Anda mungkin juga menyukai
- DISTRIBUSI TENAGA LISTRIK PPT PrintDokumen23 halamanDISTRIBUSI TENAGA LISTRIK PPT PrintAmelia Cintia Sari100% (2)
- Materi Jlaa Dan GarduDokumen152 halamanMateri Jlaa Dan GarduAnggiita Dyah YustikaBelum ada peringkat
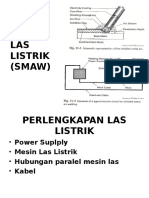
- Las Listrik (Smaw)Dokumen52 halamanLas Listrik (Smaw)Curtis Finch100% (1)
- Piping & Pipeline in Oil and GasDokumen74 halamanPiping & Pipeline in Oil and Gasmulyana_am53100% (7)
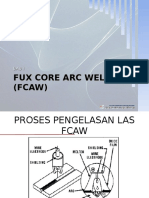
- Fcaw SSDokumen7 halamanFcaw SSBilly Kurniawan100% (1)
- Pengelasn FCAWDokumen4 halamanPengelasn FCAWChieAstutiarib100% (1)
- Las Listrik (Smaw)Dokumen52 halamanLas Listrik (Smaw)TaNdyaLesmaNa67% (3)
- FCAWDokumen27 halamanFCAWErfina Rahma FauzaBelum ada peringkat
- Pengenalan Pemutus LitarDokumen33 halamanPengenalan Pemutus Litarachair87100% (2)
- EspDokumen28 halamanEspaldypn66Belum ada peringkat
- Pompa Esp Kelompok 4Dokumen29 halamanPompa Esp Kelompok 4Surya Dwi SaputraBelum ada peringkat
- Motor Arus Ulang AlikDokumen63 halamanMotor Arus Ulang AlikMuhammad Fathil100% (1)
- Teknologi Las FcawDokumen27 halamanTeknologi Las FcawBayu Cmag Miliek Yanna100% (1)
- FCAW (Flux Cored Arc Welding)Dokumen18 halamanFCAW (Flux Cored Arc Welding)Hafizh NaufalBelum ada peringkat
- 101 - 163teknik Pembentukan Pelat Jilid 3 PDFDokumen63 halaman101 - 163teknik Pembentukan Pelat Jilid 3 PDFBarik SidikBelum ada peringkat
- Las MigDokumen20 halamanLas MigDillova PratamaBelum ada peringkat
- PENGELASAN FCAW SEMENTARA (Unsada) by RidwanDokumen148 halamanPENGELASAN FCAW SEMENTARA (Unsada) by RidwanMuhammadRidwan100% (3)
- Tambahan Dasar TeoriDokumen4 halamanTambahan Dasar TeoriJojor ManurungBelum ada peringkat
- Las MigDokumen42 halamanLas MigAgung Nugraha0% (1)
- Makalah FcawDokumen8 halamanMakalah FcawPutri ChaerunisaBelum ada peringkat
- Current TransformerDokumen20 halamanCurrent TransformercitraBelum ada peringkat
- Kimpalan GasDokumen22 halamanKimpalan GasNeck FreezbieBelum ada peringkat
- Perangkat Las GTAWDokumen6 halamanPerangkat Las GTAWYanuar Arif MaulanaBelum ada peringkat
- Materi Las Tig 1Dokumen3 halamanMateri Las Tig 1SaedunBelum ada peringkat
- BAB III Transformator ArusDokumen31 halamanBAB III Transformator ArusPradana Adi MajidBelum ada peringkat
- Tugas Sistem Penggerak Elektrik-DikonversiDokumen20 halamanTugas Sistem Penggerak Elektrik-DikonversiLui Araya WijayaBelum ada peringkat
- 8.ancillary EquipmentDokumen23 halaman8.ancillary EquipmentNasrulBelum ada peringkat
- ParafraseDokumen6 halamanParafraseAnnisa SeptianaBelum ada peringkat
- Materi Mapel Smaw 1 Agustus 2023Dokumen11 halamanMateri Mapel Smaw 1 Agustus 2023Rantak ScoutBelum ada peringkat
- ALAT PEMBATAS ListrikDokumen16 halamanALAT PEMBATAS ListrikAgus SurachmatBelum ada peringkat
- Makalah GMAWDokumen22 halamanMakalah GMAWIrul Anaam50% (2)
- Elekroda Dan Jenis Pengelasan 2Dokumen17 halamanElekroda Dan Jenis Pengelasan 2Rosid Ridwan Nur IchsanBelum ada peringkat
- Core and Winding Design Dari Trafo TenagaDokumen17 halamanCore and Winding Design Dari Trafo TenagaBambang KarditoBelum ada peringkat
- Elk IndustriDokumen6 halamanElk Industriayeng91Belum ada peringkat
- Pengertian Las GTAW ArgonDokumen11 halamanPengertian Las GTAW ArgonArsyadOneheartBelum ada peringkat
- Sistem Transmisi Tenaga ListrikDokumen44 halamanSistem Transmisi Tenaga Listrikhaacer210100% (1)
- FittingDokumen22 halamanFittingEllyott Jonatica Jocee100% (1)
- Las TIGDokumen9 halamanLas TIGvegarizBelum ada peringkat
- FCAW - Teknologi Las - Kelas CDokumen33 halamanFCAW - Teknologi Las - Kelas CNugroho Catur MulyawantoBelum ada peringkat
- Listrik Motor Pada TraktorDokumen8 halamanListrik Motor Pada TraktormarwanardBelum ada peringkat
- Bab 6Dokumen84 halamanBab 6Vika MelindaBelum ada peringkat
- Las MIG - GMAW PDFDokumen16 halamanLas MIG - GMAW PDFMohamad Ishom Ainun Najib100% (1)
- Sni Distribusi2Dokumen21 halamanSni Distribusi2Azis MaxunBelum ada peringkat
- Job 1 Distributor Sistem Pengapian KonvensionalDokumen9 halamanJob 1 Distributor Sistem Pengapian KonvensionalRadenMasTarjudinBelum ada peringkat
- Laporan Hasil Pengamatan Pada Mesin Las GtawDokumen11 halamanLaporan Hasil Pengamatan Pada Mesin Las GtawMoch AsrulBelum ada peringkat
- Slide Lastig LanjutDokumen103 halamanSlide Lastig Lanjutyayus irmansyahBelum ada peringkat
- FCAWDokumen12 halamanFCAWAhmad FirdhausBelum ada peringkat
- Materi 1 (Pengertian, Prinsip Dan Peralatan Gmaw)Dokumen6 halamanMateri 1 (Pengertian, Prinsip Dan Peralatan Gmaw)Widar TeronxBelum ada peringkat
- Las TigDokumen13 halamanLas TigAldi PrabowoBelum ada peringkat
- TRANSMISIDokumen189 halamanTRANSMISIAngga PutraBelum ada peringkat
- Presentasi Motor 3 PhaseDokumen37 halamanPresentasi Motor 3 PhasesendyBelum ada peringkat
- 1 .Topologi JaringanDokumen57 halaman1 .Topologi JaringanDewi Anugrah RizqiBelum ada peringkat
- Las MigDokumen16 halamanLas MigHisyam Abdul Aziz100% (1)
- PengenalanDokumen4 halamanPengenalanZharfan KhuzaifiBelum ada peringkat
- Space DockDokumen2 halamanSpace DockAfrizal LuthfiBelum ada peringkat
- Day 2Dokumen14 halamanDay 2Afrizal LuthfiBelum ada peringkat
- Day 2Dokumen17 halamanDay 2Afrizal LuthfiBelum ada peringkat
- Jangkar KapalDokumen6 halamanJangkar KapalAfrizal LuthfiBelum ada peringkat
- Bab I Pendahuluan: 1.1 Tinjauan PustakaDokumen22 halamanBab I Pendahuluan: 1.1 Tinjauan PustakaAfrizal LuthfiBelum ada peringkat
- Day 3Dokumen24 halamanDay 3Afrizal LuthfiBelum ada peringkat
- Mengidentifikasi WPS PDFDokumen45 halamanMengidentifikasi WPS PDFMohamad JunaedyBelum ada peringkat
- Kekuatan Sambungan Las: (1) Sifat-Sifat TarikanDokumen7 halamanKekuatan Sambungan Las: (1) Sifat-Sifat TarikanAfrizal LuthfiBelum ada peringkat
- 5Dokumen12 halaman5Afrizal LuthfiBelum ada peringkat
- 2Dokumen9 halaman2Afrizal LuthfiBelum ada peringkat
- DiketahuiDokumen11 halamanDiketahuiAfrizal LuthfiBelum ada peringkat
- Kekuatan Sambungan Las: (1) Sifat-Sifat TarikanDokumen7 halamanKekuatan Sambungan Las: (1) Sifat-Sifat TarikanAfrizal LuthfiBelum ada peringkat
- Electric CablesDokumen29 halamanElectric CablesAfrizal LuthfiBelum ada peringkat
- Listrik Kapal B1-Electrical DistributionDokumen24 halamanListrik Kapal B1-Electrical DistributionAfrizal LuthfiBelum ada peringkat
- 7Dokumen18 halaman7Afrizal LuthfiBelum ada peringkat
- DeskripsiDokumen3 halamanDeskripsiBernar AyBelum ada peringkat
- Listrik Kapal B1-Electrical Distribution-Peralatan Proteksi KapalDokumen17 halamanListrik Kapal B1-Electrical Distribution-Peralatan Proteksi KapalAfrizal LuthfiBelum ada peringkat
- 5Dokumen12 halaman5Afrizal LuthfiBelum ada peringkat
- 9Dokumen24 halaman9Afrizal LuthfiBelum ada peringkat
- 10Dokumen12 halaman10Afrizal LuthfiBelum ada peringkat
- DiketahuiDokumen11 halamanDiketahuiAfrizal LuthfiBelum ada peringkat
- Apa Itu Uji Tarik?Dokumen23 halamanApa Itu Uji Tarik?Afrizal LuthfiBelum ada peringkat
- 2Dokumen9 halaman2Afrizal LuthfiBelum ada peringkat
- Bab I Pendahuluan: 1.1 Tinjauan PustakaDokumen22 halamanBab I Pendahuluan: 1.1 Tinjauan PustakaAfrizal LuthfiBelum ada peringkat