Anda mungkin juga menyukai
- Koordinasi ProteksiDokumen16 halamanKoordinasi ProteksiBimo PrajanuartoBelum ada peringkat
- Pemeliharaan TransformatorDokumen32 halamanPemeliharaan TransformatorintaninayatiBelum ada peringkat
- ABPTM - Materi 3Dokumen24 halamanABPTM - Materi 3latifaBelum ada peringkat
- Kelayakan InvestasiDokumen16 halamanKelayakan InvestasiFaiz Fauzan HasanBelum ada peringkat
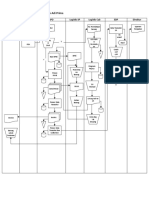
- Aliran Sistim Penjualan Di PT - Indomarco Adi Prima: Customer Salesman SPO Logistic SP Logistic Cab EDP DirekturDokumen4 halamanAliran Sistim Penjualan Di PT - Indomarco Adi Prima: Customer Salesman SPO Logistic SP Logistic Cab EDP Direkturendang_kurniawan_1Belum ada peringkat
- INVESTASI BISNISDokumen23 halamanINVESTASI BISNISRin Ririn MahmudatiBelum ada peringkat
- Bunga dan EkuivalenDokumen26 halamanBunga dan EkuivalenMutiaraBelum ada peringkat
- Ekonomi Teknik DikonversiDokumen262 halamanEkonomi Teknik DikonversiInda Sinaga MeiraniBelum ada peringkat
- Bep Dan Analisis SensitivitasDokumen22 halamanBep Dan Analisis SensitivitasrereBelum ada peringkat
- P2 Bagan Balok Dan Jaringan KerjaDokumen26 halamanP2 Bagan Balok Dan Jaringan KerjaNuroh horunBelum ada peringkat
- Analisa ProduktivitasDokumen14 halamanAnalisa ProduktivitasAryaBelum ada peringkat
- KOmponen PrinterDokumen9 halamanKOmponen PrinterIrfan TaufikBelum ada peringkat
- Grounding Gedung ModernDokumen17 halamanGrounding Gedung Modernalwi bachtiarBelum ada peringkat
- Analisis Sistem AntrianDokumen10 halamanAnalisis Sistem AntrianFebriro Immanuel SiahaanBelum ada peringkat
- Laporan Magang Ismail OkDokumen47 halamanLaporan Magang Ismail OkIsmail SyahputraBelum ada peringkat
- Analisis Saidi Saifi Di Pt. PLN (Persero) SurakartaDokumen9 halamanAnalisis Saidi Saifi Di Pt. PLN (Persero) SurakartaMuhammad Yusuf RidhoniBelum ada peringkat
- KEMENERGIANDokumen68 halamanKEMENERGIANArif HasgaBelum ada peringkat
- PERENCANAAN KABELDokumen10 halamanPERENCANAAN KABELAbelBelum ada peringkat
- Konsep ModelDokumen15 halamanKonsep ModelBent Houden van HemBelum ada peringkat
- Review Jurnal Cost Benefit Analysis AgrowisataDokumen9 halamanReview Jurnal Cost Benefit Analysis Agrowisataarsip keuBelum ada peringkat
- Filosofi ProteksiDokumen19 halamanFilosofi ProteksiIqbal HaqiBelum ada peringkat
- PemeliharaanpmtDokumen21 halamanPemeliharaanpmtauliyafauziyahBelum ada peringkat
- MOP MaintenanceDokumen5 halamanMOP MaintenanceperwirabahariBelum ada peringkat
- Kelas TI-42-10 Memproduksi M dan N dengan MaksimalDokumen3 halamanKelas TI-42-10 Memproduksi M dan N dengan MaksimalDimasTBelum ada peringkat
- ELCB Arus BocorDokumen8 halamanELCB Arus BocorAfriandi WendiBelum ada peringkat
- BAB IV Short CircuitDokumen15 halamanBAB IV Short CircuitHalda Ababiela ArzinBelum ada peringkat
- Metode Newton RaphsonDokumen10 halamanMetode Newton RaphsonKhairil HidayahBelum ada peringkat
- 04 Bunga & Ekivalensi (Gradien) (WK 3)Dokumen22 halaman04 Bunga & Ekivalensi (Gradien) (WK 3)RefkiDespratamaBelum ada peringkat
- PRINSIP KERJA MOTOR FASA BELAHDokumen12 halamanPRINSIP KERJA MOTOR FASA BELAHrifqi0% (1)
- Sikap Kerja 5SDokumen6 halamanSikap Kerja 5STika OktaviaBelum ada peringkat
- Definisi PerawatanDokumen18 halamanDefinisi PerawatanAdi Cahyono100% (1)
- Audit Energi Di PT Aerowisata Catering Service (ACS)Dokumen12 halamanAudit Energi Di PT Aerowisata Catering Service (ACS)Rio Ananda PutraBelum ada peringkat
- Bab 8 - Perhitungan Biaya Untuk Produk Sampingan Dan Produk Gabungan - Ambil Dari BKDokumen16 halamanBab 8 - Perhitungan Biaya Untuk Produk Sampingan Dan Produk Gabungan - Ambil Dari BKJason Alexander JosephBelum ada peringkat
- CusumDokumen4 halamanCusumErna SeptyaningrumBelum ada peringkat
- UAS MANOP LANJUTAN SOAL JAWABANDokumen4 halamanUAS MANOP LANJUTAN SOAL JAWABANakun pocokanBelum ada peringkat
- 10 Analisis Markov+LatihanDokumen43 halaman10 Analisis Markov+LatihanDwii PramanaaBelum ada peringkat
- MANAJEMEN ENERGIDokumen31 halamanMANAJEMEN ENERGIReno SetiyobudiBelum ada peringkat
- Audit EnergiDokumen23 halamanAudit EnergiStefanus AndriawanBelum ada peringkat
- BukuKP - D3 Teknik Elektro Industri - 1303191021 - Ramadhan Dwi KiranaDokumen93 halamanBukuKP - D3 Teknik Elektro Industri - 1303191021 - Ramadhan Dwi KiranaDwiky VialpandoBelum ada peringkat
- Lecture 5Dokumen7 halamanLecture 5Thomy E SaputroBelum ada peringkat
- Analisis Warung KopiDokumen5 halamanAnalisis Warung KopiRobby YanwarBelum ada peringkat
- OPTIMIZED TITLE FOR DOCUMENTDokumen8 halamanOPTIMIZED TITLE FOR DOCUMENTMichaelBelum ada peringkat
- Kajian Minihydro Plta BakaruDokumen9 halamanKajian Minihydro Plta Bakaruarrester97100% (1)
- Proposal BEPS 14 & MAPDokumen13 halamanProposal BEPS 14 & MAPSiti Mutiah Rahmadanti100% (4)
- Materi LOLE PDFDokumen41 halamanMateri LOLE PDFAchmad YukrisnaBelum ada peringkat
- Laporan Ahp ElectreeDokumen20 halamanLaporan Ahp ElectreeAtha Fitrah RiyadhiBelum ada peringkat
- Perencanaan Kapasitas Produksi-Part 2Dokumen6 halamanPerencanaan Kapasitas Produksi-Part 2vekaging mediaBelum ada peringkat
- APK-2 Konduksi SilindrikDokumen16 halamanAPK-2 Konduksi SilindrikAgung FirdausBelum ada peringkat
- Makalah Gravity CastingDokumen12 halamanMakalah Gravity CastingRiski SoamoleBelum ada peringkat
- Pemeliharaan Kebijakan Pembelian (Pengadaan Mesin)Dokumen23 halamanPemeliharaan Kebijakan Pembelian (Pengadaan Mesin)yuliaBelum ada peringkat
- Bab 3Dokumen5 halamanBab 3hamidiBelum ada peringkat
- Magang BaruDokumen43 halamanMagang BarutashqiaBelum ada peringkat
- Simulasi FMSDokumen56 halamanSimulasi FMSAhmad Z. SultanBelum ada peringkat
- Business Plan KhashabDokumen24 halamanBusiness Plan KhashabHosea Yunior MaletaBelum ada peringkat
- Failure Mode and Effect Analysys Dan Distribution WeibullDokumen103 halamanFailure Mode and Effect Analysys Dan Distribution Weibullfaizal pambayunBelum ada peringkat
- IKCTY - BFP Discharge Atau Outlet MOV Fully ClosedDokumen8 halamanIKCTY - BFP Discharge Atau Outlet MOV Fully Closedirfandi danilBelum ada peringkat
- Pengujian Kompensasi ReaktifDokumen9 halamanPengujian Kompensasi ReaktifAri Febriyanto LambeBelum ada peringkat
- Perancangan Ulang Stasiun Kerja Pengemasan BIB untuk Meningkatkan ProduktivitasDokumen114 halamanPerancangan Ulang Stasiun Kerja Pengemasan BIB untuk Meningkatkan Produktivitaslutfi alia sariBelum ada peringkat
- Jurnal Teknik Industri-Perhitungan Overall Equipment Effectivenes Pada Mesin Menuju Total Productive MaintenanceDokumen12 halamanJurnal Teknik Industri-Perhitungan Overall Equipment Effectivenes Pada Mesin Menuju Total Productive MaintenanceRudini Mulya100% (3)
- Proposal Skripsi Penerapan TPM Di SurabayaDokumen11 halamanProposal Skripsi Penerapan TPM Di SurabayadianhpBelum ada peringkat
- LAPORAN PENDAHULUAN Post SC DocxDokumen14 halamanLAPORAN PENDAHULUAN Post SC DocxAfrizal WildanBelum ada peringkat
- LP Ca Mammae DedekDokumen36 halamanLP Ca Mammae DedekAfrizal WildanBelum ada peringkat
- PANDUAN PRAKTIK KLINIK KEPERAWATAN MATERNITAS IIIDokumen36 halamanPANDUAN PRAKTIK KLINIK KEPERAWATAN MATERNITAS IIIAfrizal WildanBelum ada peringkat
- Pembagian TugasDokumen6 halamanPembagian TugasAfrizal WildanBelum ada peringkat
- Asuhan Keperawatan Sehat Jiwa Pada BayiDokumen2 halamanAsuhan Keperawatan Sehat Jiwa Pada BayiAfrizal WildanBelum ada peringkat
- Proposal GeofisDokumen11 halamanProposal GeofisAfrizal WildanBelum ada peringkat
- 1 Bagian Pertama BisnisDokumen7 halaman1 Bagian Pertama BisnisAfrizal WildanBelum ada peringkat
- Kel 4 - Kep Jiwa - Askep Sehat Jiwa BayiDokumen26 halamanKel 4 - Kep Jiwa - Askep Sehat Jiwa BayiAfrizal WildanBelum ada peringkat
- Jadwal Ujian Fix 1Dokumen32 halamanJadwal Ujian Fix 1Afrizal WildanBelum ada peringkat
- Undang Undang Dasar Keluarga Mahasiswa PDFDokumen30 halamanUndang Undang Dasar Keluarga Mahasiswa PDFfadel muhammad100% (1)
- Geo FisikDokumen1 halamanGeo FisikAfrizal WildanBelum ada peringkat
- Teknik SimulasiDokumen7 halamanTeknik SimulasiAfrizal WildanBelum ada peringkat
- Kata PengantarDokumen25 halamanKata PengantarAfrizal WildanBelum ada peringkat
- Aspal Alam (Bitumen) di ButonDokumen7 halamanAspal Alam (Bitumen) di ButonAfrizal WildanBelum ada peringkat
- BAB3Dokumen27 halamanBAB3Afrizal WildanBelum ada peringkat
- AKHLAKDokumen9 halamanAKHLAKAfrizal WildanBelum ada peringkat
- Review Jurnal Komputasi FadilDokumen2 halamanReview Jurnal Komputasi FadilAfrizal WildanBelum ada peringkat
- Teknik SimulasiDokumen2 halamanTeknik SimulasiAfrizal WildanBelum ada peringkat
- Essay ShovelDokumen2 halamanEssay ShovelAfrizal WildanBelum ada peringkat
- Teknik SipilDokumen10 halamanTeknik SipilAfrizal WildanBelum ada peringkat
- Tugas Pak RijalDokumen9 halamanTugas Pak RijalAfrizal WildanBelum ada peringkat
- Teknik SimulasiDokumen7 halamanTeknik SimulasiAfrizal WildanBelum ada peringkat
- Tamka Paliang FixDokumen11 halamanTamka Paliang FixAfrizal WildanBelum ada peringkat
- Teknik PertambanganDokumen3 halamanTeknik PertambanganAfrizal WildanBelum ada peringkat
- Kajian Teknis Line Crushing PT SemenDokumen27 halamanKajian Teknis Line Crushing PT SemenAfrizal WildanBelum ada peringkat
- Tugas Pak RijalDokumen9 halamanTugas Pak RijalAfrizal WildanBelum ada peringkat
- Presentation PTMDokumen16 halamanPresentation PTMAfrizal WildanBelum ada peringkat
- Surat Pembentukan Panitia TerbaruDokumen1 halamanSurat Pembentukan Panitia TerbaruAfrizal WildanBelum ada peringkat
- Geologi Lingkungan - POLUSIDokumen24 halamanGeologi Lingkungan - POLUSIAfrizal WildanBelum ada peringkat