Anda mungkin juga menyukai
- HetpDokumen27 halamanHetpRisali AddiniBelum ada peringkat
- Matematika SMA Dan MA Kelas XII Progran Studi Ilmu AlamDokumen206 halamanMatematika SMA Dan MA Kelas XII Progran Studi Ilmu AlamSigit RudiatwokoBelum ada peringkat
- Alat Transport FluidaDokumen33 halamanAlat Transport FluidaAnggaMahardikaBelum ada peringkat
- Soal-Soal Neraca Massa Unit Tunggal Tanpa Reaksi TunakDokumen11 halamanSoal-Soal Neraca Massa Unit Tunggal Tanpa Reaksi TunakNoravandhaniBelum ada peringkat
- Shell and TubeDokumen27 halamanShell and TubeshofiBelum ada peringkat
- Bab III AbfcDokumen9 halamanBab III AbfcDhian Kesuma SitorusBelum ada peringkat
- Laporan Praktikum Acara 6Dokumen21 halamanLaporan Praktikum Acara 6FitriyantiBelum ada peringkat
- Laporan Tetap Kimia FisikaDokumen50 halamanLaporan Tetap Kimia FisikaNaufal NashrullahBelum ada peringkat
- Pemisahan DiffusionalDokumen76 halamanPemisahan DiffusionalFILZABelum ada peringkat
- Double Pipe Heat ExchangerDokumen7 halamanDouble Pipe Heat ExchangerRidhoQodriBelum ada peringkat
- Makalah Destilasi TowerDokumen8 halamanMakalah Destilasi TowerAfifa LuthfiaBelum ada peringkat
- Dryer, Crystallizer, Evaporator, Dan Klasifikasinya, by M. Ramdan Okta RianDokumen8 halamanDryer, Crystallizer, Evaporator, Dan Klasifikasinya, by M. Ramdan Okta RianM Ramdan Okta RianBelum ada peringkat
- Lapres Absorbsi CO2 Dengan Larutan NaOHDokumen39 halamanLapres Absorbsi CO2 Dengan Larutan NaOHnabila rahmanastitiBelum ada peringkat
- Alat Transportasi FluidaDokumen21 halamanAlat Transportasi FluidaArdian Zailani PutraBelum ada peringkat
- Laporan Proses Teknik Kimia I Resin Urea FormaldehidDokumen34 halamanLaporan Proses Teknik Kimia I Resin Urea FormaldehidNurfatihah Nawaz KhanBelum ada peringkat
- 0.diktat UtilitasDokumen78 halaman0.diktat UtilitasAningBelum ada peringkat
- Laporan Praktikum DryingDokumen7 halamanLaporan Praktikum DryingSeptamnBelum ada peringkat
- Kuliah 09-10 Hukum II TermodinamikaDokumen26 halamanKuliah 09-10 Hukum II TermodinamikaVAYEFBelum ada peringkat
- Otk Perpindahan PanasDokumen11 halamanOtk Perpindahan PanasEko Prihanto100% (1)
- 2 - Dasar-Dasar Kinetika Reaksi Kimia - Gasal 2021-2022 - TimDokumen72 halaman2 - Dasar-Dasar Kinetika Reaksi Kimia - Gasal 2021-2022 - TimEvan Afrista Wiokartina PurbaBelum ada peringkat
- Kontraktor Gas CairDokumen23 halamanKontraktor Gas CairHafizhun SoekiswoBelum ada peringkat
- RKM 1743007 Praktikum Sel Galvanis KorosiDokumen7 halamanRKM 1743007 Praktikum Sel Galvanis KorosiSultan Rindang AlamBelum ada peringkat
- Industri Asam SulfatDokumen13 halamanIndustri Asam SulfatNurulHikmahBelum ada peringkat
- Humidifikasi Dan DehumidifikasiDokumen51 halamanHumidifikasi Dan DehumidifikasiLulu Fauziyyah ArisaBelum ada peringkat
- Industri Asam SulfatDokumen8 halamanIndustri Asam Sulfataqiilah0% (1)
- GC HPLCDokumen9 halamanGC HPLCImanda EsaBelum ada peringkat
- Kesetimbangan FasaDokumen31 halamanKesetimbangan FasaFadil Taufik QrBelum ada peringkat
- Intan Febrianti Pertanyaan Jaringan Penukar PanasDokumen2 halamanIntan Febrianti Pertanyaan Jaringan Penukar PanassunarsihBelum ada peringkat
- Sifat Kimia LignoselulosaDokumen8 halamanSifat Kimia LignoselulosaMuhammad BachtiarBelum ada peringkat
- 3583S1TKCE40232018 - Azas Teknik Kimia II - Pertemuan 2 - Materi TambahanDokumen28 halaman3583S1TKCE40232018 - Azas Teknik Kimia II - Pertemuan 2 - Materi Tambahanaditya rahmanBelum ada peringkat
- UreaDokumen14 halamanUreahapsariindreyBelum ada peringkat
- Tugas Operasi Teknik Kimia 2Dokumen3 halamanTugas Operasi Teknik Kimia 2Aprico Kusuma100% (1)
- Makalah Utilitas 1 Tentang AirDokumen22 halamanMakalah Utilitas 1 Tentang AirsondangmaydaBelum ada peringkat
- Analisis CODDokumen14 halamanAnalisis CODAnonymous DfyXc3qDJCBelum ada peringkat
- AIK (Makalah Distilasi)Dokumen10 halamanAIK (Makalah Distilasi)Citra Kusuma ParahitaBelum ada peringkat
- Hal 47 55 PDFDokumen9 halamanHal 47 55 PDFNurHaudiBelum ada peringkat
- UtilitasDokumen30 halamanUtilitasVirman100% (1)
- Cogenerasi Combined CycleDokumen24 halamanCogenerasi Combined Cycleadith aninditoBelum ada peringkat
- Perpindahan Panas Pada Tangki Berjaket Berpengaduk - Kel2Dokumen10 halamanPerpindahan Panas Pada Tangki Berjaket Berpengaduk - Kel2yenniksBelum ada peringkat
- Pertemuan Ke 2 TRK2Dokumen23 halamanPertemuan Ke 2 TRK2Tissa Novida Aulia ZahraBelum ada peringkat
- Difusi Dengan Reaksi HeterogenDokumen29 halamanDifusi Dengan Reaksi HeterogenKevinBelum ada peringkat
- Cooling WaterDokumen58 halamanCooling WaterFrans Arapenta100% (1)
- Laporan Destilasi PackingDokumen11 halamanLaporan Destilasi PackingIreneBelum ada peringkat
- Pompa AlatAlat Industri KimiaDokumen6 halamanPompa AlatAlat Industri KimiaUgi SugianaBelum ada peringkat
- Laporan Praktikum Proses Teknik Kimia I Aliran FluidaDokumen29 halamanLaporan Praktikum Proses Teknik Kimia I Aliran FluidaNurfatihah Nawaz KhanBelum ada peringkat
- Kelompok 10 HUMIDIFIKASIDokumen10 halamanKelompok 10 HUMIDIFIKASIYosy WonoasriBelum ada peringkat
- Kelompok 2 - 3A S1 (Unit Operasi Dan Peralatan Industri Kimia)Dokumen67 halamanKelompok 2 - 3A S1 (Unit Operasi Dan Peralatan Industri Kimia)Fredy SiswantoBelum ada peringkat
- M9P9Dokumen41 halamanM9P9tarissah januartiBelum ada peringkat
- Matematika Teknik Kimia 2Dokumen75 halamanMatematika Teknik Kimia 2Safril Kartika WardanaBelum ada peringkat
- Makalah Aplikasi Pengolahan Air Di IndustriDokumen5 halamanMakalah Aplikasi Pengolahan Air Di IndustridickyrosadiBelum ada peringkat
- Materi Asam TereftalatDokumen12 halamanMateri Asam Tereftalattri meliasariBelum ada peringkat
- Makalah ReboilerDokumen25 halamanMakalah ReboilerNurul KomariahBelum ada peringkat
- BifenilDokumen2 halamanBifenilRatulangi RatWulBelum ada peringkat
- Pipa GandaDokumen16 halamanPipa GandaZulfanAzriBelum ada peringkat
- Modul Ajar Bioproses 2016 - FinishDokumen100 halamanModul Ajar Bioproses 2016 - FinishRaisZain100% (2)
- MODUL Fluidized BedDokumen16 halamanMODUL Fluidized BedANZWAYNEBelum ada peringkat
- Pipa Dan TubeDokumen4 halamanPipa Dan TubebdmbudimanBelum ada peringkat
- Pipa Dan TubeDokumen11 halamanPipa Dan TubeSella Marga SariBelum ada peringkat
- Casting LogamDokumen33 halamanCasting Logamapasih danielBelum ada peringkat
- 3 Pipa Drainase Envelope - Aft - 2Dokumen13 halaman3 Pipa Drainase Envelope - Aft - 2agnes paramitha0% (1)
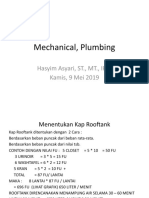
- Pertemuan Ke 10 Terkait Kebutuhan Kapasitas RooftankDokumen7 halamanPertemuan Ke 10 Terkait Kebutuhan Kapasitas RooftankIlham AlrinoBelum ada peringkat
- Tips Trik Jawab Soal TOEFLDokumen9 halamanTips Trik Jawab Soal TOEFLRahma Diana YulistiahBelum ada peringkat
- Liquid Storage SystemsDokumen1 halamanLiquid Storage SystemsRahma Diana YulistiahBelum ada peringkat
- Kisi AngketDokumen3 halamanKisi AngketRahma Diana Yulistiah100% (1)
- Determination of Plant LayoutDokumen21 halamanDetermination of Plant LayoutRahma Diana YulistiahBelum ada peringkat
- Kisi AngketDokumen3 halamanKisi AngketRahma Diana Yulistiah100% (1)
- Taksonomi MikrobaDokumen18 halamanTaksonomi MikrobaRahma Diana YulistiahBelum ada peringkat
- Laporan Sementara Cuka ApelDokumen18 halamanLaporan Sementara Cuka ApelRahma Diana YulistiahBelum ada peringkat
- Bahasa Mempengaruhi BudayaDokumen11 halamanBahasa Mempengaruhi BudayaRahma Diana Yulistiah100% (1)
- Makalah Perkembangbiakan-Taksonomi MikrobaDokumen44 halamanMakalah Perkembangbiakan-Taksonomi MikrobaRahma Diana Yulistiah100% (2)
- Soal Latihan Olimpiade AstronomiDokumen4 halamanSoal Latihan Olimpiade AstronomiRahma Diana YulistiahBelum ada peringkat
- Bilangan AvogadroDokumen5 halamanBilangan AvogadroRahma Diana YulistiahBelum ada peringkat
- Jenis FraseDokumen20 halamanJenis FraseRahma Diana Yulistiah100% (1)