruksi Kerja (IK) dan Standart Operasional Prosedur (SOP)
Tujuan :
• Memahami bagian-bagian SOP
• Memahami susunan format SOP
• Melatih mahasiswa untuk dapat membuat dokumen SOP.
DASAR TEORI
DOKUMENTASI
Dokumentasi adalah bagian dari sistem informasi manajemen dan dokumentasi yang
baik merupakan bagian yang esensial dari pemastian mutu. Dokumentasi yang jelas adalah
fundamental untuk memastikan bahwa tiap personil menerima uraian tugas yang relevan secara
jelas dan rinci sehingga memperkecil risiko terjadi salah tafsir dan kekeliruan yang biasanya
timbul karena hanya mengandalkan komunikasi lisan. Spesifikasi, Dokumen Produksi
Induk/Formula Pembuatan, Prosedur, Metode Analisa dan Instruksi Kerja, Laporan dan Catatan
harus bebas dari kekeliruan dan tersedia secara tertulis. Keterbacaan dokumen adalah sangat
penting.
Dokumen – dokumen yang diperlukan di Industri Farmasi salah satu diantaranya :
• Instruksi Kerja Penggunaan Spektrofotometri Uv-Vis
• Instruksi Kerja Penggunaan Timbangan balance miligram
• Spesifikasi Bahan Awal
• Spesifikasi Bahan Pengemas
• Spesifikasi Produk Antara dan Ruahan
• Spesifikasi Produk Jadi
• Prosedur Tetap terkait dengan Produksi
• Prosedur Tetap terkait dengan Analisa
• dll
Buku Panduan Praktikum Farmasi Industri Hal 6
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
INSTRUKSI KERJA
Pengertian Instruksi Kerja (IK) adalah tata cara dalam melakukan satu jenis aktifitas atau
suatu perintah yang disediakan untuk membantu seseorang dalam melakukan pekerjaan dengan
benar atau suatu set instruksi untuk melakukan tugas atau untuk mengikuti prosedur. IK hanya
merupakan petunjuk atau tata cara dalam melakukan satu jenis aktifitas. Instruksi Kerja
menceritakan deskripsi teknis dari suatu aktifitas misalnya instruksi kerja mesin percetakan
dimana instruksi itu menggambarkan urut-urutan, mulai dari menyalakan tombol sampai mesin
itu bekerja sampai dengan selesai atau cara mematikan mesin. IK merupakan turunan dari SOP,
misalnya dalam melakukan IK dalam melakukan tes yang berisikan detail satu persatu langkah-
langkah yang dilakukan dalam aktifitas tes yang dilakukan tersebut. Instruksi Kerja merupakan
standard kerja yang sifatnya individual / how to do sehingga IK lebih cocok digunakan oleh
perseorangan dalam melaksanakan sesuatu.
Contoh Instruksi Kerja adalah
Buku Panduan Praktikum Farmasi Industri Hal 7
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
LATIHAN SOAL IK
1. Penggunaan Alat Turax
2. Penggunaan Alat Rotary Evaporator
3. Penggunaan Alat Mikroskop Binokuler
4. Penggunaan Alat Soxhlet
5. Penggunaan LAF
6. Penggunaan Alat Shive Sheaker
7. Penggunaan Alat Friability & Abrasion Tester
8. Penggunaan Alat Hardness Tester
9. Penggunaan Alat Jangka Sorong
10. Penggunaan Alat Spektrofotometer
11. Penggunaan Alat HPLC
12. Cara menggunakan Alat Destilasi Uap Air
13. Cara mensterilkan LAF
14. Cara Steril Kotor
15. dll
CONTOH Format IK
DOKUMEN INSTRUKSI KERJA
PENGGUNAAN ALAT TURAX
Kode Versi : 1 Tanggal Revisi :
AFS.LAB_FARM.04.00
Unit Tgl. Berlaku : Keterangan :
LAB.FARMASETIKA
Nama Alat
Merk
Model
Type
Dll (spek alat)
I. Fungsi
II. Cara Kerja 1.
2.
3. dst
Buku Panduan Praktikum Farmasi Industri Hal 8
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
PROSEDUR TETAP
Pengertian dari Prosedur adalah uraian kegiatan yang harus dilakukan serta peringatan
yang harus diperhatikan, baik yang langsung maupun tidak langsung berkaitan dengan
pembuatan obat. Untuk membuat prosedur tetap di Industri Farmasi harus mengacu kepada
CPOB (Cara Pembuatan Obat yang Baik), Protap Membuat Prosedur Tetap.
Tujuan membuat protap adalah 1. Memastikan bahwa semua proses selalu dilakukan
dengan cara yang sama oleh Petugas; 2. Memastikan bahwa proses tersebut dilakukan sesuai
dengan ketentuan CPOB; 3. Memudahkan pengenalan proses baru atau perubahan dari proses
yang telah ada; 4. Membantu pelatihan petugas baru; 5. Memastikan bahwa semua personil
senantiasa bekerja sesuai dengan cara kerja yang sudah ditetapkan.
Ruang Lingkup PROTAP berlaku pada semua Bagian dari Divisi Industri Farmasi
masing-masing. Di Industri Farmasi terdapat Kepala Bagian Pemastian Mutu (QA) yang
bertanggung jawab menyiapkan dan mengkaji kembali secara berkala, merevisi, melatihkan
kepada semua Kepala Bagian dan mendistribusikannya, semua Kepala Bagian Divisi di Industri
Farmasi bertanggung jawab menerapkan Protap tersebut, dan Kepala Bagian Divisi menyiapkan
protap yang diperlukan oleh bagiannya.
Isi dan bentuk PROTAP, Protap harus ditulis dalam bentuk kalimat perintah, instruksi
harus singkat, jelas dan persis. Protap harus dimulai dengan bagian berikut :
a. Pengantar yang berisi antara lain : nomor Protap dan tanggal berlaku, judul, nomor
dan jumlah halaman, nama penyusun, nama pemeriksa, nama yang menyetujui,
departemen, seksi dan dalam hal Protap direvisi, tanggal dan nomor Protap
sebelumnya harus dicantumkan;
b. Keterangan mengenai tujuan Protap
c. Cakupan
d. Tanggung jawab
e. Bahan dan alat (bila diperlukan) dan
f. Prosedur (suatu daftar instruksi yang jelas dan persis tentang bagaimana
melakukan operasi yang dimaksud)
Dalam beberapa hal tertentu ada baiknya untuk menyebutkan penanggung jawab bagi langkah
tertentu pada suatu kolom terpisah di bagian kanan dari teks Protap. Hal ini dilakukan untuk
menekankan pemberian tanggung jawab secara lebih spesifik. Terdapat daftar distribusi Protap
Sistem Penomoran, sistem penomoran tergantung dari Industri Farmasi masing-masing
membagi nomor Protap berdasarkan Bagian yang terdapat di Industri tersebut. Tiap kali diadakan
revisi terhadap Protap lama maka nomor lama diberi nomor tambahan yang menunjukkan nomor
Buku Panduan Praktikum Farmasi Industri Hal 9
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
revisi. Jadi suatu Protap dengan nomor misal. 787.00 setelah revisi pertama menjadi 787.01,
revisi yang berikutnya menjadi 787.02 dan seterusnya.
Penerbitan dan Distribusi, tiap kali akan diterbitkan atau direvisi, suatu Protap terlebih
dahulu harus dibicarakan dengan petugas yang terkait dengan pelaksanaan dan/atau pengendalian
Protap. Fotokopi dari Protap baru atau yang direvisi diserahkan ke Bagian Pengawas Mutu bila
ada hubungannya dengan mutu obat. Rancangan Protap harus diedarkan kepada semua pihak
yang berkepentingan untuk diberikan komentar dan saran. Setelah mendapatkan persetujuan
akhir, Protap Copy didistribusikan kepada semua pihak yang berkepentingan dan dokumen asli
disimpan dalam suatu arsip khusus Kepala Bagian Pemastian Mutu. Bila perlu satu fotokopi dari
Protap ditempatkan dekat peralatan agar segera dapat digunakan sebagai rujukan oleh
Operator/Petugas. Bila suatu Protap direvisi, maka Kepala Bagian yang bersangkutan harus
menarik kembali semua dokumen yang lama dan memusnahkannya. Dokumen induk dari tiap
Protap yang telah direvisi disimpan dalam arsip khusus di unit Dokumentasi dari Bagian
Pemastian Mutu.
Pengkajian Ulang, tiap protap harus dikaji ulang paling lama setelah 3 (tiga) tahun.
Bila revisi tidak diperlukan maka Manajer yang bersangkutan membubuhkan paraf dan
tanggalpada dokumen induk sebagai tanda tidak diperlukan tindakan lanjut. Bila revisi
diperlukan, maka seluruh Protap harus ditulis ulang dan diberi nomor revisi yang baru. Tidak
dibenarkan mengubah hanya satu halaman atau satu bagian saja.
FORMAT UNTUK PROTAP
• Nama Perusahan, contoh : AKFAR PHARMIND
• Nama Prosedur Tetap
Nama Protap adalah nama Protap yang akan dibuat, contoh : PENCETAKAN TABLET
ASAM MEFENAMAT
• Nama Departemen
Departemen yang membuat Protap, misal : Departemen Produksi
• Seksi
Sub bagian dari departemen yang terkait membuat Protap, misak : Seksi Cetak Tablet
• Nomor Protap dan tanggal
Nomor Protap adalah nomor Protap saat prosedur dibuat, nomor tersebut sudah ditentukan
oleh bagian-bagian masing-masing di Industri Farmasi, misal : 787.02 tanggal 11 Agustus
2017
• Mengganti Nomor Protap dan tanggal
Buku Panduan Praktikum Farmasi Industri Hal 10
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Mengganti nomor adalah nomor Protap sebelumnya yang akan dilakukan perubahan dan
tanggal Protap tersebut juga harus dicantumkan, misal : 787.01 tanggal 10 November 2006
• Disusun, diperiksa dan disetujui
Disusun oleh staf/supervesior bagian yang membuat Protap, kemudian diperiksa oleh
manajer/kepala bagian yang membuat Protap, dan disetujui oleh Manajer/Kepala Bagian
Pemastian Mutu.
• Tujuan
Untuk apa Protap disiapkan/apa tujuan dari Protap
• Ruang lingkup
Uraikan kapan Protap harus dilaksanakan dan uraikan di mana Protap diterapkan.
• Tanggung Jawab
Siapa yang harus menyiapkan, merevisi dan melatihkan penggunaan Protap. Siapa yang
harus melaksanakan Protap. Siapa yang bertanggung jawab untuk memastikan bahwa
Protap dilaksanakan dengan benar.
• Bahan dan Alat : (bila perlu)
Apa yang diperlukan untuk melaksanakan prosedur. Daftar harus lengkap dan spesifik.
• Prosedur
Bagaimana caranya: instruksi yang jelas dan ringkas mengenai cara melaksanakan Protap,
disusun langkah demi langkah. Langkah ini harus ditulis sebagai instruksi kepada petugas
untuk dituruti tanpa menyajikan banyak teori yang melatarbelakangi.
• Pelaporan : (bila perlu)
Apa yang harus dilakukan kemudian:
a) Sebutkan di mana hasil pelaksanaan harus dicatat
b) Jelaskan apa yang harus dilakukan apabila terjadi masalah ketika melakukan
proses
c) Sebutkan bahwa penyimpangan terhadap prosedur harus mendapatkan persetujuan
serta dicatat
d) Sebutkan kepada siapa hasil pelaksanaan prosedur harus dilaporkan.
• Lampiran : (bila perlu)
• Dokumen Rujukan
Daftar Protap lain yang langsung berkaitan pada, atau berkaitan dengan prosedur,
misalnya Protap untuk menyiapkan suatu larutan dapar yang digunakan dalam prosedur, atau
Protap menjalankan suatu peralatan yang digunakan dalam Protap.
• Riwayat
Buku Panduan Praktikum Farmasi Industri Hal 11
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Daftar dari nomor Protap termasuk alasan untuk perubahan. Untuk Protap yang saat itu
sedang berlaku tidak dimasukkan dalam riwayat.
Contoh :
Pada saat 11 Agustus 2017 terdapat revisi Protap yang ke 2, nomor Protap pertama
kali/baru yaitu nomor, 787.00 sedang untuk saat ini nomor berubah menjadi 787.02.
Versi Nomor Tanggal Berlaku Alasan perubahan
1 QA787.00 13 Juli 2005 Baru
2 QA787.01 10 November 2006 Penyimpanan Protap asli
diubah dari Kepala Bagian
yang menerbitkan menjadi
Kepala Bagian Pemastian
Mutu
• Distribusi
Daftar penerima/penyimpan Protap. Dokumen asli diasrip oleh Bagian Pemastian Mutu.
Contoh :
Asli : Pemastian Mutu
Fotokopi :
• Kepala Bagian Produski
• Kepala Bagian Pengawasan Mutu
• Kepala Bagian Tehnik
• Kepala Bagian Manajemen Bahan
• Kepala Bagian K3L
• Kepala Bagian Personalia
LATIHAN SOAL
1. KODE A
PROTAP MENCUCI TANGAN
A. Instruksi Kerja mencuci tangan (Versi 1)
Buku Panduan Praktikum Farmasi Industri Hal 12
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Cuci tangan secara menyeluruh disarana cuci tangan yang disediakan dengan menggunakan
sabun cair yang disediakan. Gunakan sikat yang disediakan bila sela kuku kotor, sikat sampai
sela kuku bersih. Kuku harus pendek pada waktu cuci tangan.
1. Basahi tangan dengan air kran.
2. Tuangkan sabun cair di telapak tangan
3. Gosok ujung jari di telapak tangan sisi lain secara bergantian sampai berbusa, kemudian
ratakan sampai kepunggung tangan
4. Gosok kedua telapak tangan satu dengan yang lain
5. Silangkan jari-jari dan gosok
6. Gosok punggung tangan kanan dengan telapak tangan kiri bergantian. Laksanakan hal
serupa secra bergantian
7. Gosok jari tangan kanan secara teliti dengan tangan kiri. Laksanakan hal serupa
bergantian
8. Gosok kedua pergelangan tangan secara bergantian
9. Siram dengan air kran untuk menghilangkan semua sisa sabun
10. Keringkan tangan dengan kertas tissue atau kain lap sekali pakai atau alat pengering
tangan yang disediakan.
B. Ketentuan pada protap
• No Protap : PR306.01
• Nama Perusahaan : AKFAR Surabaya
• Tujuan
Untuk menjamin kebersihan tangan sebelum memasuki area produksi
• Ruang Lingkup
Protap ini berlaku bagi tiap orang sebelum memasuki area produksi agar mencuci tangan di
tempat cuci tangan yang disediakan Perusahaan
• Tanggung Jawab
1. Kepala Divisi Pemastian Mutu bertanggung jawab agar protap ini diikuti dan
dilaksanakan oleh setiap orang sebelum memasuki area produksi.
2. Kepala Departemen dan Supervisor Produksi bertanggung jawab atas pengawasan
terhadap pelaksanaan Protap ini oleh tiap orang sebelum memasuki Area Produksi
3. Tiap orang yang memasuki area produksi bertanggung jawab untuk melaksanakan
Protap ini dengan baik sesuai urutannya.
• Bahan dan Alat
1. Tempat cuci tangan berikut kran air yang mengalir air jenis air minum (air PAM)
Buku Panduan Praktikum Farmasi Industri Hal 13
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
2. Wadah sabun cair berikut isinya atau sabun padat
3. Alat pengering tangan atau kain lap bersih dan kering atau kertas tissue
4. Wadah penyimpan kain lap yang sudah dipakai atau wadah sampah penampung
kertas tissue bekas pakai
• Riwayat protap :
✓ Pertama kali diberlakukan tanggal 05 Juni 2008
✓ Pada tahun 2017, terdapat penambahan pada tahap ke 3. “Gosok tangan sampai
berbusa dan ratakan sampai ke punggung tangan”. Protap baru ini berlaku mulai
tanggal 09 Oktober 2017
• Departemen : Produksi
• Seksi : Produksi
• Protap ini disusun bersama antara Manager produksi dan supervisor produksi untuk
kemudian disetujui oleh Manager QA. Protap disusun pada tanggal 30 September 2017
oleh Supervisor produksi bernama Indriyani Laras S.Farm., Apt dan diperiksa pada
tanggal 2 Oktober 2017 oleh Manager produksi, bernama Didit Prasetiyo S.Si., Apt.
Setelah protap dirasa sudah tepat, Kemudian protap ini diberikan kepada Manager Quality
Assurance (QA) Arianto Wibowo S.Si., Apt untuk kemudian disetujui pada tanggal 5
Oktober 2017.
• Untuk dapat melengkapi protap ini, dilakukan rujukan ke dokumen/protap lain. Protap-
protap yang digunakan antara lain :
✓ Protap Pembersihan Sarana Cuci tangan No TS415.01
✓ Protap Penyediaan Sabun Cair No. GPN763.02
✓ Protap Penanganan Kain Lap bekas pakai No. TS438.02
✓ Protap Penanganan Tissue bekas pakai No. TS459.01
✓ Protap Pembersihan Wadah sabun cair No. TS424.01
✓ Protap Pembersihan Wadah sampah Tissue bekas pakai No. TS433.01
• Setelah Protap ini disetujui oleh Manager QA, maka dokumen ini didistribusikan ke
Manager Produksi, Manager QC, Manager RnD
Buku Panduan Praktikum Farmasi Industri Hal 14
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
2. KODE B
PROTAP MEMASUKI RUANG PRODUKSI STERIL
A. Instruksi Kerja Memasuki Ruang Produksi Steril (Versi 1)
Memasuki Ruang Produksi Steril harus melalui ruangan-ruangan ganti pakaian dimana
pakaian dari grey-area diganti dengan pakaian pelindung khusus untuk mengurangi
pencemaran jasad renik dan partikel pencemar lain.
I. Masuki Ruang Produksi Ruang Steril melalui Ruang ganti baju dengan urutan sebagai
berikut:
1. Masuk ruang produksi dengan mencuci tangan terlebih dahulu, menggunakan
cairan antiseptic di dalam toilet yang terhubung dengan ruang ganti sesuai dengan
Protap Mencuci Tangan No.PR306.01.
2. Lepaskan baju dan alas kaki pada ruang ganti letakkan pakaian beserta alas kaki
dilocker penyimpanan kemudian pindah keruang ganti pakaian steril dengan cara
memindahkan kaki kanan terlebih dahulu kemudian memutar badan (melompat),
pada keset yang tersedia diruangan tersebut.
3. Ambil seperangkat pakaian steril dari bungkusan,dan kenakan sesuai dengan
urutan sebagai berikut :
a) Kenakan Baju
b) Pakai penutup kepala sehingga menutupi seluruh rambut & selipkan ke
dalam leher baju terusan
c) Pakai penutup mulut hingga menutupi janggut
d) Sarungkan penutup kaki hingga menyelubungi seluruh kaki, ikat kencang
sehingga tidak turun sewaktu bekerja
e) Selipkan ujung bawah celana / baju terusan ke dalam penutup kaki
f) Selipkan ujung lengan baju ke dalam sarung tangan.
g) Kemudian desinfeksi dengan alcohol 70% atau dengan larutan desinfektan
lain yang sesuai.
h) Pakai kacamata pelindung pada tahap akhir ganti pakaian
II. Membuka pintu untuk memasuki ruang penyangga udara dan ruang steril hendaklah
dengan menggunakan siku tangan dan mendorong perlahan-lahan.
III. Setiap selesai bekerja dan meninggalkan ruangan steril petugas melepaskan sarung tangan
dan meletakkannya pada wadah yang ditentukan dan mengganti pakaian sebelum keluar
dengan urutan yang berlawanan ketika memasuki ruangan steril.
Buku Panduan Praktikum Farmasi Industri Hal 15
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
B. Ketentuan pada protap
1. No Protap : PR338.01
2. Nama Perusahaan : AKFAR Surabaya
3. Tujuan
Untuk menjamin bahwa karyawan melaksanakan cara memasuki ruangan produksi steril
dengan benar, agar tidak menambah pencemaran mikroba dan partikel dalam ruang produksi
steril.
• Ruang Lingkup
Protap ini mencakup tata cara memasuki ruangan produksi steril dan cara mengenakan
pakaian steril.
• Tanggung Jawab
1. Supervisor Produksi bertanggung jawab memastikan dan memantau seluruh Karyawan
Produksi Steril melaksanakan Protap ini dengan benar dalam menjalani tugas sehari-
hari.
2. Manajer Produksi bertanggung jawab melatihkan Protap ini kepada semua Karyawan
Produksi Steril dan Karyawan Bagian Tehnik dan Pengawasan Mutu yang bertugas di
Ruang Produksi Steril.
3. Manajer Pemastian Mutu bertanggung jawab mengkaji dan menyetujui Protap ini.
• Riwayat protap :
✓ Pertama kali diberlakukan tanggal 05 Agustus 2009 (PR 338.00)
✓ Pada tahun 2017 bertepatan dengan akan dikaji ulangnya protap, terdapat penambahan
pada “Membuka pintu untuk memasuki ruang penyangga udara dan ruang steril
hendaklah dengan menggunakan siku tangan dan mendorong perlahan-lahan.
Sebelum keluar dari ruang penyangga sembrot seluruh badan dengan alcohol 70 %
yang tersedia diruang penyangga.” Protap baru ini berlaku mulai tanggal disetujuinya
protap tersebut oleh Manager QA (PR 338.001)
• Departemen : Produksi
• Seksi : Produk Steril
• Protap ini disusun bersama antara Manager produksi dan supervisor produksi untuk
kemudian disetujui oleh Manager QA. Protap disusun pada tanggal 28 Agustus 2017 oleh
Supervisor Produksi Bagian Produksi Steril bernama Larasari S.Farm., Apt dan diperiksa
pada tanggal 1 September 2017 oleh Manager produksi, bernama Diana Ratnasari S.Si.,
Apt. Setelah protap dirasa sudah tepat, Kemudian protap ini diberikan kepada Manager
Buku Panduan Praktikum Farmasi Industri Hal 16
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Quality Assurance (QA) Arianto Wibowo S.Si., Apt untuk kemudian disetujui pada
tanggal 4 September 2017 (tanggal diberlakukan sama).
• Untuk dapat melengkapi protap ini, dilakukan rujukan ke dokumen/protap lain. Protap-
protap yang digunakan antara lain :
✓ Protap Mencuci Tangan No PR306.01
• Setelah Protap ini disetujui oleh Manager QA, maka dokumen ini didistribusikan ke
Manager Produksi, Manager QC, Manager RnD
Buku Panduan Praktikum Farmasi Industri Hal 17
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
LEMBAR KERJA PRAKTIKUM
NAMA Halaman __ dari ___
Prosedur Tetap
PERUSAHAAN
______________________
Nomor………….
Departemen Seksi Tanggal berlaku
……………………… ……………………… ……………………..
Disusun oleh Diperiksa oleh Disetujui oleh Mengganti
……………………. …………………… ………………........ No…………….
Tanggal…………… Tanggal…………... Tanggal…………… Tanggal……………..
1. Tujuan
2. Ruang Lingkup
3. Tanggung Jawab
4. Bahan dan Alat
Buku Panduan Praktikum Farmasi Industri Hal 18
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
NAMA Halaman __ dari ___
Prosedur Tetap
PERUSAHAAN
______________________
Nomor………….
Departemen Seksi Tanggal berlaku
……………………… ……………………… ……………………..
Disusun oleh Diperiksa oleh Disetujui oleh Mengganti
……………………. …………………… ………………........ No…………….
Tanggal…………… Tanggal…………... Tanggal…………… Tanggal……………..
5. Prosedur
6. Pelaporan
-----------------
7. Lampiran
-----------------
Buku Panduan Praktikum Farmasi Industri Hal 19
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
NAMA Halaman __ dari ___
Prosedur Tetap
PERUSAHAAN
______________________
Nomor………….
Departemen Seksi Tanggal berlaku
……………………… ……………………… ……………………..
Disusun oleh Diperiksa oleh Disetujui oleh Mengganti
……………………. …………………… ………………........ No…………….
Tanggal…………… Tanggal…………... Tanggal…………… Tanggal……………..
8. Dokumen Rujukan
9. Riwayat
Versi No Tanggal Alasan
1
10. Distribusi
Buku Panduan Praktikum Farmasi Industri Hal 20
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
LEMBAR KERJA PRAKTIKUM
NAMA Halaman __ dari ___
Prosedur Tetap
PERUSAHAAN
______________________
Nomor………….
Departemen Seksi Tanggal berlaku
……………………… ……………………… ……………………..
Disusun oleh Diperiksa oleh Disetujui oleh Mengganti
……………………. …………………… ………………........ No…………….
Tanggal…………… Tanggal…………... Tanggal…………… Tanggal……………..
1. Tujuan
2. Ruang Lingkup
3. Tanggung Jawab
4. Bahan dan Alat
Buku Panduan Praktikum Farmasi Industri Hal 21
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
NAMA Halaman __ dari ___
Prosedur Tetap
PERUSAHAAN
______________________
Nomor………….
Departemen Seksi Tanggal berlaku
……………………… ……………………… ……………………..
Disusun oleh Diperiksa oleh Disetujui oleh Mengganti
……………………. …………………… ………………........ No…………….
Tanggal…………… Tanggal…………... Tanggal…………… Tanggal……………..
5. Prosedur
Buku Panduan Praktikum Farmasi Industri Hal 22
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
NAMA Halaman __ dari ___
Prosedur Tetap
PERUSAHAAN
______________________
Nomor………….
Departemen Seksi Tanggal berlaku
……………………… ……………………… ……………………..
Disusun oleh Diperiksa oleh Disetujui oleh Mengganti
……………………. …………………… ………………........ No…………….
Tanggal…………… Tanggal…………... Tanggal…………… Tanggal……………..
6. Pelaporan
-----------------
7. Lampiran
-----------------
8. Dokumen Rujukan
9. Riwayat
Versi No Tanggal Alasan
1
10. Distribusi
Buku Panduan Praktikum Farmasi Industri Hal 23
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Buku Panduan Praktikum Farmasi Industri Hal 24
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
BAB II
LAPORAN PENYIMPANGAN
Tujuan :
• Memahami bagian-bagian Laporan Penyimpangan
• Memahami susunan format Laporan Penyimpangan
• Melatih mahasiswa untuk dapat membuat dokumen Laporan Penyimpangan
DASAR TEORI
PENYIMPANGAN
Penyimpangan adalah semua kejadian yang tidak direncanakan ataupun pada kondisi
tertentu akan terjadi potensi penyimpangan selama dan/atau sesudah proses pembuatan obat.
Penyimpangan – penyimpangan bisa terjadi pada batch antara lain adalah Penyimpangan dari
Prosedur Pengolahan Induk, Penyimpangan terhadap Prosedur Pengemasan Induk,
Penyimpangan untuk memenuhi spesifikasi dalam proses, produk antara, produk ruahan maupun
produk jadi. Dan untuk non batch penyimpangan bisa terjadi pada Sarana Penunjang misalnya
Sistem Tata Udara, Sistem Pengolahan Air, Listrik, Uap Air dll, penyimpangan hasil pemantauan
lingkungan, penyimpangan terhadap Protap. Laporan penyimpangan ini hanya berlaku untuk
proses dan sistem, tidak mencakup uji di laboratorium yang ditangani sendiri melalui Hasil Uji di
Luar Spesifikasi (HULS).
Tujuan dilakukan penanganan penyimpangan adalah
1. Menjamin bahwa semua penyimpangan yang ditemukan pada saat proses pembuatan
berlangsung selalu diselidiki, diperbaiki, dan didokumentasikan.
2. Menilai tingkat resiko penyimpangan yang terjadi dan dampaknya terhadap kualitas,
keamanan dan efektivitas produk.
3. Mengatur cara penanggulangannya, menganalisis masalah dan resiko, menentukan
langkah perbaikan yang harus diambil, melakukan analisis masalah sampai pada akar
permasalahan untuk mengindarkan keberulangan penyimpangan yang sama.
Bagian Pemastian Mutu memastikan agar semua penyimpangan harus diidentifikasi,
dilaporkan, diselidiki dan didokumentasi sedemikian rupa sehingga kemungkinan dampak
terhadap mutu, keamanan, dan khasiat sepenuhnya dapat dievaluasi. Dilakukan evaluasi yang
tepat terhadap semua tindakan yang akan dilaksanakan pada batch terkait dan dapat diambil
langkah yang tepat, efisiensi dan efektif untuk mencegah terulangnya penyimpangan. Siapapun
yang mendeteksi suatu penyimpangan selama pembuatan, dan kegiatan lain manapun
bertanggung jawab untuk segera melaporkan penyimpangan tersebut sesuai dengan sistem yang
ditetapkan. Unit terkait dengan jenis penyimpangan melakukan investigasi baik per bagian
maupun bersama.
Buku Panduan Praktikum Farmasi Industri Hal 25
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Laporan penyimpangan terdiri dari 3 Formulir yaitu
• Formulir 1 adalah Laporan Penyimpangan dan Tindakan yang Telah Diambil
• Formulir 2 adalah Penyelidikan Penyimpangan
• Formulir 3 adalah Penanganan Tindakan Perbaikan dari Penyimpangan
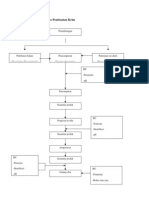
CARA PENGISIAN LAPORAN PENYIMPANGAN
1. Pengisian Formulir 1
a) Nomor penyimpangan diisi oleh Bagian Pemastian Mutu saat melakukan pengkajian
laporan.
b) Jabarkan bentuk penyimpangan yang ditemukan dengan menyebutkan tanggal, pukul
siapa operator yang bertugas saat kejadian berlangsung.
c) Jabarkan pula tindakan sementara yang telah diambil serta kemungkinan dampaknya
terhadap mutu produk setelah kejadian berlangsung.
d) Kirimkan laporan tersebut kepada Kepala Bagian Departemen terkait untuk diperiksa
dan ditandatangani dan selanjutnya kirim ke kepala Bagian Pemastian Mutu.
e) Pemastian Mutu melakukan kajian dan menyetujui jenis dan resikonya
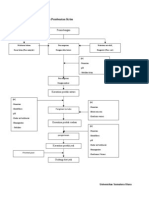
2. Pengisian Formulir 2
a) Gunakan formulir 2 untuk melakukan evaluasi dan penelusuran penyebab
penyimpangan dengan berbagai cara untuk mendapatkan akar masalah dari
penyimpangan.
b) Dari hasil penyelidikan berikan usulan tindak lanjut perbaikan dan pencegahan serta
penanggung jawab pelaksana dan batas waktu tindakan tersebut.
c) Kepala Bagian Departemen terkait memeriksa dan menandatangani penyelidikan dan
usul tindak perbaikan dan pencegahan
d) Kirimkan formulir 2 kepada Kepala Bagian Pemastian Mutu, yang akan melakukan
pengkajian terhadap hasil penyelidikan dan usul tindak perbaikan dan pencegahan.
Bila Kepala Bagian Pemastian Mutu belum puas dengan hasil penyelidikan maupun
usulan yang diajukan, ia dapat mengembalikan dan/atau bersama bagian lain
melakukan pengkajian ulang.
e) Setelah disetujui, lakukan tindakan perbaikan dan pencegahan dan isi formulir 3
3. Pengisian Formulir 3
a) Formulir 3 digunakan untuk melakukan tindakan perbaikan dan pencegahan dan beri
kesimpulan dari hasil kejadian yang terjadi.
• Setelah semua tindakan dilaksanakan, kirimkan kepada Kepala Bagian terkait untuk
diperiksa dan ditandatangani.
• Kirimkan kepada Kepala Bagian Pemastian Mutu yang akan melakukan verifikasi terhadap
Buku Panduan Praktikum Farmasi Industri Hal 26
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
tindakan perbaikan dan menutup kasus penyimpangan.
LATIHAN SOAL LAPORAN PENYIMPANGAN
KODE A
12 Januari 2018 : Industri Farmasi AKFARINDO JAYA memproduksi sediaan Sirup
Dextromethorphan “Torpan” dalam bentuk sediaan sirup dengan no batch TR130110. Proses
penimbangan, mixing hingga menjadi sediaan sirup dilakukan pukul 08.00-10.00. Operator
penimbangan adalah Rian. Sedangkan operator yang bertugas pada proses mixing sampai
granulasi adalah Dito dan Cahya. Setelah proses mixing selesai, sediaan sirup tersebut disimpan
dalam wadah stainless steel untuk kemudian diletakkan di ruang produk antara, sebelum produk
tersebut di filling kedalam botol.
12 Januari 2018 (10.00) : Sediaan sirup kemudian dilakukan pengujian IPC (In Process
Control). Setelah dilakukan pengujian IPC, Supervisor QC (Satya Darma, S.Farm., Apt.)
melaporkan kepada Supervisor Produksi (Reza Simorangkir, S.Farm., Apt.) bahwa hasil
pengujian Sirup “Torpan” Berat Jenisnya tidak memenuhi spesifikasi, hasil yang diperoleh adalah
0.70 gram/ml dan spesifikasi sediaan untuk BJ adalah 1.01 – 1.05 gram/ml. Supervisor QC (Satya
Darma, S.Farm., Apt.) kemudian mengeluarkan dokumen HULS (Hasil Uji di Luar Spesifikasi)
yang menyatakan bahwa Berat Jenis sediaan Sirup “Torpan” dengan no batch TR130110 tidak
memenuhi spesifikasi. Karena BJ sangat mempengaruhi Kadar Bahan Aktif, sangat kritis dan
berpengaruh terhadap mutu produk, Supervisor Produksi memutuskan proses produksi Sirup
“Torpan” di-HOLD sampai pukul 14.00.
12 Januari 2018 (11.00) : Supervisor Produksi bersama dengan Supervisor QC melaporkan
penyimpangan ini kepada Supervisor QA, Juna Yohanes S.Si., Apt untuk kemudian dirapatkan
bersama bagaimana menangani penyimpangan yang terjadi. Oleh Supervisor QA, penyimpangan
ini didokumentasikan dalam laporan penyimpangan dengan nomor 7896/PNY-TRDS/01/2013.
Dari rapat ini diputuskan bahwa :
1. Untuk sementara, sediaan sirup harus diproses ulang dengan menambahkan pengental Sorbitol
sebanyak 10 L.
2. Apabila kemudian cara diatas menyebabkan kadar bahan aktif menurun, maka dilakukan
proses ulang dengan menambahkan bahan aktif sebanyak 5 Kg, yang kesemuanya dibawah
pengawasan Supervisor Produksi. Proses Produksi sediaan sirup “Torpan” bets selanjutnya
dihentikan dahulu selama 2 x 24 jam.
3. Dilakukan penelusuran dan membandingkan Batch Record (BR) TR130110 dengan 3 BR
sebelumnya sediaan sirup untuk meneliti kebenaran proses produksi yang dilakukan dibawah
tanggung jawab Supervisor QA
Buku Panduan Praktikum Farmasi Industri Hal 27
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
4. Membandingkan Dokumen IPC (In Process Control) sediaan dengan no bets TR130110
dengan 3 dokumen IPC sebelumnya dibawah tanggung jawab Supervisor QC
Hasil Rapat ini dilaksanakan segera dan hasil dari masing-masing bagian akan dirapatkan
kembali pada tanggal 13Januari 2018 jam 15.00.
13 Januari 2018 (08.00 – 09.30) : Dilakukan penambahan Pengental Sorbitol 10 L dari
formula dibawah pengawasan Supervisor Produksi. Setelah dilakukan pencampuran dan sudah
menjadi sediaan sirup, kemudian dilakukan pengujian IPC kembali pukul 09.30. Dan hasil yang
diperoleh berat jenis sediaan telah memenuhi spesifikasi yaitu 1.03 gram/ml, dan ternyata kadar
bahan aktif mengalami penurunan, kadar bahan aktif yang diperoleh 85 %. Sehingga Supervisor
QC mengeluarkan HULS dengan data kadar bahan aktif 85 %. Karena hasil masih bahan aktif
diluar spesifikasi, maka supervisor produksi memutuskan untuk melakukan penambahan bahan
aktif sebanyak 5 Kg untuk memperbaiki sediaan tersebut. Setelah dilakukan penambahan bahan
aktif dilakukan pengujian ulang, dan hasil pengujian yang diperoleh memenuhi spesifikasi, kadar
yang diperoleh sebesar 101 %. Sediaan sirup tersebut memenuhi spesifikasi.Sirup tersebut
kemudian disimpan di ruang produk antara, sebelum produk tersebut difilling kedalam botol.
13 Januari 2018 (15.00) : Diadakan rapat kembali antara Supervisor Produksi,
Supervisor QA dan Supervisor QC. Hasil dari Rapat ini adalah :
• Setelah dilakukan proses ulang dibawah pengawasan Supervior Produksi, sediaan sirup
dengan no bets TR130110 berat jenis dan kadar bahan aktif telah memenuhi spesifikasi
sehingga dapat diteruskan proses filling kedalam botol.
• Hasil Uji IPC granul 3 bets sebelumnya selalu memenuhi persyaratan. Tidak ada hasil yang
keluar dari spesifikasi. Supervisor QC menyimpulkan kemungkinan kesalahan pada proses
produksi dan bukan pada formula.
• Penyelidikan BR oleh Supervisor QA menemukan bahwa ada kesalahan penimbangan yang
menyebabkan terjadinya penyimpangan. Pada penimbangan larutan bahan pengental (sorbitol)
yang seharusnya ditimbang 80 liter, oleh operator penimbangan ditimbang 60 liter. Dengan
kata lain terjadi human error pada proses penimbangan.
14 Januari 2018 (09.00) : Laporan penyimpangan ini kemudian didokumentasikan
beserta semua dokumen pendukung dari bagian produksi, QC, maupun oleh bagian QA. Agar
tidak terjadi lagi penyimpangan serupa, dilakukan langkah-langkah :
✓ Pelatihan pada operator secara berkala
✓ Proses penimbangan harus dilakukan oleh 2 orang, satu orang sebagai pelaksana dan satu
orang sebagai pemeriksa. Dibawah tanggung jawab Supervisor Produksi
Langkah-langkah diatas selambat-lambatnya harus dilakukan 60 hari terhitung sejak tanggal
selesainya laporan penyimpangan ini.
Buku Panduan Praktikum Farmasi Industri Hal 28
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Setelah ditanda tangani oleh Supervisor QC, Produksi dan QA penyelidikan penyimpangan
dengan nomor 7896/PNY-TRDS/01/2017 ini dinyatakan telah selesai.
KODE B
LAPORAN PENYIMPANGAN
27 Januari 2018 : Industri Farmasi AKFARINDO JAYA memproduksi sediaan tablet
Piroksikam, Farsikam dengan no Batch PR9065870. Proses penimbangan, mixing hingga
granulasi sediaan tablet Piroksikam, Farsikam dilakukan pukul 12.00-17.00. Operator
penimbangan adalah Budi. Sedangkan operator yang bertugas pada proses mixing sampai
granulasi adalah Ganda dan Hary. Setelah proses mixing sampai granulasi selesai, granul tersebut
disimpan dalam wadah stainless steel untuk kemudian diletakkan di ruang produk antara,
sebelum produk tersebut dikempa menjadi tablet.
28 Januari 2018 (08.00) : granul tablet Piroksikam, Farsikam, dikempa menjadi tablet.
Namun, saat akan dikempa, diketahui bahwa granul tidak dapat mengalir sehingga proses
pencetakan tablet tidak dapat berjalan. Dani, operator mesin cetak tablet, melaporkan kejadian ini
kepada supervisor produksi, Singgih Jaya S.Si., Apt. Oleh Supervisor produksi, semua proses
produksi tablet Piroksikam, Farsikam di-HOLD dahulu hingga jam 11.00.
29 Januari 2018 (09.00) : Sampel granul dengan no bets PR9065870 diperiksa sifat alir
oleh bagian Quality Control. Sejam kemudian, Supervisor QC, Darma Winata S.Farm., Apt
mengeluarkan dokumen HULS (Hasil Uji di Luar Spesifikasi) yang menyatakan bahwa Uji alir
granul dengan no batch PR9065870 tidak memenuhi spesifikasi. Waktu alir granul 25 gram/detik,
sedangkan sudut istirahat granul 50º. Dengan % MC sebesar 25%. Kesimpulan dari QC adalah
sifat alir granul sangat buruk karena granul terlalu basah. Dan hal ini sangat kritis pengaruhnya
terhadap mutu produk.
29 Januari 2018 (11.00) : Supervisor Produksi bersama dengan Supervisor QC melaporkan
penyimpangan ini kepada Supervisor QA, Nuno Julian S.Si., Apt untuk kemudian dirapatkan
bersama bagaimana menangani penyimpangan yang terjadi. Oleh Supervisor QA, penyimpangan
ini didokumentasikan dalam laporan penyimpangan dengan nomor 8569/PNY-PRDS/05/2012.
Dari rapat ini diputuskan bahwa :
1. Untuk sementara, Granul harus diproses ulang dengan menambahkan Pengisi sebanyak 10%
dari formula.
2. Apabila kemudian cara diatas tidak berhasil, maka dilakukan proses granulasi ulang yang
kesemuanya dibawah pengawasan Supervisor Produksi. Proses Produksi sediaan tablet
Piroksikam, Farsikam bets selanjutnya dihentikan dahulu selama 2 x 24 jam.
Buku Panduan Praktikum Farmasi Industri Hal 29
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
3. Dilakukan penelusuran dan membandingkan Batch Record (BR) PR9065870 dengan 3 BR
sebelumnya sediaan tablet Piroksikam, Farsikam untuk meneliti kebenaran proses produksi
yang dilakukan dibawah tanggung jawab Supervisor QA
4. Membandingkan Dokumen IPC (In Process Control) sediaan dengan no bets PR9065870
dengan 3 dokumen IPC sebelumnya dibawah tanggung jawab Supervisor QC
Hasil Rapat ini dilaksanakan segera dan hasil dari masing-masing bagian akan dirapatkan
kembali pada tanggal 1 Februari 2018 pukul 08.30.
30 Januari 2018 (13.00 – 15.00) : Dilakukan penambahan Pengisi sebanyak 10% dari
formula dibawah pengawasan Supervisor Produksi. Granul yang dihasilkan kemudian dibawa ke
QC untuk diuji. Hari itu itu juga, QC mengeluarkan HULS lagi dengan data waktu alir granul 20
gram/detik, sedangkan sudut istirahat granul 42º dengan % MC 15%. Kesimpulan : sifat alir
granul membaik namun masih tetap diluar spesifikasi. Karena hasil masih diluar spesifikasi,
maka supervisor produksi memutuskan untuk melakukan granulasi ulang untuk memperbaiki
sediaan tersebut. Granul hasil granulasi ulang tersebut memenuhi spesifikasi. Granul tersebut
kemudian disimpan di ruang produk antara, sebelum produk tersebut dikempa menjadi tablet.
31 Januari 2018 (13.00-15.00) Batas waktu granulasi ulang.
01 Januari 2018 (08.30) : Diadakan rapat kembali antara Supervisor Produksi,
Supervisor QA dan Supervisor QC. Hasil dari Rapat ini adalah :
• Setelah dilakukan granulasi ulang dibawah pengawasan Supervior Produksi, granul dengan no
bets PR9065870 sifat alir sudah memenuhi spesifikasi sehingga dapat diteruskan proses
produksi menjadi tablet.
• Hasil Uji IPC granul 3 bets sebelumnya selalu memenuhi persyaratan. Tidak ada hasil yang
keluar dari spesifikasi. Supervisor QC menyimpulkan kemungkinan kesalahan pada proses
produksi dan bukan pada formula.
• Penyelidikan BR oleh Supervisor QA menemukan bahwa ada kesalahan penimbangan yang
menyebabkan terjadinya penyimpangan. Pada penimbangan larutan bahan pengikat yang
seharusnya ditimbang 1,5 liter, oleh operator penimbangan ditimbang 3,5 liter. Dengan kata
lain terjadi human error pada proses penimbangan.
02 Februari 2018 (09.00) : Laporan penyimpangan ini kemudian didokumentasikan
beserta semua dokumen pendukung dari bagian produksi, QC, maupun oleh bagian QA. Agar
tidak terjadi lagi penyimpangan serupa, dilakukan langkah-langkah :
✓ Pelatihan pada operator secara berkala
✓ Proses penimbangan harus dilakukan oleh 2 orang, satu orang sebagai pelaksana dan satu
orang sebagai pemeriksa. Dibawah tanggung jawab Supervisor Produksi
Buku Panduan Praktikum Farmasi Industri Hal 30
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Langkah-langkah diatas selambat-lambatnya harus dilakukan 60 hari terhitung sejak tanggal
selesainya laporan penyimpangan ini.
Setelah ditandatangani oleh Supervisor QC, Produksi dan QA penyelidikan penyimpangan
dengan nomor 8569/PNY-PRDS/05/2012 ini dinyatakan telah selesai.
Buku Panduan Praktikum Farmasi Industri Hal 31
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
FORMULIR I
LAPORAN PENYIMPANGAN DAN TINDAKAN YANG DIAMBIL
Penyimpangan No.
Nama
Produk/Proses/Pemeriksaan/Sistem/Alat *)
No. Bets
Tanggal terjadi penyimpangan
Rincian penyimpangan yang terjadi :
Rincian tindakan sementara yang telah diambil :
Resiko terhadap mutu, keamanan, dan efektifitas obat :
Buku Panduan Praktikum Farmasi Industri Hal 32
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Tinggi/kritis : Menengah : Rendah :
Catatan
Proses harus dihentikan sampai tindakan lebih lanjut ditetapkan dan disetujui
Apakah ada bets atau produk lain yang terkena imbasnya? Ya Tidak
Jelaskan bila ya :
Pelapor
Nama: ............................ Tanda tangan : ..................... Tanggal : ...........................
Kepala Bagian (dari Departemen/Unit Bersangkutan)
Nama: ............................ Tanda tangan : ..................... Tanggal : ...........................
*)Coret yang tidak perlu
Buku Panduan Praktikum Farmasi Industri Hal 33
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
FORMULIR I
LAPORAN PENYIMPANGAN DAN TINDAKAN YANG DIAMBIL
Evaluasi Terhadap Laporan, Tindakan dan Resiko :
Kepala Bagian Pemastian Mutu
Nama: ............................ Tanda tangan : ..................... Tanggal : ...........................
Jenis Penyimpangan : Tanggal Resiko :
Bets Tinggih
Nonbets Menengah
Rendah
Catatan :
Buku Panduan Praktikum Farmasi Industri Hal 34
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
FORMULIR II
PENYELIDIKAN PENYIMPANGAN
Penyimpangan No.
Tanggal
Penyelidikan
Apa yang terjadi :
Apa yang menyimpang :
Siapa yang terlibat :
Mengapa penyimpangan tersebut timbul :
Kesimpulan akar masalah penyimpangan :
Usulan Tindakan Korektif dan Tindakan Preventif (Corrective Action and Preventive
Action/CAPA) yang akan dilakukan :
Buku Panduan Praktikum Farmasi Industri Hal 35
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Tindakan Penanggung Jawab Batas Waktu Paraf & Tgl
1.
2.
3.
Dokumen Pendukung : Diperlukan
Tidak diperlukan
Dikaji oleh/tgl : Disetujui oleh :
.................................. ........................................... ........................................
Kepala Bagian .................. Kepala Bagian .................. Kepala Bagian Pemastian Mutu
Buku Panduan Praktikum Farmasi Industri Hal 36
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
FORMULIR III
OTORISASI PENANGANAN TINDAKAN PERBAIKAN DARI PENYIMPANGAN
Penyimpangan No.
Tanggal
Tindakan Perbaikan yang dilakukan :
Penanggung jawab : Tanggal selesai :
Tindakan Pencegahan yang dilakukan :
Kesimpulan :
Buku Panduan Praktikum Farmasi Industri Hal 37
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Penyimpangan telah ditinjaklanjuti oleh Dept ....................................dan tindakan perbaikan
serta pencegahan telah selesai dilaksanakan.
Jakarta, ............................................
Diperiksa oleh : Diperiksa oleh : Disetujui oleh :
................................................... .................................... .................................................
Kepala Bagian Pemastian Mutu
Buku Panduan Praktikum Farmasi Industri Hal 38
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
BAB III
LAPORAN VALIDASI METODE ANALISIS
Tujuan :
• Memahami bagian-bagian Laporan Validasi Metode Analisa
• Memahami susunan format Laporan Validasi Metode Analisa
• Melatih mahasiswa untuk dapat membuat dokumen Laporan Validasi Metode Analisa
DASAR TEORI
VALIDASI
Pengertian validasi adalah suatu tindakan pembuktian dengan cara yang sesuai bahwa tiap bahan,
proses, prosedur, kegiatan, sistem perlengkapan atau mekanisme yang digunakan dalam produksi
dan pengawasan akan senantiasa mencapai hasil yang diinginkan.
Jenis-jenis Validasi adalah sebagai berikut
a. Validasi Proses
1. Validasi Prospektif
2. Validasi Konkuren
3. Validasi Retrospektif
4. Validasi Ulang
b. Validasi Pembersihan
c. Validasi Metode Analisa
VALIDASI METODE ANALISA
Tujuan validasi metode analisa adalah untuk memberikan petunjuk pelaksanaan validasi
terhadap metode analisa agar metode tetap sesuai dengan tujuan penggunaannya dan selalu
memberikan hasil yang dapat dipercaya. Validasi metode analisis umumnya dilakukan terhadap 4
jenis :
▪ Uji identifikasi
▪ Uji kuantitatif kandungan impuritas (impurity)
▪ Uji batas impuritas, dan
▪ Uji kuatitatif zat aktif dalam sampel bahan atau obat atau komponen tertentu dalam
obat.
Buku Panduan Praktikum Farmasi Industri Hal 39
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Terdapat beberapa parameter yang harus dipertimbangkan dalam validasi metode analisis
yaitu
1. Limit of detection (LOD) dan limit of quantification (LOQ)
LOD merupakan nilai konsentrasi zat yang diukur pada saat metode/instrumen mulai
mendeteksi keberadaan zat tersebut tetapi belum bisa dikuantifikasi secara tepat.
Sedangkan yang dimaksud LOQ adalah nilai konsentrasi terendah dari zat yang diukur
pada saat metode/instrumen dapat mendeteksi zat tersebut dengan akurasi dan presisi
yang baik.
2. Linearitas dan rentang
Linearitas merupakan kemampuan suatu metode analisis/instrumen untuk memberikan
respon yang proporsional terhadap konsentrasi analit dalam suatu sampel. Linearitas
ditentukan dengan membuat beberapa seri pengenceran terhadap konsentrasi analit,
kemudian dilihat besar respon analit yang terbaca oleh metode/instrumen tersebut. Suatu
metode bersifat linear jika nilai R2-nya lebih besar dari 0.990.
3. Akurasi dan presisi
Akurasi merupakan ukuran yang menunjukkan kedekatan hasil analisis terhadap nilai
yang sebenarnya. Sedangkan yang dimaksud dengan presisi adalah ukuran yang
menunjukkan penyebaran data yang diperoleh jika pengukuran dilakukan secara berulang.
Semakin menyebar data maka semakin rendah tingkat presisi dari metode/instrumen
tersebut.
Akurasi ditetapkan melalui uji rekoveri. Tingkat presisi dapat diperoleh dari nilai RSD
(relative standard deviasion) hasil pengukuran sampel pada beberapa seri pengulangan.
Semakin tinggi tingkat presisi dari suatu metode/instrumen maka semakin rendah nilai
RSD-nya.
4. Presisi dikenal tiga tipe :
a. Keberulangan (Repeatability)
Keberulangan dinilai terhadap :
• Keberulangan SISTEM
Minimum 6 penentuan pada konsentrasi 100 % kadar analit
• Keberulangan METODE
Buku Panduan Praktikum Farmasi Industri Hal 40
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Minimum 9 penentuan dalam rentang penggunaan metode analisis tersebut
(misalnya 3 konsentrasi yang berbeda, masing-masing 3 replikasi)
b. Presisi Antara
• Dapat menggunakan beberapa operator dengan alat dan hari yang berbeda
c. Reprodusibilitas
• Menggunakan minimal 2 laboratorium untuk validasi metode analisis, agar
diketahui pengaruh lingkungan yang berbeda terhadap kinerja metode analisis.
5. Spesifisitas
Spesifisitas suatu metode merupakan kemampuan suatu metode untuk tidak dipengaruhi
oleh matriks sampel. Uji spesifisitas dilakukan dengan menambahkan bahan asing ke
dalam sampel. Suatu metode mempunyai spesifisitas yang tinggi jika adanya bahan asing
tersebut tidak mempengaruhi terhadap hasil analisis senyawa target.
6. Ketangguhan (Robustness)
Ketangguhan ditentukan pada saat tahap pengembangan dan tergantung dari kebutuhan.
Metode hendaklah handal terhadap variasi parameter yang ditetapkan. Misal : stabilitas
larutan analit.
7. Ketangguhan (ruggedness)
Ketangguhan metode merupakan kemampuan suatu metode untuk tidak dipengaruhi oleh
variasi kecil dalam analisis. Variasi tersebut dapat berupa variasi konsentrasi pelarut,
suhu, waktu ekstraksi dan lain-lain. Suatu metode mempunyai ketangguhan yang tinggi
jika adanya variasi tersebut tidak mempengaruhi terhadap hasil analisis senyawa target.
8. Spesifisitas
Spesifisitas merupakan ukuran seberapa spesifik metode analisis. Spesifisitas metode
analisis diuji terhadap bahan aktif obat, bahan pembantu (plasebo), pelarut, impuritas dan
produk jadi.
Bila menggunakan metode KCKT :
• Resolusi antara puncak yang berdampingan terpisah secara nyata atau sesuai
persyaratan.
• Kromatogram seluruh hasil uji disajikan dalam bentuk 1 gambar (“overlaid”)
Buku Panduan Praktikum Farmasi Industri Hal 41
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
LATIHAN SOAL
KODE A
LAPORAN VALIDASI METODE ANALISIS
Ketentuan Laporan Validasi Metode :
• Nama Perusahaan : AKFARINDO
• No. Produk : PCT170612
• No. Protokol Validasi : 1010.00 ; Tanggal : 1 Januari 2017
• No. Laporan Validasi : 1010.01 ; Tanggal : 10 Juni 2017
• Laporan Validasi Metode Analisa Paracetamol Tablet disusun bersama antara Manager
Quality Control dan supervisor Quality Control untuk kemudian disetujui oleh Manager
QA. Laporan disusun oleh Supervisor QC bernama Luluk Damayanti S.Farm., Apt. (01
Juni 2017), diperiksa oleh Manager Quality Control bernama Citra Dwiyanti S.Si., Apt
(04 Juni 2017). Setelah Laporan Validasi dirasa tepat, kemudian Laporan tersebut
diberikan kepada Manager Quality Assurance oleh Ami Setyowati S.Si., Apt untuk
kemudian disetujui (10 Juni 2017).
• Dokumen-dokumen yang digunakan sebagai rujukan
o Metode Analisis penetapan Kadar Paracetamol Tablet No. QC399.00
o Protap Validasi Metode Analisi No. QC678.01
• Baku kerja yang digunakan
o Bahan Aktif Paracetamol
o No. Lot 1287543PCT
o Tanggal Kadaluwarsa : 12 Juni 2018
• Analis yang melakukan pengujian :
o Analis Pertama : Sulistiyowati
o Analis Kedua : Diah Yuliana
• Hasil :
1. Parameter validasi : Selektivitas/spesifitas
Pada larutan standart dan larutan sampel dilakukan stressed test dan pengamatan pada
kromatogram menunjukkan hasil sebagai berikut :
1.1 Dipanaskan pada suhu 60oC
Buku Panduan Praktikum Farmasi Industri Hal 42
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Pada kromatogram tampak beberapa puncak baik pada larutan standart
maupun larutan sampel. Puncak terbesar tampak pada waktu retensi 0.7
menit. Puncak utama pada waktu retensi 1.25 menit (parasetamol)
mempunyai area yang lebih kecil dari larutan standart yang tidak dipanasi.
1.2 Tambahkan HCl sampai pH = 2
Tidak ada perubahan pada kromatogram
1.3 Tambahkan NaOH sampai pH = 12
Pada kromatogram tampak beberapa puncak baik pada larutan standart
maupun larutan sampel. Puncak terbesar tampak pada waktu retensi 0.7
menit. Puncak utama pada waktu retensi 1.25 menit (parasetamol)
mempunyai area yang lebih kecil dari larutan standar yang tidak dipanaskan.
1.4 Tambahkan H2O2
Pada kromatogram tampak beberapa puncak, baik pada larutan standart
maupun larutan sampel. Puncak terbesar tampak pada waktu retensi 0.7
menit. Puncak pada utama pada waktu retensi 1.25 menit (parasetamol) tidak
terdeteksi lagi.
2. Parameter validasi : Akurasi
Tiga larutan campuran standart parasetamol dan placebo dengan konsentrasi
parasetamol 80 %, 100 %, dan 120 % yang diuji masing-masing 3 kali.
Hasil yang diperoleh adalah sebagai berikut :
Konsentrasi Area terdeteksi Hasil diperoleh (%)
(mg/ml) (%)
1,600 80 16545641 101.20
1,600 80 16753409 101.80
1,600 80 16342799 100.06
2,000 100 20435468 100.50
2,000 100 20432876 100.45
2,000 100 20480548 101.04
2,400 120 24257890 99.80
2,400 120 24385783 100.40
2,400 120 24313676 100.10
Rata-rata perolehan kembali : 100.65 %
Relative Standard Deviasi : 0.65 %
Confidence interval (a=0,05) dari nilai rata-rata : 100.65% + 0.01
Buku Panduan Praktikum Farmasi Industri Hal 43
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Kriteria Penerimaan : Perolehan kembali 98 – 102 %
RSD dari masing-masing konsentrasi : maksimal 2 %
3. Parameter validasi : Presisi
i. Parameter Ripitabiltas
Pengujian dilakukan pada 10 sampel @ 20 tablet Paracetamol
Hasil yang diperoleh adalah sebagai berikut :
No. Sampel Area terdeteksi Konsentrsi (%)
1 20045398 100.20
2 19987640 99.89
3 20087538 100.80
4 20045378 100.18
5 20032246 100.05
6 19887543 99.50
7 20086532 100.70
8 20053216 100.25
9 19909864 99.50
10 19977409 99.74
Rata-rata : 100.08 %
Standart Deviasi : 0.44
RSD : 0.45 %
Kriteria Penerimaan : RSD < 2.0 %
ii. Presisi Antara
Larutan standart Parasetamol (100%) diinjeksikan ke system KCKT sebanyak 6
kali injeksi, lakukan pengulangan oleh analis yang berbeda.
Hasil yang diperoleh adalah sebagai berikut :
No. Sampel Area terdeteksi Area terdeteksi
analis I analis II
1 21897650 21346891
2 21789653 21764369
3 23879865 21098644
4 21543398 22987609
5 21980079 21542789
6 21876540 21876907
RSD : 1.44 %
Kriteria Penerimaan : RSD < 2.0%
Buku Panduan Praktikum Farmasi Industri Hal 44
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
4. Parameter validasi : Linieritas dan rentang
Tujuh larutan yang mengandung Larutan Standart Parasetamol dengan rentang
konsentrasi 70-130% disuntikkan ke system KCKT.
Hasil yang diperoleh adalah sebagai berikut :
Konsentrasi Area terdeteksi
(mg/ml) (%)
1,400 70 16545641
1,600 80 16753409
1,800 90 17342799
2,000 100 20435468
2,200 110 21432876
2,400 120 23480548
2,600 130 24257890
Y = 20718356.654 x + 12467089.908
r2 = 0.9978
Kriteria Penerimaan r2 > 0.999
5. Parameter Pengujian : Robustness
Larutan standart disimpan dalam ruangan laboratorium dan dianalisis berulang
setiap hari sampai hari ke-5 untuk menentukan robustness, dalam hal ini stabilitas
larutan dalam sistem yang digunakan.
Hasil yang diperoleh adalah sebagai berikut :
Hari ke Konsentrasi paracetamol
1 100.50
100.20
2 -
-
3 98.89
99.98
4 95.87
95.98
5 90.98
90.78
RSD (5 hari) 3.99 %
RSD (4 hari) 2.56 %
RSD (3 hari) 1.07 %
Kriteria Penerimaan : < 2%
Buku Panduan Praktikum Farmasi Industri Hal 45
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
KODE B
LAPORAN VALIDASI METODE ANALISIS
• Ketentuan Laporan :
- Nama Perusahaan : AKFARINDO JAYA
- No. Produk : TX 560980
- No. Laporan Validasi : LV3507.02 ; Tanggal : 25 Agustus 2017
- Analis yang melaksanakan validasi : Indriana Sari, Dessi Hanifa
- Baku kerja :
▪ Gastradin (no lot : NM9870) ; Tanggal kadaluarsa 20 Mei 2020.
▪ Ligustrazine (No. Lot : NM8865) ; Tanggal kadaluarsa 10 April 2018
- Rujukan :
▪ Protap validasi metode Analisa No. QC978.02
▪ Metode Penetapan kuantitatif kadar gastradin dan ligustrazine secara simultan dengan
HPLC dalam kapsul tianxiong No. MXD/9968/V
▪ No Protokol Validasi : PV1018.02 ; Tanggal : 8 Februari 2017
- Laporan validasi disusun bersama antara Manager Quality Control dan supervisor Quality
Control untuk kemudian disetujui oleh Manager QA. Protokol disusun oleh Supervisor
QC bernama Andini Farah S.Farm., Apt pada tanggal 08 Mei 2017. Diperiksa oleh
Manager produksi, bernama Ari Wicaksana S.Si., Apt pada tanggal 04 Juni 2017 Setelah
protap dirasa sudah tepat, Kemudian protap ini diberikan kepada Manager Quality
Assurance (QA) Seno Purwandi S.Si., Apt untuk kemudian disetujui. Protokol baru ini
berlaku mulai tanggal 18 Juli 2017
• Hasil pengujian parameter validasi :
1. Parameter Validasi : Selektivitas/spesifisitas
Pada plasebo sampel, larutan standar dalam plasebo sampel, dan sampel dilakukan
pengamatan pada kromatogram menunjukkan hasil sebagai berikut :
1.1 Kromatogram Plasebo sampel
Tidak ada peak-peak pengganggu pada daerah waktu retensi gastrodin dan
ligustrazin HCl
1.2 Kromatogram larutan standar dalam plasebo sampel
Puncak yang terdeteksi pada kromatogram pada waktu retensi 12,6 menit untuk
gastrodin dan 29,5 menit untuk ligustrazin HCl
1.3 Kromatogram sampel
Buku Panduan Praktikum Farmasi Industri Hal 46
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Puncak yang terdeteksi pada kromatogram pada waktu retensi 12,6 menit untuk
gastrodin dan 29,5 menit untuk ligustrazin HCl
2. Parameter Validasi : Akurasi
Tiga larutan campuran standart gastrodin dan ligustrazine HCl dalam plasebo dengan
konsentrasi 2,0; 40,0; dan 100 ppm untuk gastrodin, dan 0,1998; 8,99; 29,96 ppm untuk
ligustrazine HCl yang masing-masing diuji tiga kali.
- Kriteria penerimaan → perolehan kembali : 70-130 %
Hasil yang diperoleh adalah sebagai berikut :
Gastrodin Ligustrazine HCl
Konsentrasi (ppm) Rata-rata Hasil Konsentrasi (ppm) Rata-rata Hasil
yang diperoleh (%) yang diperoleh (%)
2,0 85,1 0,1998 73.5
40,0 78,5 8,99 78.8
100.0 72,7 29,96 73.6
Rata-rata perolehan kembali : 78,77 % Rata-rata perolehan kembali : 75,30 %
3. Parameter Validasi : Presisi
3.1 Parameter Repeatabilitas
Pengujian dilakukan pada 3 konsentrasi yang berbeda dan masing-masing dilakukan
tiga kali pada hari yang sama. Hasil yang diperoleh adalah sebagai berikut :
Gastrodin Ligustrazine HCl
Konsentrasi (ppm) Rata-rata RSD (%) Konsentrasi (ppm) Rata-rata RSD (%)
2,0 3.8 0,1998 3,2
40,0 2.2 8,99 3.8
100.0 2.3 29,96 2.6
Rata-rata RSD : 2,76 % Rata-rata RSD : 3,20 %
Kriteria penerimaan : RSD harus ≤ 10%
Buku Panduan Praktikum Farmasi Industri Hal 47
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
3.2 Parameter Presisi Antara
Pengujian dilakukan pada 3 konsentrasi yang berbeda dan masing-masing dilakukan
tiga kali pada hari yang berbeda. Hasil yang diperoleh adalah sebagai berikut :
Gastrodin Ligustrazine HCl
Konsentrasi (ppm) Rata-rata RSD (%) Konsentrasi (ppm) Rata-rata RSD (%)
2,0 6.5 0,1998 5.8
40,0 4.2 8,99 3.8
100.0 3.6 29,96 3.4
Rata-rata RSD : 4.76 % Rata-rata RSD : 4,33%
RSD maksimal dari 3 pengujian harus ≤ 10%
4 Parameter Validasi : Lineritas dan Rentang
Sepuluh larutan yang mengandung larutan standart gastrodin dan ligustrazine HCl dengan
rentang konsentrasi (0,4-200 ppm) untuk gastrodin dan (0,0999-39,96 ppm) untuk
ligustrazine HCl disuntikkan ke sistem HPLC. Kriteria penerimaan : r2 = 0,99
Hasil yang diperoleh adalah sebagai berikut :
Gastrodin Ligustrazine HCl
Y = 0,0908 x + 0,0599 Y = 0,053 x + 0,0208
r2 = 0,992 r2 = 0,995
5 Parameter Validasi : Robustness
Larutan standar gastrodin 40.0 ppm dan ligustrazin HCl 9.99 ppm dalam plasebo
disimpan pada suhu -20°C dan dianalisis berulang selama 40 Hari untuk menentukan
robustness, dalam hal ini stabilitas larutan dan sistem yang digunakan.
Hasil yang diperoleh adalah sebagai berikut :
Kriteria penerimaan : maksimal deviasi 2%
Rata-rata konsentrasi setelah 40 Hari (%)
Gastrodin Ligustrazine HCl
99.5 99.3
RSD = 2.8 % RSD = 5.6 %
Buku Panduan Praktikum Farmasi Industri Hal 48
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
LAPORAN VALIDASI METODE ANALISIS PENETAPAN KADAR
Halaman 1 dari .........
LAPORAN VALIDASI METODE ANALISIS
................................................................................................................
Nama Perusahaan : .................... No. Laporan : ................................
No. Produk : .................... Tanggal : ...............................
Halaman : ...............................
Disusun oleh : Tanggal :
Diperiksa oleh : Tanggal :
Disetujui oleh : Tanggal :
Buku Panduan Praktikum Farmasi Industri Hal 49
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Halaman ...... dari .......
i. Referensi
Validasi dilaksanakan sesuai dengan :
1.1 Metode ...............................
1.2 Protokol validasi No. .......................Tanggal .............................
1.3 Protap validasi metode analisis no. ......................................
ii. Baku Pembanding Kerja ..............................Yang dipakai
Lot No. ............................................
Tanggal dalurwarsa :
iii. Analis yang melaksanakan validasi :
........................................................... (Analis pertama)
........................................................... (Analis kedua)
iv. Penyimpangan dari protokol :
Tidak ada penyimpangan terhadap protokol, semua prosedur dilaksanakan sesuai protokol
v. Hasil :
Buku Panduan Praktikum Farmasi Industri Hal 50
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Halaman ...... dari .......
Buku Panduan Praktikum Farmasi Industri Hal 51
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Halaman ...... dari ......
Buku Panduan Praktikum Farmasi Industri Hal 52
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Halaman ..... dari .....
Buku Panduan Praktikum Farmasi Industri Hal 53
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Halaman ..... dari ....
vi. Pembahasan :
Buku Panduan Praktikum Farmasi Industri Hal 54
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Halaman ..... dari ....
vii. Kesimpulan
Buku Panduan Praktikum Farmasi Industri Hal 55
MODUL PRAKTIKUM FARMASI INDUSTRI 2021
Buku Panduan Praktikum Farmasi Industri Hal 56
Anda mungkin juga menyukai
- Draft Penilaian Keamanan KosmetikaDokumen2 halamanDraft Penilaian Keamanan KosmetikaDhilla ShantiyaBelum ada peringkat
- Air Shower Dan Water ShowerDokumen3 halamanAir Shower Dan Water ShowerMelissa CampbellBelum ada peringkat
- Kebijakan Sertifikasi Cpotb Bertahap Dan Pembinaan Bagi Umkm Di Bidang Obat TradisionalDokumen29 halamanKebijakan Sertifikasi Cpotb Bertahap Dan Pembinaan Bagi Umkm Di Bidang Obat TradisionalGhufronaka RobbyBelum ada peringkat
- 33-Pembekalan PKPADokumen66 halaman33-Pembekalan PKPAAnnisa Azhar JannahBelum ada peringkat
- Protokol Validasi Proses MesinDokumen9 halamanProtokol Validasi Proses Mesinpenutupan apotekBelum ada peringkat
- Rencana Induk ValidasiDokumen7 halamanRencana Induk ValidasiBerliana GultomBelum ada peringkat
- Protap Kasus 6Dokumen4 halamanProtap Kasus 6RagilBelum ada peringkat
- Protap Validasi Metode AnalisisDokumen5 halamanProtap Validasi Metode AnalisisGalih Antona SinatriaBelum ada peringkat
- Kelengkapan Permohonan Rekomendasi Iai PC Kota BandungDokumen1 halamanKelengkapan Permohonan Rekomendasi Iai PC Kota BandungCesis Rahmi Riana SaniBelum ada peringkat
- PROSES BISNISDokumen9 halamanPROSES BISNISErfa Riestha MalindaBelum ada peringkat
- Protab Validasi Metode Analisis UlanDokumen5 halamanProtab Validasi Metode Analisis UlanLisbeth PramithaBelum ada peringkat
- ANALISIS CAPADokumen21 halamanANALISIS CAPASALMAN AL FARISI 2020Belum ada peringkat
- Gabungan Makalah & PPT Pengawasan Mutu Tablet Metformin PDFDokumen74 halamanGabungan Makalah & PPT Pengawasan Mutu Tablet Metformin PDFRama Feriska PutraBelum ada peringkat
- Laporan PKPA Di WKJ Revisi 1Dokumen92 halamanLaporan PKPA Di WKJ Revisi 1M Nuril HudaBelum ada peringkat
- Soal Latihan Pretest HalalDokumen2 halamanSoal Latihan Pretest HalalAdam SaifulBelum ada peringkat
- Produksi Dan QC Pengawasan MutuDokumen40 halamanProduksi Dan QC Pengawasan MutusunarsihBelum ada peringkat
- Laporan Praktek Kerja Lapangan Kunjungan Industri PT. Mutiara Mukti Farma (MUTIFA)Dokumen21 halamanLaporan Praktek Kerja Lapangan Kunjungan Industri PT. Mutiara Mukti Farma (MUTIFA)Nelvira Darra ShandyBelum ada peringkat
- Prosedur Tetap Pembersihan FBDDokumen3 halamanProsedur Tetap Pembersihan FBDwulan indah sariBelum ada peringkat
- PMP AntasidaDokumen23 halamanPMP AntasidaDherick RismawanBelum ada peringkat
- Tugas Khusus PKPA IndustriDokumen31 halamanTugas Khusus PKPA IndustriEko PrastiyoBelum ada peringkat
- Peran Dan Tanggung Jawab Apoteker Di Industri FarmasiDokumen30 halamanPeran Dan Tanggung Jawab Apoteker Di Industri FarmasiPisserelaBelum ada peringkat
- PKL KEBAYORAN PHARMADokumen42 halamanPKL KEBAYORAN PHARMARatna SariBelum ada peringkat
- Protap Pengisian Batch RecordDokumen2 halamanProtap Pengisian Batch Recordeva riBelum ada peringkat
- SEJARAH, VISI MISI, DAN ORGANISASI INDUSTRI FARMASIDokumen71 halamanSEJARAH, VISI MISI, DAN ORGANISASI INDUSTRI FARMASISuciAinunMBelum ada peringkat
- Laporan RND Nadiah-Ratih-Rila-FannyDokumen10 halamanLaporan RND Nadiah-Ratih-Rila-FannyNadiah Putri ShafiraBelum ada peringkat
- Cpob FixDokumen29 halamanCpob FixIsmi HaniBelum ada peringkat
- EVALUASI PRODUKDokumen11 halamanEVALUASI PRODUKBadriyatun Ni'mahBelum ada peringkat
- Proposal Pra PKPADokumen20 halamanProposal Pra PKPAririnBelum ada peringkat
- Laporan IndustriDokumen139 halamanLaporan IndustribudikakaBelum ada peringkat
- SKRIPSI LOGDokumen31 halamanSKRIPSI LOGpratama c.mahardikaBelum ada peringkat
- Dyah Ayu Wardani - Protap ADokumen4 halamanDyah Ayu Wardani - Protap AYogi SeptianBelum ada peringkat
- Protap Kualifikasi Rev-UplDokumen5 halamanProtap Kualifikasi Rev-UplAcep AptBelum ada peringkat
- Salep AntibakteriDokumen4 halamanSalep AntibakteriNanang Abdul RohmanBelum ada peringkat
- Kontrak Produksi Dan PengujianDokumen14 halamanKontrak Produksi Dan PengujianAdiah DekaBelum ada peringkat
- Protokol Kualifikasi 3Dokumen20 halamanProtokol Kualifikasi 3Ingga SayangBelum ada peringkat
- Bab 9 Cpob 2018 - KeluhanDokumen28 halamanBab 9 Cpob 2018 - KeluhanSmasyitha AimanBelum ada peringkat
- Portofolio PKPA di ApotekDokumen54 halamanPortofolio PKPA di ApotekRahma Fauzia MadhaningrumBelum ada peringkat
- KEGIATAN ALIH DAYA CPOBDokumen3 halamanKEGIATAN ALIH DAYA CPOBhaninBelum ada peringkat
- Rangkuman Annex CpobDokumen9 halamanRangkuman Annex CpobinnamuthiBelum ada peringkat
- I Pengelolaan Obat Dan Administrasi ApotekDokumen21 halamanI Pengelolaan Obat Dan Administrasi Apotekalpan pratamaBelum ada peringkat
- KualifikasiDokumen15 halamanKualifikasiJeany YusianaBelum ada peringkat
- OPTIMALKAN PEMBUATANDokumen15 halamanOPTIMALKAN PEMBUATANYehuda Rahmanu PuteraBelum ada peringkat
- #Laporan Praktek Kerja Profesi ApotekerDokumen61 halaman#Laporan Praktek Kerja Profesi ApotekerZaenuriBelum ada peringkat
- Perbedaan CPOB Dan CPOTB Cpob Cpotb: Nama: Cici Nuraini Kelas: 4C NIM: 19208013Dokumen1 halamanPerbedaan CPOB Dan CPOTB Cpob Cpotb: Nama: Cici Nuraini Kelas: 4C NIM: 19208013cici nurainiBelum ada peringkat
- UPDATE CPOBDokumen36 halamanUPDATE CPOBmela milaniBelum ada peringkat
- Log Book Magang New-1Dokumen19 halamanLog Book Magang New-1Arillep SfcBelum ada peringkat
- Farmasi Industri PpicDokumen7 halamanFarmasi Industri PpicAnonymous LByjr6Belum ada peringkat
- CPOB Produk SterilDokumen11 halamanCPOB Produk SterilLeviBelum ada peringkat
- PKPA LAPORANDokumen44 halamanPKPA LAPORANmuhammadmufidBelum ada peringkat
- Formulasi Eliksir Diphenhidramin HClDokumen12 halamanFormulasi Eliksir Diphenhidramin HClAde NurhikmahBelum ada peringkat
- Penyiapan Obat Sitotastika PDFDokumen31 halamanPenyiapan Obat Sitotastika PDFIndah Siti PermatasariBelum ada peringkat
- Pembahasan BAFDokumen2 halamanPembahasan BAFIndah HardaniBelum ada peringkat
- Modul 1 Kosmetika (Perhitungan, Cara Kerja, Evaluasi)Dokumen6 halamanModul 1 Kosmetika (Perhitungan, Cara Kerja, Evaluasi)AR RamaBelum ada peringkat
- Kkel 9 Proposal Kosmetik Bahan AlamDokumen70 halamanKkel 9 Proposal Kosmetik Bahan AlamAgustina SalassaBelum ada peringkat
- Gol Obat (UU Kes)Dokumen4 halamanGol Obat (UU Kes)Noni CahyanaBelum ada peringkat
- PKPA APOTEK AL-BAROKAHDokumen124 halamanPKPA APOTEK AL-BAROKAHWidya NingrumBelum ada peringkat
- Dokumen Produksi Induk PseudoDokumen7 halamanDokumen Produksi Induk Pseudondah ja0% (1)
- Buku Panduan FarindoDokumen50 halamanBuku Panduan FarindoCut Savira IlbanaBelum ada peringkat
- CPOB FARMASIDokumen23 halamanCPOB FARMASIWinda YuliaBelum ada peringkat
- Pedoman PKL s1 Farmasi Rumah Sakit RevDokumen31 halamanPedoman PKL s1 Farmasi Rumah Sakit RevPingky Aprilia100% (1)
- RESEP SEHATDokumen19 halamanRESEP SEHATNia Erdina PutriBelum ada peringkat
- DETEKSI KEHAMILAN DAN PENYAKITDokumen23 halamanDETEKSI KEHAMILAN DAN PENYAKITNia Erdina PutriBelum ada peringkat
- Notulensi 7 DesemberDokumen2 halamanNotulensi 7 DesemberNia Erdina PutriBelum ada peringkat
- Soal Viggete PKRT Spesialite A4-19Dokumen23 halamanSoal Viggete PKRT Spesialite A4-19Nia Erdina PutriBelum ada peringkat
- Imelda Amelia - 1351910224 - Latian Soal TerminologiDokumen9 halamanImelda Amelia - 1351910224 - Latian Soal TerminologiNia Erdina PutriBelum ada peringkat
- Form Farind NewDokumen7 halamanForm Farind Newmagdalena kristantiBelum ada peringkat
- Form Kartu Bimbingan Kti 2019Dokumen1 halamanForm Kartu Bimbingan Kti 2019Nia Erdina PutriBelum ada peringkat
- Mekanisme Pelaksanaan Seminar Proposal KTI TA 2021 - MahasiswaDokumen7 halamanMekanisme Pelaksanaan Seminar Proposal KTI TA 2021 - MahasiswaNia Erdina PutriBelum ada peringkat
- Form Copy ResepDokumen1 halamanForm Copy ResepNia Erdina PutriBelum ada peringkat
- Pemberitahuan Acara Dies Natalis Pegawai Afs 2021Dokumen1 halamanPemberitahuan Acara Dies Natalis Pegawai Afs 2021Nia Erdina PutriBelum ada peringkat
- Pi Rev Ln211105-02a Evi PriyatnoDokumen1 halamanPi Rev Ln211105-02a Evi PriyatnoNia Erdina PutriBelum ada peringkat
- Cara Mendaftarkan Proposal KTI 2021Dokumen11 halamanCara Mendaftarkan Proposal KTI 2021Nia Erdina PutriBelum ada peringkat
- Pengelolaan ObatDokumen2 halamanPengelolaan ObatNia Erdina PutriBelum ada peringkat
- KEWAJIBAN TTKDokumen6 halamanKEWAJIBAN TTKNia Erdina PutriBelum ada peringkat
- Kelompok 5 - Revisi Review Artikel - Larutan IrigasiDokumen20 halamanKelompok 5 - Revisi Review Artikel - Larutan IrigasiNia Erdina PutriBelum ada peringkat
- EKSTRAKSI FITOKIMIADokumen26 halamanEKSTRAKSI FITOKIMIANia Erdina PutriBelum ada peringkat
- Form Kartu Bimbingan Kti 2019Dokumen1 halamanForm Kartu Bimbingan Kti 2019Nia Erdina PutriBelum ada peringkat
- INTERAKSI OBATDokumen5 halamanINTERAKSI OBATNia Erdina PutriBelum ada peringkat
- EKSTRAK Dan EKSTRAKSI.Dokumen10 halamanEKSTRAK Dan EKSTRAKSI.Nia Erdina PutriBelum ada peringkat
- Kelompok 3 - Kelas A4-19 - Proposal KewirausahaanDokumen25 halamanKelompok 3 - Kelas A4-19 - Proposal KewirausahaanNia Erdina PutriBelum ada peringkat
- 1 PBDokumen7 halaman1 PBMelati NisyaBelum ada peringkat
- PuntennnnDokumen1 halamanPuntennnnNia Erdina PutriBelum ada peringkat
- Nia Erdina Putri - A419 - 1351910250 - Tugas Manajemen Farmasi BEPDokumen2 halamanNia Erdina Putri - A419 - 1351910250 - Tugas Manajemen Farmasi BEPNia Erdina PutriBelum ada peringkat
- Nia Erdina Putri - A419 - 1351910250 - Tugas Manajemen Farmasi BEPDokumen2 halamanNia Erdina Putri - A419 - 1351910250 - Tugas Manajemen Farmasi BEPNia Erdina PutriBelum ada peringkat
- Bab 1Dokumen9 halamanBab 1Dheby LassaBelum ada peringkat
- Nia Erdina Putri 1351910250 A419 Tugas LKMMTDDokumen3 halamanNia Erdina Putri 1351910250 A419 Tugas LKMMTDNia Erdina PutriBelum ada peringkat