Anda mungkin juga menyukai
- 3A - 16 - Ika Baitinnisa - Laporan Praktikum Pengenalan Osiloskop PDFDokumen12 halaman3A - 16 - Ika Baitinnisa - Laporan Praktikum Pengenalan Osiloskop PDFika baitinnisaBelum ada peringkat
- Ultrasonic Test ReportDokumen11 halamanUltrasonic Test ReportCornelius Tony S92% (13)
- Pengenalan Dasar Echo SounderDokumen22 halamanPengenalan Dasar Echo SounderYahya Hafidza100% (1)
- Eddy Current TestingDokumen9 halamanEddy Current Testingfariz rizaBelum ada peringkat
- Teori Ultrasonik & Flaw DetectorDokumen31 halamanTeori Ultrasonik & Flaw DetectorIksan Adityo MulyoBelum ada peringkat
- Ultrasonic TestDokumen19 halamanUltrasonic Testdimas100% (2)
- Bahan Persentasi GeneralDokumen43 halamanBahan Persentasi GeneralAsep WahyuBelum ada peringkat
- Penymb&Inspk UTDokumen19 halamanPenymb&Inspk UTHerry Eci Muhammad100% (1)
- Rangkuman UTDokumen14 halamanRangkuman UTAsep WahyuBelum ada peringkat
- BAB IV UltrasonikDokumen9 halamanBAB IV UltrasonikIksan Diky PangestuBelum ada peringkat
- Ultrasonic TestDokumen35 halamanUltrasonic Testmochamad umarBelum ada peringkat
- Non Destructive TestDokumen27 halamanNon Destructive TestUl'ul Az'miBelum ada peringkat
- Ultrasonic Testing ManualDokumen4 halamanUltrasonic Testing ManualIbnu HamdunBelum ada peringkat
- 218 563 1 PB PDFDokumen9 halaman218 563 1 PB PDFMakhfud EdyBelum ada peringkat
- Desta EddyDokumen14 halamanDesta EddyMisbah Habib PutraBelum ada peringkat
- Ultrasonic Testing - Kelompok 14 - Pengujian Material 02 PDFDokumen10 halamanUltrasonic Testing - Kelompok 14 - Pengujian Material 02 PDFYonda KeduaBelum ada peringkat
- UT Test PDFDokumen36 halamanUT Test PDFabdul0rohiminBelum ada peringkat
- Laporan NDTDokumen12 halamanLaporan NDTIpan PandinaBelum ada peringkat
- Impact TestingDokumen18 halamanImpact TestingDhea Chika DamayanthyBelum ada peringkat
- A-Scan B-San C-Scan, ToFD Phased ArrayDokumen3 halamanA-Scan B-San C-Scan, ToFD Phased ArrayRosalina KeziaBelum ada peringkat
- Pengujian Non Destructive TestDokumen27 halamanPengujian Non Destructive TestDwi PranomoBelum ada peringkat
- Non Destructive TestingDokumen14 halamanNon Destructive TestingtahzirBelum ada peringkat
- Teknik DiagnosisDokumen20 halamanTeknik Diagnosisbella_lala61100% (1)
- Ultrasonic TestingDokumen26 halamanUltrasonic TestingSeto M. PramonoBelum ada peringkat
- Korosi NDT DiktatDokumen103 halamanKorosi NDT DiktatKinan Alexander PradanggaBelum ada peringkat
- Laporan Resmi Ultrasonic TestDokumen10 halamanLaporan Resmi Ultrasonic Testkementerian dagriBelum ada peringkat
- Uji UT Yonda LavembelnoDokumen8 halamanUji UT Yonda LavembelnoYonda KeduaBelum ada peringkat
- PT 5Dokumen4 halamanPT 5William JustinBelum ada peringkat
- Pengujian Ultrasonic (Ultrasonic Testing - UT)Dokumen8 halamanPengujian Ultrasonic (Ultrasonic Testing - UT)Michael MartiosoBelum ada peringkat
- Ultrasonic Testing (UT)Dokumen59 halamanUltrasonic Testing (UT)ifrizaldpBelum ada peringkat
- Dasar+Teori UtDokumen50 halamanDasar+Teori UtNurdinBelum ada peringkat
- Ultrasonic TestDokumen13 halamanUltrasonic TestRoni JuliantoBelum ada peringkat
- Prinsip Kerja Ultrasonic Testing Serta Keuntungan Saat Pengujian NDTDokumen5 halamanPrinsip Kerja Ultrasonic Testing Serta Keuntungan Saat Pengujian NDTriky nurgiantoroBelum ada peringkat
- NDT - Pengantar Ultrasonic TestingDokumen16 halamanNDT - Pengantar Ultrasonic TestingMoga MaulanaBelum ada peringkat
- OSILOSKOPDokumen16 halamanOSILOSKOPH Kim FahmiBelum ada peringkat
- 04 - Ultrasonik TestDokumen48 halaman04 - Ultrasonik TestAzmi NovovicBelum ada peringkat
- BAB 2 Pengujian NDT - Bab 2Dokumen31 halamanBAB 2 Pengujian NDT - Bab 2Jendi JuliusBelum ada peringkat
- Eddy Current TestingDokumen14 halamanEddy Current TestingApingBelum ada peringkat
- Lapprak Eddy Current Prak MekbanDokumen7 halamanLapprak Eddy Current Prak Mekbanaurora azaleaBelum ada peringkat
- NDE NR DiagramDokumen2 halamanNDE NR DiagramIksan Adityo MulyoBelum ada peringkat
- Laporan Resmi Uji UltrasonikDokumen7 halamanLaporan Resmi Uji UltrasonikAhmad RizekiBelum ada peringkat
- PTMB - Tugas 3 - 03211072 - Reyner OliverDokumen2 halamanPTMB - Tugas 3 - 03211072 - Reyner OliverFURQON170 GAMINGBelum ada peringkat
- ITS Paper 28064 4107100002 PaperDokumen5 halamanITS Paper 28064 4107100002 PaperHanifa AfidaBelum ada peringkat
- E3005 Unit 1Dokumen10 halamanE3005 Unit 1Muhamad SuhaimiBelum ada peringkat
- Metoda UltrasonikDokumen61 halamanMetoda UltrasonikAbon HarriesBelum ada peringkat
- Jobshet NDT 567Dokumen8 halamanJobshet NDT 567Romadhoni OniBelum ada peringkat
- Non Destructive Test IndonesiaDokumen15 halamanNon Destructive Test IndonesiaRiza AriannurBelum ada peringkat
- OsiloskopDokumen9 halamanOsiloskopluqman_HBelum ada peringkat
- FRAX Training Indo 050810Dokumen43 halamanFRAX Training Indo 050810Yizhar Dwi GogaBelum ada peringkat
- Laporan Praktikum Hidro 2 Modul 1Dokumen2 halamanLaporan Praktikum Hidro 2 Modul 1Rahmat Putra PamujiBelum ada peringkat
- Analis InstrumenDokumen19 halamanAnalis InstrumenSayid OspaullahBelum ada peringkat
- Metoda UltrasonikDokumen61 halamanMetoda UltrasonikRintan FarrullyBelum ada peringkat
- Pemeriksaan Butt Weld Joint Dengan Metoda AwsDokumen5 halamanPemeriksaan Butt Weld Joint Dengan Metoda AwsAsep WahyuBelum ada peringkat
- Bahan Persentasi Ut PPDokumen23 halamanBahan Persentasi Ut PPAsep WahyuBelum ada peringkat
- Sertifikasi Ahli K3 Umum (06 - 18 Maret 2023) Offline Yogyakarta - Pupuk KujangDokumen4 halamanSertifikasi Ahli K3 Umum (06 - 18 Maret 2023) Offline Yogyakarta - Pupuk KujangAsep WahyuBelum ada peringkat
- Leaflet Refractory API 936 Preparation Training 2023Dokumen1 halamanLeaflet Refractory API 936 Preparation Training 2023Asep WahyuBelum ada peringkat
- Makalah Rev.1Dokumen49 halamanMakalah Rev.1Asep WahyuBelum ada peringkat
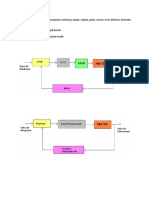
- Open Loop Close LoopDokumen2 halamanOpen Loop Close LoopAsep WahyuBelum ada peringkat