Anda mungkin juga menyukai
- Proses Pemesinan Nontradisional Dan Pemotongan Termal Proses Energi MekanikDokumen11 halamanProses Pemesinan Nontradisional Dan Pemotongan Termal Proses Energi MekanikArticus100% (1)
- PP Modul 8Dokumen13 halamanPP Modul 8Ge StvaniaBelum ada peringkat
- Proses ManufakturDokumen20 halamanProses ManufakturJesen SigarBelum ada peringkat
- Rizal Ahmad Priatna - Tugas Mesin Non KonvensionalDokumen23 halamanRizal Ahmad Priatna - Tugas Mesin Non KonvensionaldeaBelum ada peringkat
- Pemesinan Non KonvesionalDokumen9 halamanPemesinan Non KonvesionalSilvia NurBelum ada peringkat
- Proses Manufaktur Minggu 7 BDokumen20 halamanProses Manufaktur Minggu 7 BFarhan EffendyBelum ada peringkat
- Mesin Non KonvensionalDokumen27 halamanMesin Non Konvensionalrijalul rizkiBelum ada peringkat
- Mesin Mesin Non KonvensionalDokumen6 halamanMesin Mesin Non KonvensionalKyBelum ada peringkat
- MG 12. Mesin Non KonvensionalDokumen28 halamanMG 12. Mesin Non KonvensionalDAVID SitinjakBelum ada peringkat
- Mesin Non KonDokumen51 halamanMesin Non KonAmin HidayatullohBelum ada peringkat
- Proses Pemesinan Non-TradisionalDokumen13 halamanProses Pemesinan Non-TradisionalWidya KhairunnisaBelum ada peringkat
- MESIN NON TRADISIONAL PROSESDokumen17 halamanMESIN NON TRADISIONAL PROSESAbiyyu AkmalBelum ada peringkat
- MESIN NON KONVENSIONALDokumen28 halamanMESIN NON KONVENSIONALkirop ardiansyahBelum ada peringkat
- Hybrid Electrochemical ProcessesDokumen3 halamanHybrid Electrochemical ProcessesMoch AL Hafiz HarahapBelum ada peringkat
- Buku EdmDokumen20 halamanBuku EdmStanislaus Dwi Andri SBelum ada peringkat
- BAB 27 Proses Non Konvensional (Proses Manufaktur)Dokumen7 halamanBAB 27 Proses Non Konvensional (Proses Manufaktur)gemilang perdikaBelum ada peringkat
- ECG LBM Kelompok 5Dokumen17 halamanECG LBM Kelompok 5Ario SeptiawanBelum ada peringkat
- WJM BAB IDokumen8 halamanWJM BAB IWahyuni EkaBelum ada peringkat
- LBMDokumen9 halamanLBMMuslich AffandiBelum ada peringkat
- Machining LanjutanDokumen42 halamanMachining LanjutanTaufiq ByomantoroBelum ada peringkat
- Kelompok 4 - ElectroChemical Machining ProcessDokumen9 halamanKelompok 4 - ElectroChemical Machining ProcessAsnan Ahmad Sabri asnanahmad.2021Belum ada peringkat
- Beam MachiningDokumen9 halamanBeam Machiningainayyah bintang0% (1)
- OPTIMASI PENELITIAN KEKASARAN DAN MAKROSTRUKTUR PADA PEMOTONGAN STAINLESS STEEL 316L DENGAN VARIASI TEKANAN DAN SODDokumen37 halamanOPTIMASI PENELITIAN KEKASARAN DAN MAKROSTRUKTUR PADA PEMOTONGAN STAINLESS STEEL 316L DENGAN VARIASI TEKANAN DAN SODfikriBelum ada peringkat
- Makalah Mesin Non KonvensionalDokumen12 halamanMakalah Mesin Non KonvensionalTyas Pratiwi0% (1)
- DEFINISI DAN JENIS WATER JET CUTTERDokumen10 halamanDEFINISI DAN JENIS WATER JET CUTTERErwan AmirBelum ada peringkat
- Water Jet MachiningDokumen9 halamanWater Jet MachiningDamaBelum ada peringkat
- Makalah EbmDokumen6 halamanMakalah EbmAnanta SandhuBelum ada peringkat
- Aplikasi Mekanika FluidaDokumen13 halamanAplikasi Mekanika FluidaTJmuseum100% (1)
- Non Traditional MachiningDokumen6 halamanNon Traditional MachiningRifky Alfa ZBelum ada peringkat
- A Edm Die Sinker MachineDokumen8 halamanA Edm Die Sinker MachinesyahrafmuharramBelum ada peringkat
- Slide EDMNewDokumen51 halamanSlide EDMNew03Adhika PratamaBelum ada peringkat
- Pemesinan Non-KonvensionalDokumen24 halamanPemesinan Non-KonvensionalDidi KusvendiBelum ada peringkat
- Aplikasi Pada Dunia Industri Serta Prinsip Dasar Electron Beam MachineDokumen8 halamanAplikasi Pada Dunia Industri Serta Prinsip Dasar Electron Beam MachinehanifBelum ada peringkat
- OPTIMASI KEKASARANDokumen19 halamanOPTIMASI KEKASARANbayoe_waelahBelum ada peringkat
- Electro Chemical MachiningDokumen26 halamanElectro Chemical MachiningFaber Slalu MengalahBelum ada peringkat
- Proses EDM dan JenisnyaDokumen20 halamanProses EDM dan Jenisnyadenis geovandaBelum ada peringkat
- Proses Manufaktur 1Dokumen2 halamanProses Manufaktur 1Aldien PratamaBelum ada peringkat
- Prinsip USMDokumen3 halamanPrinsip USMDonny KharizmaBelum ada peringkat
- Mesin Non KonvensionalDokumen22 halamanMesin Non KonvensionalChoco de PanserBelum ada peringkat
- WJM TeknikDokumen15 halamanWJM TeknikArju Hendi FirmansyahBelum ada peringkat
- Edmwirecutpresentation 120508201134 Phpapp02Dokumen33 halamanEdmwirecutpresentation 120508201134 Phpapp02farizanBelum ada peringkat
- Proses ManufakturDokumen51 halamanProses ManufakturSherly RahmaBelum ada peringkat
- TINJAUAN PUSTAKA EDMDokumen23 halamanTINJAUAN PUSTAKA EDMaqilla wahyuBelum ada peringkat
- NON KONVENSIONAL MACHINESDokumen36 halamanNON KONVENSIONAL MACHINESAwan SatyaBelum ada peringkat
- EDM Die SinkingDokumen19 halamanEDM Die SinkingDini Adilah Prabowo75% (8)
- Laporan EBM Dan LBMDokumen11 halamanLaporan EBM Dan LBMLittle MoyaBelum ada peringkat
- Meraut Arka Karbon UdaraDokumen2 halamanMeraut Arka Karbon UdaraDuanHiger100% (1)
- Abrasive Jet Machining (Ajm)Dokumen6 halamanAbrasive Jet Machining (Ajm)abdul muchlisBelum ada peringkat
- Makalah Tribologi PahatDokumen15 halamanMakalah Tribologi PahatAnanta SandhuBelum ada peringkat
- Mesin EDM Electrical Discharge MachinesDokumen42 halamanMesin EDM Electrical Discharge MachinesFaqih Bahrudin100% (1)
- WJMDokumen9 halamanWJMAbank FarisBelum ada peringkat
- USMDokumen11 halamanUSMBagus DarmawanBelum ada peringkat
- Nontradisional-Proses MekanikalDokumen86 halamanNontradisional-Proses MekanikalchubaBelum ada peringkat
- WATER JET PENCERMATANDokumen10 halamanWATER JET PENCERMATANCandrah SimamoraBelum ada peringkat
- Permesinan ElektrokimiaDokumen7 halamanPermesinan ElektrokimiaRobertus Bellarminus Seto AdinugrohoBelum ada peringkat
- Electrical Discharge Machines (EDM)Dokumen43 halamanElectrical Discharge Machines (EDM)HaryonoBelum ada peringkat
- Proses Non KonvensionalDokumen28 halamanProses Non KonvensionalFurqoni Bulan Rizki100% (1)
- Ramadhan Bersama Nabi - M Abduh Tuasikal PDFDokumen93 halamanRamadhan Bersama Nabi - M Abduh Tuasikal PDFDidiek HermansyahBelum ada peringkat
- ApkDokumen26 halamanApkAbdul RopikBelum ada peringkat
- Pembuatan SpesifikasiDokumen11 halamanPembuatan SpesifikasiAbdul RopikBelum ada peringkat
- MOTOR CIRCULATINGDokumen2 halamanMOTOR CIRCULATINGAbdul RopikBelum ada peringkat
- Tugas PerancanganDokumen4 halamanTugas PerancanganAbdul RopikBelum ada peringkat
- Cara Memikat Wanita Idaman AndaDokumen49 halamanCara Memikat Wanita Idaman Andaantony_sigit100% (9)
- 8 333622555162Dokumen9 halaman8 333622555162Abdul RopikBelum ada peringkat
- Aturan PenilaianDokumen4 halamanAturan PenilaianAbdul RopikBelum ada peringkat
- Cara Memikat Wanita Idaman AndaDokumen49 halamanCara Memikat Wanita Idaman Andaantony_sigit100% (9)
- Gear TransmissionDokumen26 halamanGear TransmissionHaQeemz IzanBelum ada peringkat
- ITM 327 5 A Kopling SentripugalDokumen10 halamanITM 327 5 A Kopling SentripugalAbdul RopikBelum ada peringkat
- 01 BRP MK Failure-AnalisisDokumen17 halaman01 BRP MK Failure-AnalisisAdi Kurnia MuktabarBelum ada peringkat
- 23 Nasir LipiDokumen6 halaman23 Nasir LipiAbdul RopikBelum ada peringkat
- Tuugas PembanDokumen9 halamanTuugas PembanAbdul RopikBelum ada peringkat
- Pemodelan Sistem ItenasDokumen7 halamanPemodelan Sistem ItenasAbdul RopikBelum ada peringkat
- 04 Splashgard ProjectDokumen2 halaman04 Splashgard ProjectAbdul RopikBelum ada peringkat
- Kuat Medan ListrikDokumen15 halamanKuat Medan ListrikAbdul RopikBelum ada peringkat
- Z k30 Jawab 2010 Uts PM 30 November ZZZDokumen10 halamanZ k30 Jawab 2010 Uts PM 30 November ZZZAbdul RopikBelum ada peringkat
- Demokrasi Dalam Perspektif Islam PDFDokumen13 halamanDemokrasi Dalam Perspektif Islam PDFRangga Ardian Pradana100% (1)
- P L T ADokumen41 halamanP L T AAbdul RopikBelum ada peringkat
- Gate Valve MaintenanceDokumen21 halamanGate Valve MaintenanceAbdul RopikBelum ada peringkat
- KonveksiDokumen9 halamanKonveksiAbdul RopikBelum ada peringkat
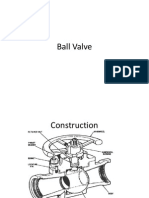
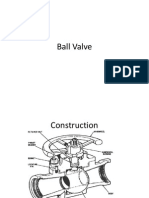
- Ball ValveDokumen10 halamanBall ValveAbdul RopikBelum ada peringkat
- PhotovoltaicDokumen5 halamanPhotovoltaicAbdul RopikBelum ada peringkat
- Analisis Tegangan Pada Poros UlirDokumen2 halamanAnalisis Tegangan Pada Poros UlirAbdul Ropik100% (1)
- ValveDokumen41 halamanValveAbdul RopikBelum ada peringkat
- JENIS ALIRANDokumen3 halamanJENIS ALIRANAbdul RopikBelum ada peringkat
- KarburatorDokumen2 halamanKarburatorAbdul RopikBelum ada peringkat